铀浓缩工厂生产任务安排的简单建模和求解
2020-06-03任宁李世豪毛朴
任宁 李世豪 毛朴

摘 要对铀浓缩工厂各条生产线合理安排生产计划可以有效提高生产效益,因此提出了采用线性规划的方法建立多条生产线的生产任务安排计划的数学模型,以确定每条生产线在各个工况和各个时间段的最佳生产计划的安排方案。根据建立的线性规划模型计算案例的最优解,与平均分配法进行对比。
关键词铀浓缩;生产计划;线性规划
0 引言
铀浓缩工厂的任务就是生产丰度高于天然铀品的一定丰度的铀品。由于铀浓缩工厂的每条生产线在不同工况下,产品的产量会有所不同。对于拥有多条生产线铀浓缩工厂,合理安排生产任务的生产时间可以有效提高目标产品的生产效益。目前国内没有相关的研究,本文采用线性规划的方法建立了生产任务安排的模型,并通过求解案例来与平均分配法进行对比,同时讨论了建立的模型所适用的前提条件。
1 数学模型的建立
生产计划的最优化求解的数学模型的建立分为两部分:约束条件和目标函数的确定。其中约束条件是所建立的数学模型中的解必须满足的条件。目标函数则是评价满足约束条件的解是否是最优解的依据。对于铀浓缩工厂的生产任务安排计划,本文将各条生产线在各种工况的生产时间作为变量,确定相应的约束条件和目标函数,求解出各条生产线各种工况的安排时间的最优解。
1.1 约束条件
1.1.1 任务量确定的约束条件
由于铀浓缩工厂每条生产线在某种运行工况下,目标产品的流量基本不会有太大变化,可以认为是定值,但目标产品有任务量的要求,因此任务量所确定的约束条件为线性不等式方程组。也即是:
1.1.2 时间限期确定的约束条件
目标产品的产量还有时间限制,因此需要确定各条生产线的分配生产时间与限制时间的约束条件。由于各个生产任务的时间限制不尽相同,如果不对各个生产任务进行排序的话,计算量较大。本文根据生产任务安排的实际情况,将各个生产任务按照限期的先后顺序确定,则可以建立各条生产线的分配生产时间与限制时间的约束条件的不等式方程。
1.2 目标函数
对于铀浓缩工厂的生产任务安排,目标函数的计算基础有多种选择:可以选择分离功,也可以选择以某种丰度的六氟化铀浓缩为目标产品的产量。本文以后者为基础确定目标函数。方法为:先预期在未来某种丰度的产品的需求量最大,将生产任务安排后剩下的时间用来生产该需求量最大的产品,当剩余时间用来生产预期需求量最大的产品的产量达到最大值时,此时生产任务安排即为最优。按上述方法得到的目标函数是线性函数,即:
