基于ANSYS的平面端铣模态及切削响应分析
2020-06-03余小兵杨磊张鹏
余小兵 杨磊 张鹏


摘 要:以某大刀盘端铣切削系统为研究对象,使用ANSYS软件对其进行模态分析,结果表明,结构前六阶固有频率相对较高,远离切削系统的工作频率,不会引起共振。另外,在模态分析基础上,基于切削力对切削系统进行了动态响应分析,分析了刀片的加速度响应。该研究为平面端铣提供了振动分析基础,同时对于提高切削系统的结构性能具有重要意义。
关键词:大刀盘 端铣 模态 切削响应
中图分类号:TH113.1 文献标识码:A 文章编号:1672-3791(2020)04(c)-0001-06
Abstract: In this paper, a large cutter head end milling system is studied by ANSYS software. The model results show that the first six natural frequencies of the structure are relatively high and far away from the working frequency of the cutting system. In addition, the dynamic response of the cutting system is analyzed based on the cutting force. The analysis results include deformation and acceleration response of the system. This study provides a basis for vibration analysis of plane end milling and is of great significance for improving the structural performance of the cutting system.
Key Words: Large cutter head; End milling; Model; Milling response
端铣加工是平面成型的主要加工方法,切削组件的振动及变形对工件的加工精度有着明显的影响[1]。目前国内外针对平面切削引起的振动主要集中在立铣,对平面端铣振动缺乏研究。同济大学李增沪等人对平面端铣强迫振动及自激振动进行了初步研究,并提出了一些减振措施[2]。该文应用有限元技术针对平面端铣系统进行模态及切削响应分析,对平面端铣的模态及振动响应进行分析。
1 平面端銑切削系统简介
图1为切削组件实物图,主要由刀柄、刀盘、刀齿组成。刀柄为BT60刀柄,通过凸起锥面连接在机床主轴锥孔上;刀盘为8齿刀盘,包括8个齿座,通过螺栓及平键连接在刀柄上;总共包括8个切齿,切齿通过螺栓固定在刀盘齿座上,切齿型号为P2352-2H55。
2 切削系统有限元模型的建立
2.1 材料属性的定义
利用ANSYS软件对切削系统进行模态分析,首先对各个部件材料进行定义,主要包括合金钢及结构钢组成,密度及刚度性能见表1。
2.2 网格划分
采用SOLIDWORKS建立切削系统三维模型,网格划分前需要对CAD模型进行简化,对模态分析结果影响不大的结构进行了适当的简化,主要包括小倒角、螺纹等特征。
切削系统模态分析的目的是得到各阶固有频率、模态振型等模态参数,为后续动力学响应分析提供基础。求解的方法是通过坐标变化的方法,将原始坐标系的耦合的运动微分方程进行转换,解耦成另一坐标系下相互独立的微分方程,然后进行求解[3-4]。
模态分析时对网格精度要求不太高,所以,对切削系统进行网格划分时采用自由网格划分的方法,同时适当增大单元尺寸、减少节点数,这样可以提高计算效率,切削组件网格划分结果见图2。
3 模态分析
3.1 约束施加
约束条件的设置对于模态分析来说至关重要,在不同的约束条件下,模态分析的结果相差甚大。对于刀柄刀盘切削组件,通过锥形面和机床主轴连接,因此约束来自于锥形安装面。机床主轴在轴承约束下只能做旋转运动,因此认为切削组件也只能做旋转运动,约束方式见图3,约束锥面3个方向的平动及y、z方向的旋转自由度,开放x方向(旋转方向)的旋转自由度。
3.2 模态分析结果
3.2.1 固有频率
模态分析最重要的目的是得出其各阶固有频率值,然后与工作频率或者环境激励频率相比较,避免共振。理论上来说,固有频率有n阶,并且数值是从小到大顺序排列的,阶次越高固有频率值也越大[4]。而系统的工作频率或者环境激励频率一般情况下都比较低,因此,通常情况下,只需要研究前几阶固有频率即可满足要求。通过模态分析,提取切削组件前6阶的固有频率,各阶固有频率见表2。
