微波消解-电感耦合等离子体原子发射光谱法测定镍基合金中铁、铌和钼的含量
2020-06-03张斌彬张健豪何鹏飞夏申琳
张斌彬,张健豪,何鹏飞,夏申琳
(中国船舶集团公司第七二五研究所,洛阳471023)
镍基合金具有良好的耐高温、耐腐蚀特性[1],其中,以UNS N06625为代表的镍铬钼体系合金具有良好的加工性和焊接性[2]。镍基625系列的激光焊粉末、焊条及焊丝的焊接熔敷金属具有和UNS N06625相似的性质,在多种介质中均表现良好的耐腐蚀性,广泛应用于航空航天、石油化工、船舶制造等领域[3],其主要化学成分见表1。
镍铬钼合金中铁元素会直接影响材料及焊接熔敷金属的机械性能,钼、铌作为主要强化元素,能显著提高材料强度[4]。因此,准确测定铁、钼和铌的含量对于镍铬钼体系的镍基合金,特别是625合金、焊条、焊丝的质量控制及焊接评价具有重要的意义。

表1 镍基625合金、焊丝、焊条的主要化学成分Tab.1 The main chemical composition of nickel-based 625 alloy,welding wire and welding rod
镍基合金中铁、铌和钼含量测定的分析方法主要有电感耦合等离子体原子发射光谱法(ICPAES)[2-3,5-8]、电感耦合等离子体质谱法(ICPMS)[9-10]及原子吸收光谱法(AAS)[11]等。其中,ISO及ASTM标准中测定镍基合金铁、铌和钼时样品前处理要点见表2。
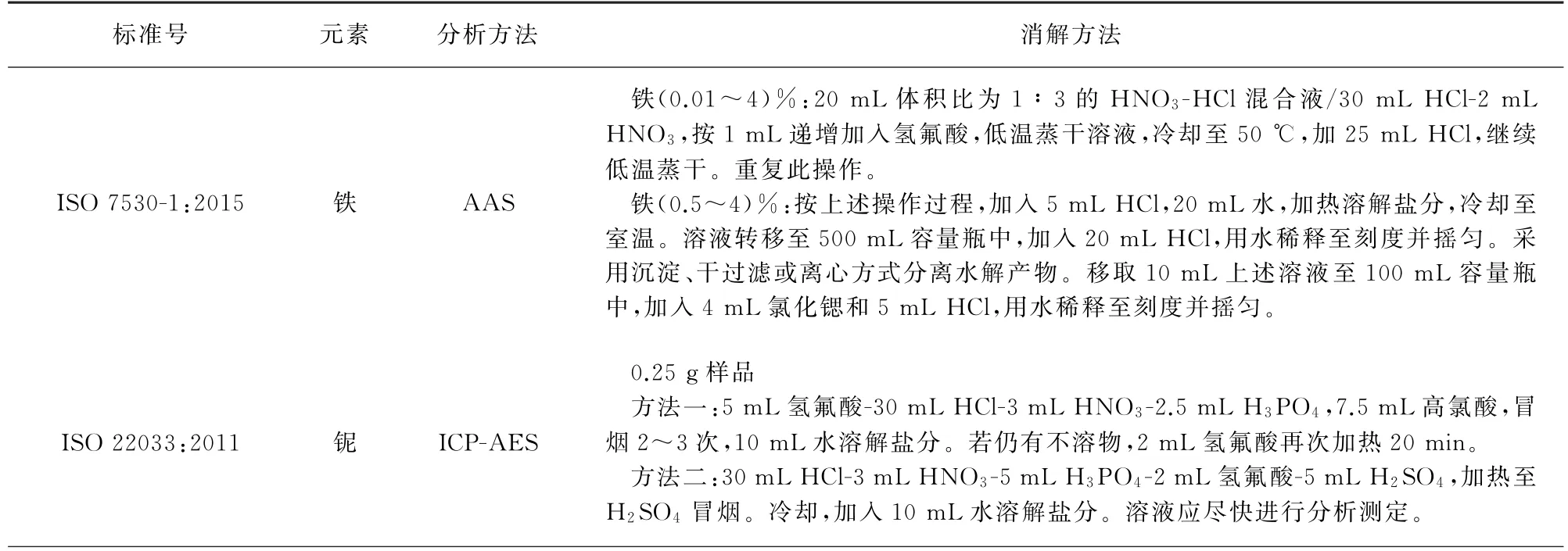
表2 ISO及ASTM标准分析方法要点Tab.2 Key points of ISO and ASTM standard analysis methods

表2 (续)
ISO及ASTM标准测定不同元素的消解方法和分析方法不同,不能完全满足生产及科研对于分析时效性的要求。在实际应用过程中,由于待测样品本身尺寸或取样机械加工的差异,对于粒径在2 mm以上的屑状样品、焊条、焊丝,使用ISO或ASTM的消解方法不能完全消解试样,必然会对铁、铌、钼含量的准确测定造成影响。
作为目前已广泛应用于冶金分析领域的前处理技术,微波消解具有消解快速、试剂用量少、样品不易被污染等优点[9],在消解过程中,消解罐完全密闭,不会造成易挥发元素的损耗。