2 数学模型的求解
由于建立的数学模型的约束条件和目标函数均为线性函数,因此,该数学模型的求解也就是线性规划求解。单纯形法是人工求解线性规划的常用方法。单纯形法的基本原理是线性规划问题的可行解集(若非空)是凸集[1],也即是线性规划问题的其中的一个极点必然为最优可行解集。因此对于m个约束条件,必然有m个解,其他解均为0。对于上文建立的数学模型,采用单纯形法需要加入人工变量,将线性规划方程化为标准型才可求解。单纯形法适用于生产任务和生产线较少的运算,由于铀浓缩工厂的约束条件方程个数为(n+1)·m,因此对于多条生产线的多个生产任务的数学模型,借助于matlab、lingo或excel等软件求解相对更为方便、快捷,且准确率更高。
3 计算案例
假设某个铀浓缩工厂有三条生产线,从2020年1月1日0:00开始按照生产任务要求安排生产计划,具体的生产任务量、生产截止时间要求和各工况下各条生产线相应的预计生产量如表1所示。
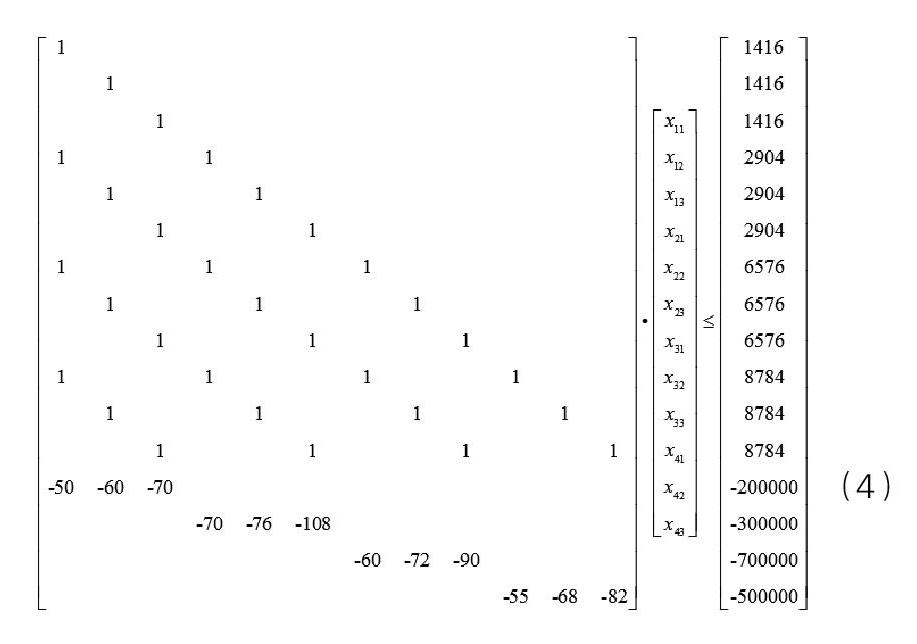
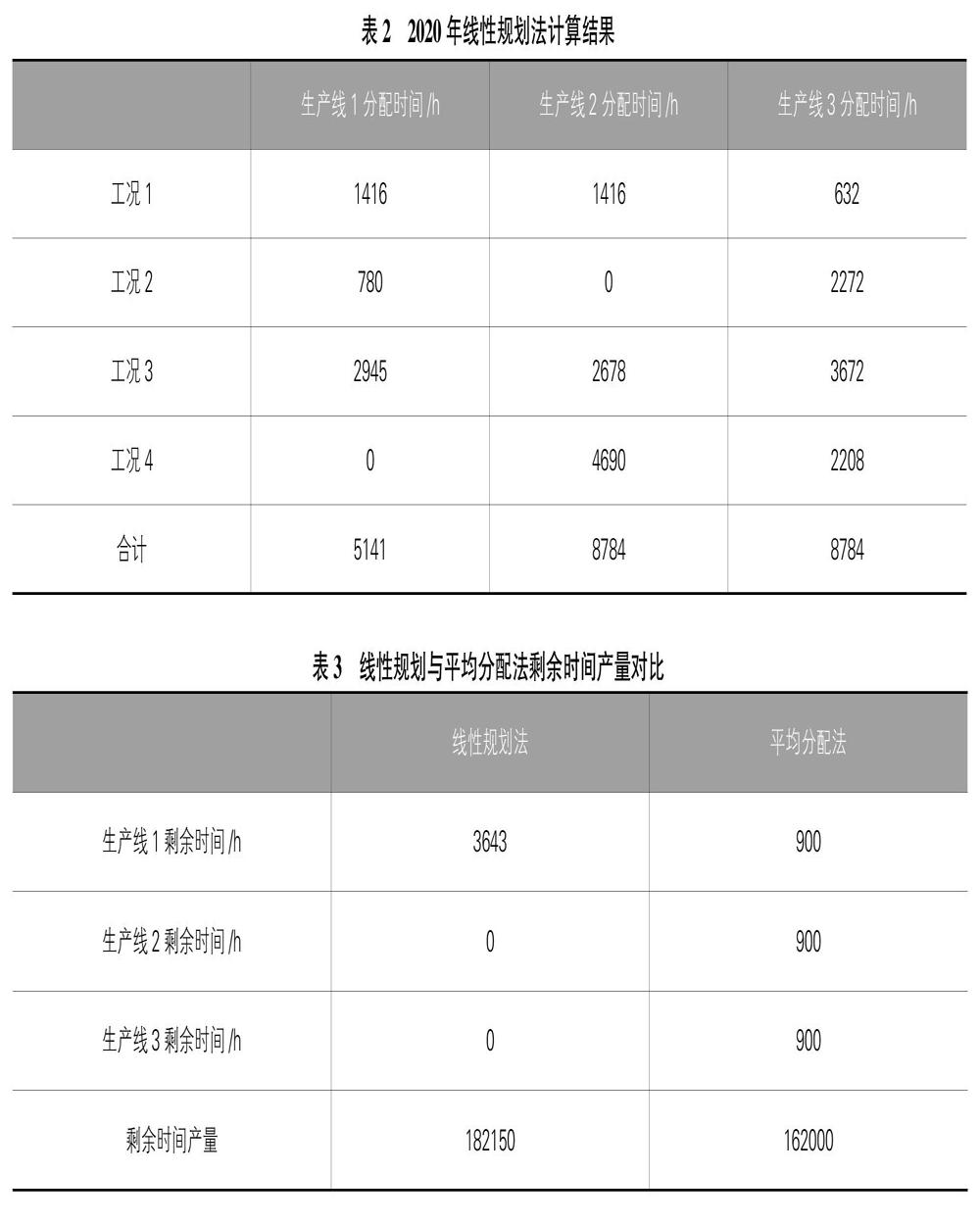
表1中工况序号代表各个工况按照截止时间进行的排序。预计2021年的工况1产品的需要量最大,也即是安排2020年完成生产任务后的剩余时间全部用来生产工况1的产品。根据前文建模思路建立相应的线性规划方程如式(4),求解的生产任务时间安排如表2。
平均分配法则是对每条生产线完成每个生产任务分配相同的时间,这里也假设2020年完成生产任务的剩余时间全部用来生产工况1的产品。线性规划与平均分配法的剩余時间利用结果如表3所示。
对于完成生产任务后的剩余时间,采用线性规划法和平均分配法用以生产目标产品,在这个计算案例中,线性规划法的剩余时间产量约为平均分配法的1.124倍。
4 结论
建立的线性规划模型并求解出来的生产任务安排明显优于平均分配法,可以用来判断预期某工况对应的流量在时间期限内是否能完成生产任务,也可以找到最优的生产任务安排方式,提高单位时间多条生产线的产量,或者在产量富余时,为合理降低主机负载提供决策依据。本文的研究结果预期可对铀浓缩工厂生产计划的编排起到积极的指导作用。
参考文献
[1]《运筹学及其应用》朱求长,武汉:武汉大学出版社,2012.1:19.
