一种用于胶带运输机的金属探测装置
2020-06-02王新园
王 荣,王新园
(1.神东煤炭集团哈拉沟煤矿,陕西 神木 719300;2.陕西榆林能源集团横山煤电有限公司,陕西 榆林 719000)
0 引言
在现代化高产高效矿井中,胶带运输机是生产环节中的关键设备之一,它主要承担矿井煤炭的运输任务。一旦胶带运输机出现故障停机,采煤和掘进也将无法继续进行,造成严重的经济损失。在生产和维修过程中,由于施工工艺及岗位工的责任心问题,维护或清理不及时,常常会有一些铁器(比如设备配件、支护材料或检修时使用的铁器)伴随着煤炭一起进入胶带运输机,这些铁器很容易对胶带造成严重损伤,造成胶带运输机长时间停机,严重影响生产[1-3]。目前胶带运输机上通常安装有除铁器(主要有永磁和电磁形式),这种除铁器可以清除煤炭中的部分铁器,但是,在实际生产过程中发现,对于厚钢板边角料、钢管及圆钢这类长形的铁器,在经过除铁器时,钢管的前端被除铁器吸起,而后端仍然埋在煤流中,形成了“倒刺”。若胶带运输机继续运行,倒刺极有可能刺破胶带带面,由于现有纵撕保护的局限性,无法立即停机,将不可避免的造成撕带事故[4-7]。
据调查了解,每年矿井胶带运输机撕带、断带事故频发,每起事故造成少则上百万,多则上千万的经济损失[8-10]。因此,需要研制一套能够自动检测金属的装置,安装在除铁器之前,一旦检测到长形铁器,可输出信号令胶带机停机,及时检测除铁器,有效保护胶带机安全运行。
1 系统设计
1.1 系统功能
检测分析:针对长度大于除铁器安装高度的铁器进行探测并分析,同时滤除胶带接头金属卡子的干扰信息。
报警停机:胶带运行时,该系统检测到超长金属时,金属检测模块控制监控报警器进行报警,通过弹窗报警方式通知携带金属位置和大小,并将信号传输到胶带控制器,报警提示工作人员及时清除铁器,消除隐患。
1.2 基本原理
异常信号识别:运用铁器经过电流线圈产生的局部磁场突变信息,完整的提取这些“异常信号”信息,并且运用正确的识别模式及数学模型加以解析,实现对胶带机铁器进行实时有效管控的技术手段。
报警停机:该系统采用全天候实时的监管模式,与胶带机启停连锁,开机即开始监控,有利于实时掌握胶带机上有无铁器,确保主运系统安全运行。
2 系统组成
该系统主要由金属检测模块、通信控制模块、胶带机控制模块(胶带机主控器)及报警模块等单元组成。
2.1 金属检测模块
构成与安装:金属检测模块包括多个金属探测传感器,多个金属探测传感器布置在一条线上且两两相邻,多个金属探测传感器覆盖的宽度大于(不小于500 mm)胶带运输机的带面宽度。金属探测传感器是电涡流传感器,电涡流传感器的磁感线圈感应高度不小于40 cm(应根据使用胶带机带面宽度适配)。金属的尺寸包括金属长度值,其中,沿胶带运输机带面运行方向的尺寸为金属长度值;金属的尺寸包括金属宽度值,其中,沿胶带运输机带面宽度方向的尺寸为金属宽度值。如果信号处理模块获得的金属长度值不大于A且金属宽度值不大于B,信号处理模块对该金属长度值和金属宽度值不予处理;其中A和B分别为用于连接胶带机各带面的金属卡子的长度值和宽度值。金属检测模块由金属检测器和磁感线圈组成,安装位置及系统结构如图1所示,磁感线圈紧密布设,密度越大,检测金属尺寸精度会越高,因此要选用体积小、感应灵敏的传感器效果较好。
