车身冲压件调试结论
2020-06-03魏国旗东风商用车有限公司车身厂
文/魏国旗·东风商用车有限公司车身厂
随着我国汽车工业的快速发展,车型在用户中的使用寿命也在大大缩短,一个车型从诞生到服役终结由原来的30 年缩短到现在的5 ~6 年。汽车生产厂家不得不根据用户需求重新开发新产品投放市场,这样一来,车身冲压件模具的投入从模具设计评审、模具制造、模具的静态、动态验收到冲压件调试结论等环节,就造成了制造厂家能减少就减少、能节省就节省的不规范做法。本文针对冲压件调试结论存在的问题以及如何规范运作展开阐述,希望能为我国车身制造业的做大做强提供帮助。
车身冲压件调试存在的问题
没有编制冲压件调试工艺
在我国一些大型汽车制造公司,尤其是工艺比较完善的整车制造企业,车身制造的四大工艺技术体制是完善的,尤其是车身制造的冲压工艺规程编制,是不可或缺的重要环节。然而,在我国专业车身制造公司管理者群体中,有部分人不懂得车身冲压还要具备冲压工艺,有些人虽懂得一点,但为了企业降成本,就把冲压工艺规程的编制给省略了,甚至省略了车身冲压件的调试过程,直接进行车身冲压件的生产,使得各种生产问题频发:⑴材料利用率缺乏优化,冲压件生产不计成本,导致原材料浪费十分严重。⑵由于没有冲压工艺规范,在冲床上安装和使用模具依赖于经验,时常出现安装的模具与设备不匹配,不仅损坏模具和设备,能源浪费也十分严重,严重者还会造成人身安全事故(没有安全操作规程)。⑶由于没有冲压工艺标准,设备精度维护、模具精度维护处于失控状态,使得制件常常出现变形、开裂、起皱等问题,造成产品不合格无法装车生产,严重威胁着白车身总成焊接精度达标。
缺乏冲压件检测工艺规范
保证车身冲压件的合格生产,必须要培养一个专业检测技术团队,对车身冲压件进行数据检测管控,这个管控包括;⑴检验技术人员专业体制的建立,产品检验技术文件标准编制及现场技术指导。⑵专职检验人员技术业务培训,其中包括三坐标测量仪的使用与维护,平板、方箱的使用与维护,冲压件专用检具的使用与维护等。⑶标准样件的使用与管理,建立冲压件检测数据库。⑷冲压原材料的取样验收化验、金相检验与杯突值复验等。图1 所示为车门压合检测调试。
缺乏产品合格的评价标准

图1 车门压合包边
一个汽车车身制造企业必需具备冲压件合格水平的判定标准,这些标准除了包含产品图纸要求的基准孔、基准面、基准线外,重要的装配公差、外观品质要求也必须包含在内,具体体现在:⑴在产品上体现的基准孔,其设计基准、冲压基准、焊接基准如何体现三位一体,十分重要。⑵分类制定冲压件的评价标准,冲压件使用部位不同精度要求就不同,评价标准和方法也各不相同。一些车身生产厂家不懂得冲压件标准制定,也不知道车身冲压件还有标准要求,无论是新开发的产品还是老产品,由于没有标准,白车身焊接总成装配过程中,时常出现前风窗不对称、车身悬置点偏移、顶盖与侧围装配搭接不到位等问题。⑶由于冲压件调试没有评价标准,冲压件的生产过程管控、合格发出完全凭感觉,时常出现上下道工序产品合格判定标准不统一,甲方不接收,公司之间因冲压件产品验收标准问题矛盾重重。图2 所示为冲压件落料工序调试标准超差。
产品无法结论
一个白车身总成由上万件冲压件焊接而成,由于冲压件生产过程的基础技术环节缺失,很难制造出合格的白车身总成。有些非专业车身制造企业之所以十几年甚至二十几年都造不出合格的车身总成,其核心原因就是不懂得或者不重视规范冲压工艺过程。