本工作采用盐酸-硝酸-氢氟酸的混酸体系,使用微波消解仪对样品进行消解,采用ICP-AES同时测定镍基625合金、激光焊粉末、焊条焊丝中铁、铌、钼含量的方法,对于未配置耐氢氟酸进样系统的设备,进行加热赶氢氟酸操作后,亦可获得满意结果。
1 试验部分
1.1 仪器与试剂
2100DV型电感耦合等离子体原子发射光谱仪;ETHOS UP MA174型微波消解仪,配SK-15(15位)高压消解转子、消解罐;VB15型智能样品处理器。
铁(GSB G 62020-90)、铌(GSB G 62034-90)、钼(GSB G 62035-90)标准储备溶液:1 000 mg·L-1。
镍基合金标准样品(C28X 62530):镍、镉、铁、铌和钼的质量分数分别为56.67%,21.9%,5.41%,4.25%,7.86% 。
校准溶液系列:各称取5份0.120 0 g高纯金属镍和0.040 0 g高纯金属铬于5个不同的消解罐中,按照试验方法消解后转移至容量瓶中,再按照表3分别加入铁、铌、钼标准储备溶液,用水稀释至刻度,混合均匀,得到校准溶液系列。

表3 校准溶液系列Tab.3 A series of calibration solution
高纯金属镍(纯度不小于99.99%);高纯金属铬(纯度不小于99.98%);盐酸、硝酸、氢氟酸均为分析纯及其以上试剂;试验用水为二级水。
1.2 仪器工作条件
1)ICP-AES工作条件 高频功率为1 300 W;等离子体气流量为15 L·min-1,辅助气流量为0.20 L·min-1,雾化气流量为0.80 L·min-1;光源稳定时间为15 s,样品提升时间为15 s,试样冲洗时间为6 s;观测方向为轴向;重复次数为3次。
2)微波消解条件 最大实时功率为1 500 W,微波消解程序见表4。
1.3 试验方法
称取0.200 0 g试样于消解罐中,加入体积比为1∶3的HNO3和HCl的混合溶液(以下简称为王水)20 mL和氢氟酸1 mL,轻轻摇匀。安装好消解罐后,按微波消解程序进行消解。程序完成后,取出消解罐,冷却,缓慢打开。如果使用带有耐氢氟酸进样系统的ICP-AES,将试样消解液转移至250 mL塑料容量瓶中,用水稀释至刻度,混匀后,按照仪器工作条件进行测定。
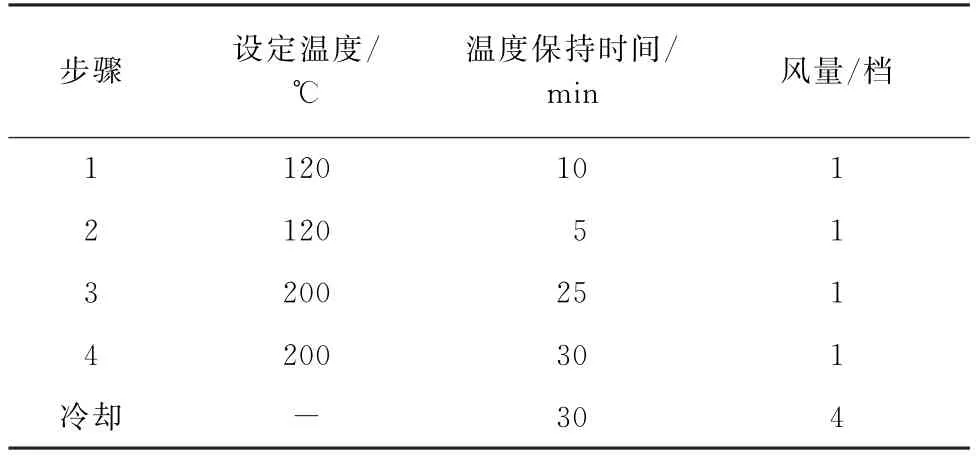
表4 微波消解程序Tab.4 Program of microwave digestion