平面端铣转速范围为60~240r/min,旋转频率则为1~4Hz,而刀盘齿数为8,因此工作频率为8~32Hz。由表2可知,刀柄刀盘前6阶频率相对较高,第1阶及第2阶、第4阶及第5阶固有频率相差不大。刀柄刀盘1阶频率为1019.6Hz,远远大于其最大工作频率32Hz,因此刀具刀盘在工作期间不会发生共振。
3.2.2 模态振型
模态分析的另一个目的是得出各阶模态振型,即假如在各阶固有频率的激励下,系统的变形情况,从而根据模态振型可以判断出系统或者结构的薄弱环节,为系统或者结构设计提供参考和指导。切削组件1~6阶模态振型图见4。
从图4可以看出,模态振型主要包括3类,即刀柄弯曲、刀柄扭转及刀盘弯曲,而刀盘弯曲模态频率大于刀柄弯曲及扭转模态频率,说明刀盘的动力学刚度要好于刀柄。从模态分析的角度看,切削组件设计合理。
4 切削响应分析
刀柄刀盘在切削时存在振动,因此采用模态叠加法进行动力学分析,输入为切削产生的切削力,输出为刀齿加速度。模态叠加法又称“振型叠加法”,它是以系统无阻尼的振型(模态)为空间基底,通过坐标变换,使原动力方程解耦,求解n个相互独立的方程获得模态位移,进而通过叠加各阶模态的贡献求得系统的响应。
4.1 约束及载荷施加
约束与模态分析约束相同。
对于切削力载荷,参照经验公式进行计算,然后施加在刀尖位置。切削参数见表3。
铣削线速度为:
图5为端面切削示意图,旋转方向为逆时针,行进方向为右(逆铣)。单齿进给量最大的情况发生在B点位置:
实时进给量为:
其中α为刀齿位置相对于B点的偏角。不同刀齿偏角与时间t的关系如下。由于一周均布8个刀齿,因此相邻刀齿之间相位差45°。
切削力根据柱坐标系,可分解为主切削力(周向)、背向力(轴向)及进给力(径向)[5-6]。
主切削力为:
背向力为:
Fp=9.8×CFp×αpxFp×FzyFp×vczFp(6)
進给力为:
FF=9.8×CFf×αpxFf×FzyFf×vczFf(7)
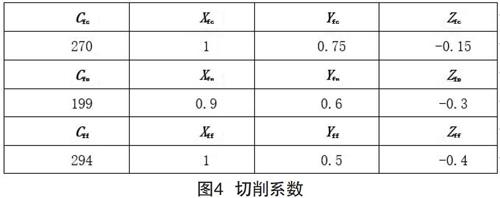
切削系数取值见表4。
分别对8个齿施加三向切削力,当刀齿脱离切削后,切削力为0。其中第1齿及第2齿3个方向的载荷在图6,第1齿0.2s对应图5B点位置,第2齿对应图5C点位置,可以看出,由于时间上的滞后,第2齿切削力小于第1齿。
另外,在刀柄锥面施加200r/min的转速。
4.2 切削响应仿真分析结果
切削响应主要关注变形及切齿加速度。切削系统变形最大的方向为周向变形,即主切削力方向,具体见图7,可以看出,最大周向变形为0.05mm,变形较小,说明切削系统扭转刚度较好。
切削系统第1切齿刀尖处周向加速度分布见图8,可以看出当第切齿运行到0.2s时,即图5B点位置时,加速度最大,大刀342mg。可以看出,由于切削力的时变特性,导致切齿出现振动。因此可以通过检测加速度来预测切削力的变化,进而观测切削系统的运行状态。
5 结语
该文首先对平面端铣切削系统进行了有限元模态分析,得到了切削系统前6阶固有频率及模态振型,分析结果表明,系统固有频率远远大于最高转速对应的工作频率,具有较高的安全裕度。另外进行了切削响应分析,得到了切削力激励下变形及刀尖加速度分布,最大变形0.05mm,说明切削系统刚性较好,为建立基于加速度监测的智能刀具系统提供了一定的参考。
参考文献
[1] 唐东红,卢芳.平面端铣加工变形建模及预测[J].机床与液压,2014,42(7):125-128.
[2] 李沪曾,Spur G.平面端铣非线性切削过程模型[J].同济大学学报:自然科学版,1995,23(2):186-191.
[3] 宋本基.数控机床[M].哈尔滨:哈尔滨工程大学出版社,2001.
[4] 王润孝.机床数控原理与系统[M].西安:西北工业大学出版社,2010.
[5] 华茂发.数控机床加工工艺[M].北京:机械工业出版社,2001.
[6] 黄毅宏,李明辉.模具制造工艺[M].北京:机械工业出版社,1995.
①课题来源:2019年德阳市开放式校市合作技术研发项目“智能重型切削刀具研发及应用”。
作者简介:余小兵(1977—),男,汉族,四川射洪人,硕士,高级工程师,研究方向:机械加工技术及工艺。张鹏(1985—),男,汉族,山西运城人,硕士,工程师,研究方向:CAD/CAE。
通讯作者:杨磊(1984—),女,汉族,甘肃静宁人,本科,工程师,研究方向:机械设计及其自动化,E-mail:360352410@qq.com。