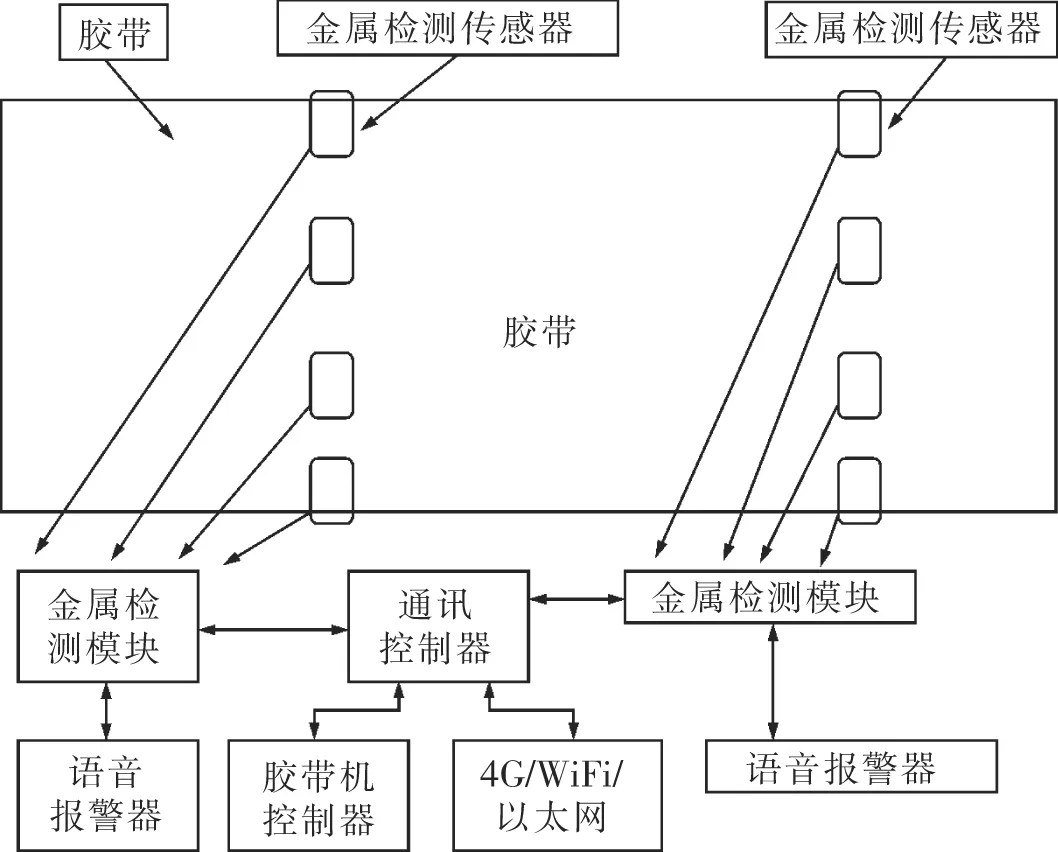
图1 安装位置及系统结构
检测方式:①金属检测模块实时自适应皮带无携带金属情况下感量,可以达到抗干扰效果;②通过感量变化量判断是否存在金属;③通过感量变化大小和存在时间,通过积分精确判断金属长度;④通过几个磁感线圈感量变化大小,通过几个传感器变化感量联合计算判断金属宽度;⑤金属检测器通过自适应和感知记忆培养,结合上述方式,区分胶带接头之间的连接的金属带扣卡子和胶带运输携带金属,并判断出金属的大小是否超限;⑥当金属检测模块检测到胶带运输携带金属超限时,通过CAN总线通知通信控制器。
技术参数:该供电电压为DC12 V,工作电流≤100 mA;环境温度20~100 ℃,灵敏度≥0.4 m,检测速度≥100 km/h。CAN接口通信,通讯速率100 kb/s,具有CAN网络联网监测功能,故障监测报错。灵敏度可调节,具有实时自适应能力;支持传感器扩展功能。
基本原理:①金属检测模块包括多个金属探测传感器,多个金属探测传感器布置在一条直线上(随上层胶带带面弯曲呈槽型),横向覆盖范围大于胶带机的带面宽度;②金属探测传感器采用电涡流传感器,电涡流传感器的磁感线圈感应范围应不小于0.4 m;电涡流传感器可检测金属例如铁器相对于传感器本身的位移值信息,根据位移值可得到铁器的尺寸;③在该设计方案中,参考电涡流金属检测传感器原理图,如图2所示,电涡流传感器基于电涡流效应,即置于变化磁场中的块状金属导体或在磁场中作切割磁力线的块状金属导体,则在此块状金属导体内将会产生旋涡状的感应电流的现象,该旋涡状的感应电流称为电涡流,简称涡流。根据电涡流效应原理制成的传感器称为电涡流式传感器;④利用电涡流传感器可以实现对位移、材料厚度、金属表面温度、应力、速度以及材料损伤等进行非接触式的连续测量,并且这种测量方法具有灵敏度高、频率响应范围宽、体积小等一系列优点,可准确测量被测体(金属导体)与其探头端面之间的相对位移变化。电涡流传感器主要包括3部分,分别是探头、连接线、前置器;⑤探头的核心部分为探头线圈,当高频振荡电流经过连接线,进入探头线圈,在线圈中产生交变的磁场,当有导体通过磁场时,对应表面产生电涡流效应,并形成与探头线圈相反的交变磁场,从而使线圈的有效阻抗发生改变;⑥前置器主要由振荡器、检测电路、放大器组成,它不仅为探头线圈提供振荡电流,同时将线圈阻抗的变化转化为电压信号。该设计利用电涡流传感器中的线圈阻抗变化来判断线圈上方(即图1中胶带机的上带面)是否存在金属。
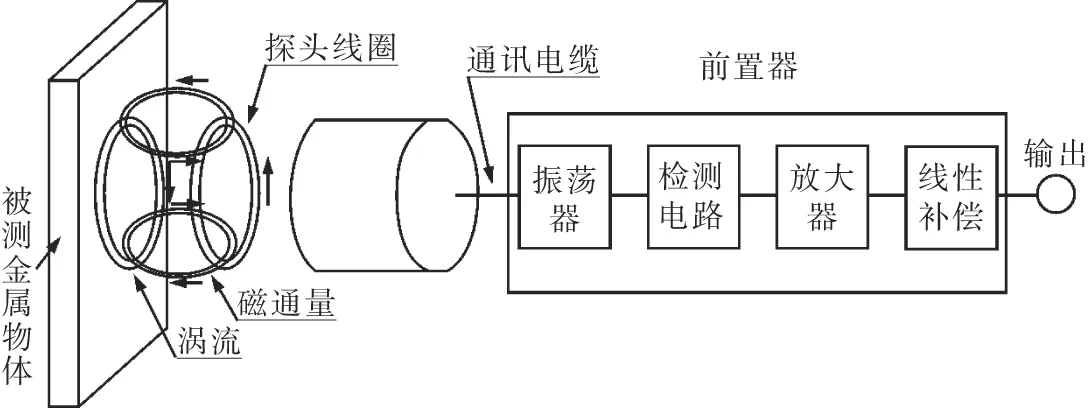
图2 金属探测原理图