如果使用不带有耐氢氟酸进样系统,将消解罐放入智能样品处理器中,200℃加热40 min赶氢氟酸,溶液蒸干至约原体积的1/10,用12 mL王水按少量多次的原则冲洗消解罐内壁,将赶酸过程中迸溅至内壁的溶液冲洗干净,再用2 mL水冲洗消解罐内壁,保证消解罐内壁上无消解液残留液滴,120℃下加热10 min溶解盐分。冷却至室温后将溶液转移至250 mL容量瓶,用水稀释至刻度,混匀,按照ICP-AES工作条件进行测定。类似的,可将消解液转移至聚四氟乙烯烧杯中,按上述操作进行赶酸、溶盐、冷却、转移、定容、混匀后可直接测定。赶氢氟酸的溶液应在3.5 h内完成测定,以防止铌析出。
2 结果与讨论
2.1 消解方式的选择
按照ISO、ASTM标准及本法中的微波消解程序分别对不同粒径的UNS N06625合金屑样、激光焊粉末、ENi6625焊条、SNi6625焊丝样品进行消解,结果见表5。

表5 样品消解结果Tab.5 Digestion results of the samples
结果表明:除了激光焊粉末由于样品粒粒较小,按照ISO标准、ASTM标准及1.3中的方法都可以完全消解外,其他样品使用ISO或ASTM标准均出现样品不完全消解的现象。使用王水-氢氟酸体系,采用微波消解方式可完全消解各种粒径的样品。样品含有约3%~4%的铌,在不含氢氟酸的介质中极易析出,赶氢氟酸操作后样品消解液变澄清,但静置6 h后会变浑浊。
为了进一步考察赶氢氟酸操作对样品中铌测定结果的影响,试验向标准样品C28X 62530溶液[ρ(Nb)=34 mg·L-1]中加入铌标准溶液[ρ(Nb)=4 mg·L-1],每隔0.5 h取样,按照ICP-AES工作条件进行测定,结果见表6。
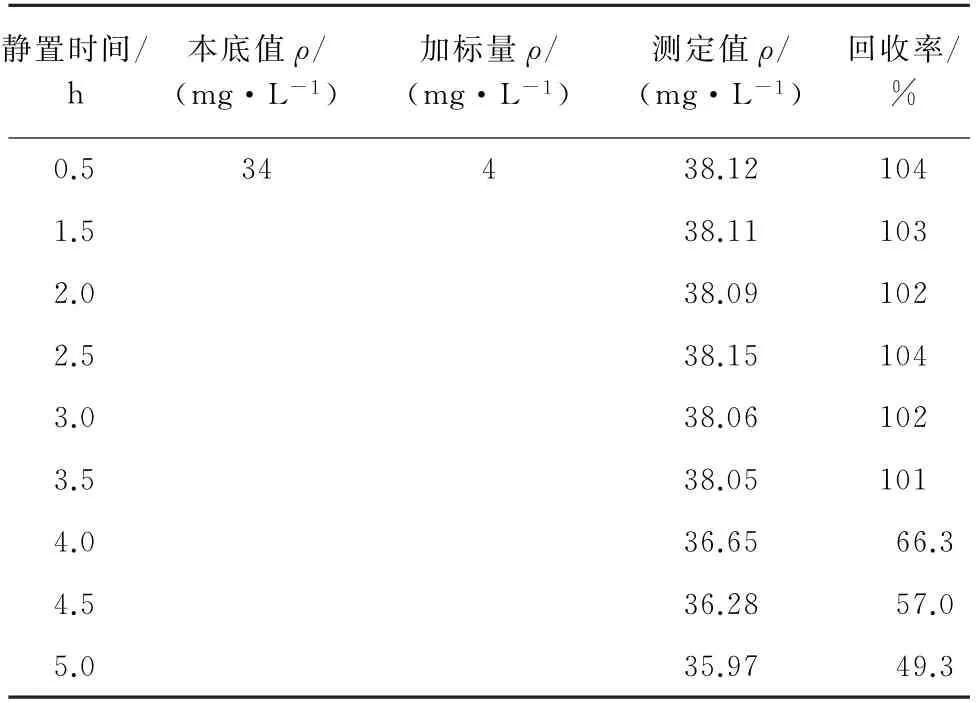
表6 铌的回收试验结果Tab.6 Results of test for recovery of Nb
由表6可知:当静置时间为0.5~3.5 h时,铌的回收率为101%~104%;当静置时间大于3.5 h时,铌的回收率显著下降,为了保证测定结果的准确度,进行赶氢氟酸操作时,消解液需在3.5 h内完成测定。
2.2 分析谱线的选择