尤其是现在一些汽车整车制造公司,为了尽快开发出新产品,加上车身新产品开发周期比较长,投入比较大的情况下,就和一些专业车身制造公司合作开发新车身,为了降成本、赶速度,新产品开发出来后,由于冲压件工艺技术基础环节的缺失,冲压件产品因为这样那样的问题不合格,迟迟无法下结论,这就是现实。
车身冲压件调试结论要做的工作
在车身制造业,四大制造工艺中的冲压工艺是整个车身制造的基础,因为冲压工艺是要把钢厂的钢板通过加工成为车身装配合格的零件,这个过程是要经过标准来界定的。在冲压件调试前期,要把冲压件工艺编制完成,包括试制件工艺、设备、工装等;在调试过程中,依据工艺要求对设备大小、设备参数进行选择,对模具工序安装顺序、参数调整等按照工艺进行调试,这些项目包括以下三方面内容。
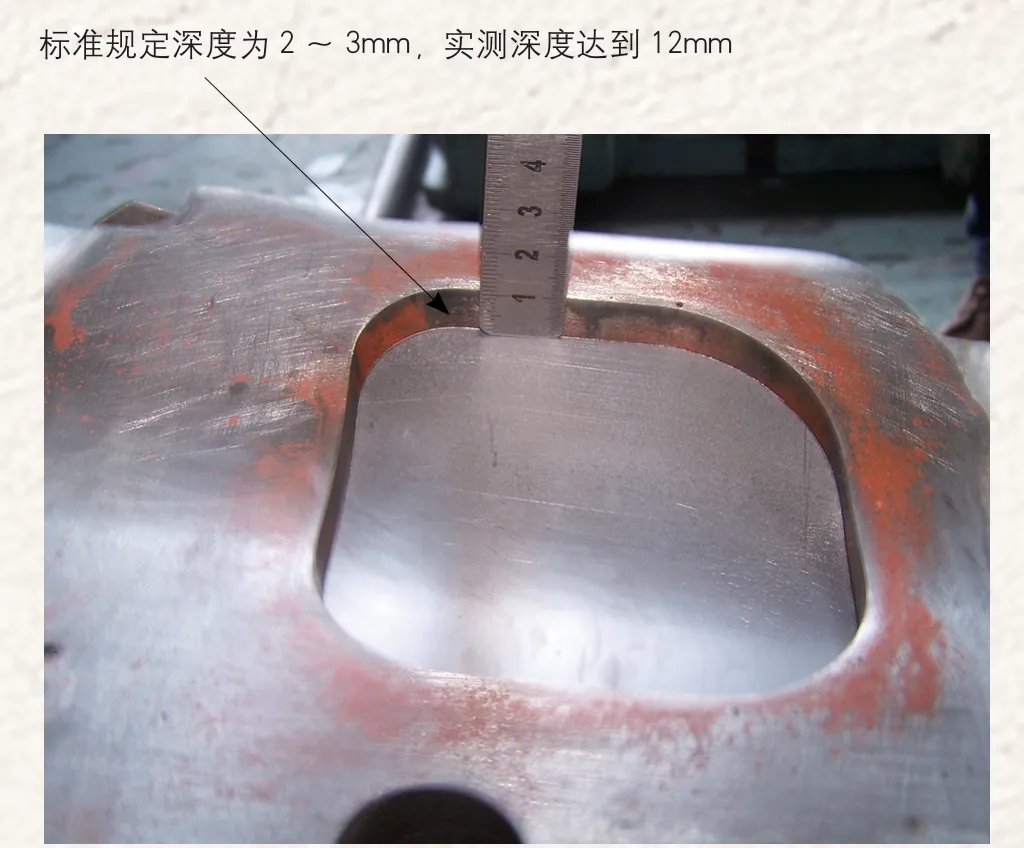
图2 冲压件落料工序调试标准超差
⑴编制冲压件调试工艺(试制工艺),工艺内容涵盖整个冲压工艺全过程的标准要求,冲压工艺涵盖试制工艺、准备工艺、生产工艺几个阶段,尤其是新产品试制工艺结束后,工艺过程进入准备阶段,准备阶段主要验证工艺的完整性、可靠性及项目目标达成,比如原材料利用率验证、对原材料的工艺尺寸公差确定、制件的工艺数量排布、制件的实物重量核准、生产节拍确定、操作人员数量确定、辅料消耗等,都属于冲压工艺编制确定范畴。因此将“冲压工艺文件”比做工厂生产的“厂规厂纪”一点也不为过。
⑵编制冲压件调试检测工艺,作为车身冲压产品品质管控,有不少车身生产厂家的管理者也认为冲压件品质管控十分重要,所以在车身新产品开发初期,就决定将所有冲压件全部投入检具检测,这样一来,产品的开发成本将大大增加,我们且把冲压产品重要度分一分类,把重要承载件、结构复杂制件且装配精度要求高的冲压件进行专用检具检测,编制专用检具检测工艺。对于装配精度要求一般且精度要求不严格的冲压制件,编制常用量具检测工艺,并通过平台、方箱进行手工检测,一些特殊大型冲压件需要通过三坐标测量仪进行检测的,按照标准要求进行检测。但是,这些冲压件都必须在产品调试结论前,进行标准样件确认(标准样件管理制度管控),为后续的焊接工艺以及装配创造条件(建立标准样件数据库)。
⑶编制冲压件管控评价标准,随着冲压件后续的大批量生产,车身冲压件要有一个标准评价体系,这个标准应该涵盖车身外观件评价标准、装配结构件评价标准、冲压件存放周期标准、运输防护标准等内容。
车身冲压件工艺调试展望
车身冲压工艺作为我国汽车车身生产的一个专业门类,对车身制造水平的高低起着至关重要的作用。为什么要对冲压件进行批量生产前的调试?车身冲压件调试要解决什么问题?为什么车身冲压件调试要进行标准结论?这些理念必须在企业中建立起来,要制造出一流的车身,不仅仅是目标口号问题,更主要的是从体制上建立和完善起来,培养车身冲压专业人才。作为一个车身制造企业,无论造车多少年,不遵循标准造车,不重视车身冲压环节的品质管控,不重视冲压工艺体制建立,想把车造好就是一句空话。
在车身冲压工艺环节的建立上,无论是新车型开发还是车型派生,都必须坚持以下几点:
⑴车身冲压工艺规程编制与规范实施不能丢。
⑵车身冲压件的检测工艺编制与实施方法必须坚持,同时培养自己的冲压工艺团队、检测团队。
⑶制定冲压件调试合格评价标准,为冲压件调试的PT 各个阶段合格率达标储备依据。