工作原理:①实际生产中,通常的胶带机转速为恒定v,通过记录电涡流传感器异常变化的时间t,可以计算出金属导体在胶带机运行方向的长度x=vt。由于电涡流传感器均匀分散布置,可以通过传感器响应的个数n及两探头之间分布距离d,得出通过金属导体在胶带机运行方向的宽度y=n×d;②在信号处理器中提前设置危险铁器的长度警报阈值和宽度警报阈值,一旦x或y超限及时输出报警及停机信号。关于电涡流传感器,其基于法拉第电磁感应原理,根据电涡流效应制成的传感器称为电涡流式传感器。前置器中高频振荡电流通过延伸电缆流入探头线圈,在探头头部的线圈中产生交变的磁场;③当被测金属体靠近这一磁场,则在此金属表面产生感应电流,与此同时该电涡流场也产生一个方向与头部线圈方向相反的交变磁场,由于其反作用,使头部线圈高频电流的幅度和相位得到改变(线圈的有效阻抗),这一变化与金属体磁导率、电导率、线圈的几何形状、几何尺寸、电流频率以及头部线圈到金属导体表面的距离等参数有关;④通常假定金属导体材质均匀且性能是线性和各项同性,则线圈和金属导体系统的物理性质可由金属导体的电导率σ、磁导率ξ、尺寸因子τ、头部体线圈与金属导体表面的距离D、电流强度I和频率ω参数来描述。则线圈特征阻抗可用Z=F(τ,ξ,σ,D,I,ω)函数来表示。通常能做到控制τ、ξ、σ、I、ω这几个参数在一定范围内不变,则线圈的特征阻抗Z就成为距离D的单值函数,虽然它整个函数是一非线性的,其函数特征为“S”型曲线,但可以选取其近似为线性的一段;⑤于是,通过前置器电子线路的处理,将线圈阻抗Z的变化,即头部体线圈与金属导体的距离D的变化转化成电压或电流的变化。输出信号的大小随探头到被测体表面之间的间距而变化,电涡流传感器就是根据这一原理实现对金属物体做有或无的检测。
特殊情形:在实际使用中,一种特殊的情况是,常见胶带机的带面使用PVC类非金属阻燃带面材料,有时使用金属卡子进行带面间的联接。为避免检测到金属卡子时发出干扰警报,应当在检测到的长度值不大于金属卡子长度、且检测到的宽度值等于金属卡子宽度时,过滤此干扰信号。
2.2 通信控制器
基本原理:通信控制器通过CAN总线和各个金属检测模块连接,实时将所检测到的金属超限信号信息传输到胶带机控制器,或通过3G/4G、WiFi或以太网方式告知上位机操作系统,驱动控制器发出停机指令。
技术参数:供电电压DC12 V,工作电流≤180 mA,环境温度-20~100 ℃。CAN接口通信,通讯速率100 Kb/s,以太网10 M/100 M、3G/4G通信或WiFi通信。具有包括以太网、3G/4G或者WiFi的多种与主环网连接的方式,断网情况下可保存历史数据记录32 K,可同时接入80个节点。能对多个网络同时检测和控制,并带有实时自动检测硬件故障功能,保证系统运行的稳定性和可靠性。
2.3 报警及胶带机控制模块