ICP-AES中分析谱线的选择会直接影响测定方法的可信度和测定结果的准确度。选择谱线时应尽量避开基体元素和被测元素的干扰。按照ISO及ASTM 标准推荐,试验选择259.939,309.418,202.031 nm分别作为铁、铌、钼的分析谱线,由于校准溶液按照基体匹配法配制,铁、铌、钼的三条分析谱线也无基体干扰,因此,采用常用的离峰背景2点扣除法在分析谱线左右分别选取一个谱线平直的基线扣除点即可:铁 (259.939 nm)的 BGC1:-0.055 nm,BGC2:0.055 nm;铌 (309.418 nm)的BGC1:-0.038 nm,BGC2:0.033 nm;钼(202.031 nm)的 BGC1:-0.080 nm;BGC2:0.037 nm。
2.3 校准曲线
按照ICP-AES的工作条件对校准溶液系列进行测定,以各元素质量浓度为横坐标,与其对应的发射强度为纵坐标绘制校准曲线。校准曲线的线性范围、线性回归方程和相关系数见表7。

表7 校准曲线的线性范围、线性回归方程和相关系数Tab.7 Linearity ranges,linear regression equations andcorrelation coefficients of calibration curves
2.4 精密度试验
按照试验方法对镍基合金标准样品平行测定6次,计算测定平均值和测定值的相对标准偏差(RSD),结果见表8。
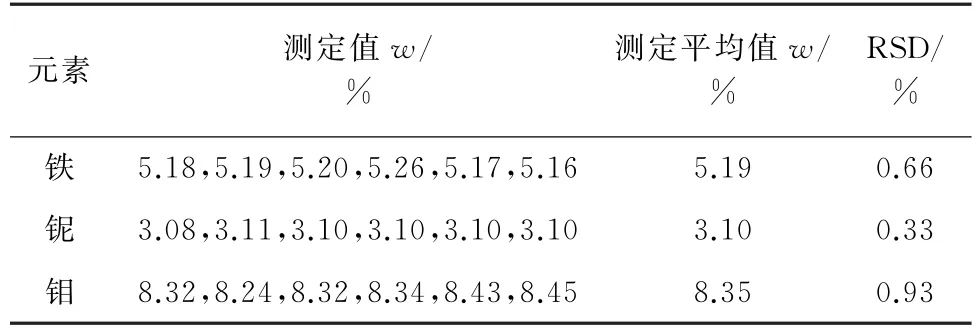
表8 精密度试验结果(n=6)Tab.8 Results of test for precision(n=6)
2.5 准确度试验
按照试验方法对镍基合金标准样品中铁、铌、钼的含量进行测定,并将测定值与认定值进行比对,结果见表9。

表9 准确度试验结果Tab.9 Results of test for accuracy
由表9可知:标准样品(C28X 62530)中铁、铌、钼的测定值与认定值基本一致,说明本法准确度高。
本工作采用微波消解仪,用体积比为20∶1的王水-氢氟酸消解样品,建立了ICP-AES测定镍铬钼体系镍基合金典型牌号UNS N06625及其激光焊粉末、焊条、焊丝样品中常量铁、铌、钼的分析方法,可应用于多种粒径范围样品的测定。样品经微波消解-赶氢氟酸后,该法同样适用于未配置耐氢氟酸进样系统的ICP-AES设备,但需注意,由于铌在不含氢氟酸的溶液中极易析出,赶氢氟酸后的溶液应在3.5 h内完成测定。