报警模块:①工作原理。金属检测模块检测到有超限金属时,触动语音报警器启动语音报警,播报语音内容可自主选择调配,如“危险铁器,请清除”;②技术参数。供电电压DC24 V和DC12 V,声光语音报警,语音信号为“危险铁器请清除”,亦可根据用户要求选配;语音报警响度不小于85 dB,采用发光二极管群组成连续的红色LED发光二极管光环,光信号可见距离不小于30 m(黑暗中);本安无源开关接点信号,电阻≤350 Ω时可靠启动报警,电阻≥100 kΩ时停止报警,具有过流、过压保护功能。
胶带机控制模块(胶带机主控器):直接选用胶带机配套使用的主控器,通过通讯接口适配传输通讯信息。
3 具体实施方案
3.1 结构框架
金属探测装置安装于胶带运输机的除铁器的上游,与除铁器的距离不小于10 m,具体应根据该胶带机运行速度、坡度计算而调节,保证停机指令发出后,胶带机惯性滑行距离小于设置的安全距离。金属探测装置100的结构框图,如图3所示。该金属探测装置100包括:金属检测模块10、信号处理模块12、胶带机控制模块14和报警模块16。其中,金属检测模块10可获取胶带机带面上的金属的尺寸;信号处理模块12与金属检测模块10连接,信号处理模块12可从金属检测模块接收金属尺寸信息,当该尺寸值大于预定阈值时,发出停机信号和报警信号;胶带机控制模块14与信号处理模块12连接,胶带机控制模块14可从信号处理模块12接收停机信号,根据停机信号控制胶带机停机;报警模块16与信号处理模块12连接,报警模块16可从信号处理模块12接收报警信号,根据报警信号发出警报。
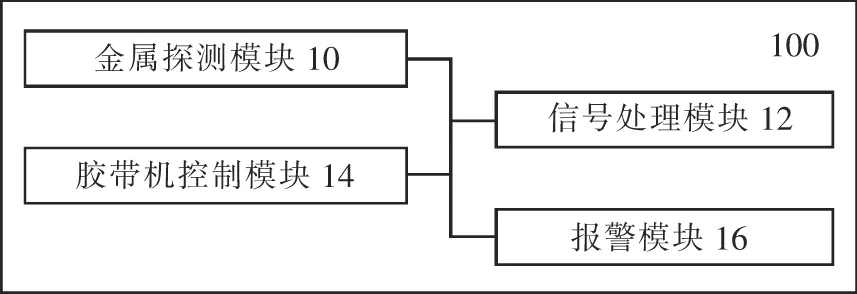
图3 金属探测装置100结构框架图
3.2 工作方式
铁器经过电流线圈产生局部磁场突变的信息,金属探测装置可完整的提取这些“异常信号”信息,并进行解析,通过磁感线圈感量有无变化计算金属长度,判定是否属于有危险的金属,实现对胶带机的实时有效管控,保证胶带机可靠运行。利用金属检测模块10可获得金属的长度值和宽度值,当检测出某金属物例如铁器的长度超过了允许的最大限值,即通知报警停机。同理,如果该铁器的宽度超过了允许的最大限值,也需报警停机,可采用语音报警装置发出语音警报,提醒操作人员及时清除物料中的铁器。金属探测装置还可包括通信控制模块,其与信号处理模块12连接,通信控制模块可从信号处理模块接收尺寸数据,并将尺寸数据发送给上位机,便于操作人员查看和留存日志等。金属检测模块10与信号处理模块12通过CAN总线相连接。
4 结语
综上,该装置整体结构简单,利用该装置可及早发现胶带机运输物料中的金属,尤其在发现金属为长形铁器时,可及时报警并停机。本方案的金属探测装置可通过磁感线圈感量有无变化计算金属长度,判定是否为有危险的金属,避免撕带事故发生,使胶带运输机的使用寿命提高,易于维护和修理,可有效提高经济效益。该方案的金属探测装置可采用全天候实时监管模式,与胶带机启停连锁,开机即开始监控,有利于实时掌握胶带机上有无金属,弥补了现有胶带机保护功能的缺陷,确保胶带运输系统安全高效运行。该装置配套自动除铁系统后,将实现检测、除铁、排杂自动一体化,对于实现胶带运输无人化、自动化及智能化,有积极的推动作用。