锻坯装炉模型分析及节能调度优化研究
2020-06-01韦勇,王璨
韦 勇,王 璨
(1.江苏省生产力促进中心,江苏南京210042;2.南京理工大学,江苏南京210094)
0 引言
锻造行业作为机械生产制造的重要基础,由于锻件具有优越的力学性能,锻件产品在航天、航空、石化、汽车、造船等产业中占有很大的比重,但锻造行业的能源消耗尤为突出。在锻件总能耗中,锻坯加热能耗占20%~25%,热处理能耗占30%~35%。锻件能耗所占锻件成本费用总成本的8%~12%[1]。锻造行业不仅在能源消耗上巨大,且会对环境产生不同程度的影响。
因此,锻造过程的节能减排是该行业的重点关注领域,其相关研究包括先进节能的锻造装备、新型锻件材料、隔热材料的使用,锻造工艺的优化等。目前加热炉节能的相关研究主要集中于加热炉设备的优化和改造[2],锻造加热炉烟气余热利用节能改造[3],以及加热炉模型和控制的研究等方面[4]。而在不增加投入的情况下,通过优化调度方案,加大加热炉的利用率,也是实现节能的重要研究方法。如Parali等[5]基于启发式算法建立模型和约束条件,对推钢式加热炉调度进行了分析和比较。Jakli cˇ等[6]研究了锻坯之间间隙对连续步进梁式加热炉生产效率的影响,并对三种不同尺寸坯料进行模拟,从而根据对流传热、辐射传热效率优化了步进连续炉的加热炉效率。Malviya等[7]为最大限度利用热处理加热炉,通过减少工作总体加权等待延迟进行齿轮的热处理调度优化。Chalardkid等[8]通过将热处理工艺划分为洗涤与处理两个阶段,对可重入杂交流车间进行热处理问题优化研究,从而提高热处理工序的产出效率。谢水生等[9]基于轧辊热处理的实际生产情况,在一定的炉容约束条件下,使用离散的粒子群优化方法,将工件出炉时间与加热炉停工时间相隔最近的工件与加热炉进行匹配,以尽可能地消除等待,并通过仿真验证了该种算法的可行性。
在本文的研究中,主要针对柱状毛坯类锻件进行装炉优化。根据柱状毛坯料的装炉形式,分为单层装炉和多层堆叠两种形式,分别进行装炉建模研究。然后进行优化方案设计。通过装炉优化,减少加热炉次,从而帮助企业节能减排。
1 锻造生产过程能耗分析
锻造生产过程包括了从下料、锻前加热、锻打成型、热处理等全部工序[10],其中下料工序的能源消耗主要是原料切割过程中加工机床的电能消耗。该阶段能耗比重相对较少,但下料过程所产生的材料损耗相对较高。
锻前加热是锻造过程中能耗较高一个环节,其能耗占总能耗的20%~25%。能耗形式主要有电、燃气、煤、燃油等。热处理工序同样作为加热的环节,几乎所有锻件都要进行一次以上的热处理,所以该环节能耗相对较高,占比重30%~35%。对该方面的节能减排主要有加热炉的改进设计,高温烟气的利用实现空气燃料的余热,以及锻坯装、出炉调度组合以及非调质钢等新型钢材的应用。
锻件锻打过程能源消耗是电能-动能的消耗,也是锻造行业能耗比重较大的环节,约占总能耗的30%。锻打过程的能耗与锻打效率密切相关,锻打形式与锻打装备的性能对锻打效率有直接影响,其中模锻效率比自由锻高,但模具消耗严重。电液锤性能远高于传统蒸汽锤,能源利用率相比可提升10倍。
除去上述关键生产过程所需能耗外,锻造生产还需要其他一些辅助生产工具能耗,比如锻模生产预处理、风机、电焊机、水泵、生产照明等,该类能耗比重为15%~20%。
由此可见,锻件装炉和热处理过程的能耗在整个锻造过程中占比较大,对相关过程进行节能调度优化研究,能够起到较好的节能效果。一般来说,加热炉可分为间歇式炉和连续式炉。间歇式加热炉周期性加热,锻件在加热炉中分批进行加热,又称分批式炉。本文主要针对间歇式的锻坯装炉问题进行研究。
2 锻件装炉问题的分析
锻坯在装炉中,一般存在单层并排式和多层堆叠式两种装炉方式,下面分别对其进行分析。
2.1 单层并排式装炉
在生产中会面临多型号锻件同批装炉加热情况。对多种锻件采用单层并列同批次装炉,通过安排锻件排放方向、锻件数量组合,能够实现加热炉的最大化地利用。可给出装炉剩余空间最小的优化目标:

式中:m为锻件装炉容量差,di为锻件直径,L为锻件直径方向所对应的加热炉尺寸。
为实现多种锻件同批次的最大化装炉,需要对锻件装炉方向进行对比选择,并且各尺寸锻坯数量的组合进行最优求解。此方式装炉主要考虑的约束参数为炉膛的x-y水平方向尺寸。
2.2 多层堆叠式装炉
锻造行业中较为普遍的锻坯为圆柱状,在锻件型号差异不大时,为提高加热效率会选用多层堆叠方式装炉加热。圆柱坯料堆叠以同型号尺寸的锻坯为一组堆叠,不同直径锻坯难以稳定堆叠在一起。但同批次的装炉中,可以沿锻坯轴向有两堆或多堆不同尺寸锻坯的堆叠。
不同于单层并排,在多层堆叠方式中,堆叠层数还要受炉膛z方向高度尺寸的影响,因此堆叠为三角形还是梯形并不固定。堆叠式装炉适用于锻坯数量较多的情况,堆叠装炉首先考虑一种型号的锻坯能否装满一个加热炉,对无法装满一炉的余量锻坯进行混合装炉,多排堆叠,实现装炉的最大化,其计算方法为:

式中:f为装炉量;Si为i类锻件一堆的数量;ni为i类锻件堆放排数。
3 单层并排装炉调度优化求解
3.1 装炉模型及算法设计
在锻坯组合装炉的调度研究中,采用智能算法进行方案实例的最优求解。目前应用于锻件装炉调度的启发式算法包括模拟退火法、粒子群分布算法等。在本文中,采用遗传算法NSGA-II进行对装炉形式的多目标优化求解。
遗传算法模型设计中,采用以加热炉两方向空余空间尺寸最小为优化目标:

式中:Lx和Ly分别表示加热炉两方向上的尺寸参数;xi表示i类锻件数量;di和li分别表示i类锻件在各方向尺寸。
装炉约束指装炉过程中,锻件尺寸总和不能超过炉膛尺寸(以x方向为例Lx)。在装炉过程中,该模型还需满足如下约束条件:

式中:Xi表示各类锻件的数量;
式(5)和式(6)分别表示装炉量不超出炉容约束;式(7)表示锻件装炉量不超出现有数量。
在装炉方案中,还涉及装炉方向问题。由于锻件装炉占用空间由直径尺寸和长度尺寸共同决定,同时一排锻件并排装炉占用长度由最长锻件决定。在此情况下,由于加热炉两方向尺寸不同,锻件装炉方向不同也会影响装炉利用率。装炉方案的选择需对比两个方向的装炉利用情况。
根据以上装炉模型及特点,进行遗传算法设计。
3.1.1 方案编码
方案编码中需要能够体现装炉数量及装炉排数信息,在编码形式中,采用混合编码形式。编码位第一位表示装炉方向,以二进制表示,其中0表示沿加热炉炉膛y方向装炉,1表示锻件沿加热炉x方向装炉。第二位表示装炉排数,实数编码。后续位分别对应不同种类锻件下在一排内的数量参数。这一编码长度主要由锻件种类数量决定。
3.1.2 自适应进化
在进化过程中,采用基于适应度的自适应的变异概率机制。首先,针对个体方案进行适应度分配,在启发式算法中目前已经形成多种适应度分配策略,本文中采用Engin等[11]提出DOPGA适应度分配策略,该适应度基于个体支配层级与支配数量进行适应度分配,具有较好的表现性能。在这一适应度分配策略下,适应度值越小,个体越优。
在进化中,依据个体适应度情况设置其进化变异概率。适应度较小的个体对应较小的变异概率,以尽量保留优秀个体。自适应概率设置如下:
式中:
Pc和Pm分别表示交叉概率和变异概率;f为当前个体适应度;fˉ为当前种群中所有个体平均适应度;fmin为种群中个体最小适应度;Pc1,Pc2,Pm1,Pm2∈[0,1]
3.1.3 交叉变异
在交叉操作中,直接采用均匀交叉换机制,对每一位编码基因根据交叉概率Pc判定,满足交叉条件基因位进行交叉。
在实数编码的进化算法中,变异形式一般采用变异算子的形式,通过对当前基因位施加一个扰动机制,从而实现基因在某一范围内的改变。假如个体编码记做P=(p1,p2,…,pk,…,pn),则变异范围如下:

变异产生的新基因pnkew为区间内的随机整数值。
其中:

其中μ为变异尺度算子,μ∈(0,1)。
3.2 单层并排装炉优化分析
针对单层并排的装炉问题,选择以两种不同型号的锻件进行同批装炉优化,开展相应的案例分析。
1类锻件尺寸:直径56cm,长200cm;2类锻件尺寸:直径35 cm,长300 cm。加热炉炉膛尺寸x-y:1 500 cm×1 000 cm。在算法进化中,设定种群规模为100,最大进化代数为200。基于NSGA-II,最终进化出100个优化结果。
进化结果显示,锻件装炉方向以直径对应炉膛x方向方案最优。在此装炉条件下,锻件长度方向能够实现最小装炉差,共计装炉5排。而在直径方向上,排内装炉方案较多,在此通过对多种装炉方案进行对比,从而得出最优化方案。
为了给出更为准确的结果,对给出的100个优化结果,以及所有迭代过程数据进行建模。以锻件装炉量为x-y坐标,目标函数为z,绘制矩阵的散点图、等高线、三维网线图,如图1所示。
通过三维视图,可以看出锻件数量组合对装炉适应值的走向趋势。根据向视图和等高线示意图可以查找出最优方案解。
最优结果为:坐标(23,6,2)对应装炉方案:X1锻件23件,X2锻件6件,加热炉余量2。

图1 目标结果三维网线
4 多层堆叠装炉调度方案求解
锻造企业一般是面向订单的拉动式生产,企业根据订单量安排生产。根据订单交货顺序安排锻件生产顺序,但订单量并不一定装满一炉,或恰好装满多炉。在满装之余,将余量进行混合装炉,减少加热次数。而在大量锻件装炉中,加热炉加热过程分为空炉升温、锻件加热、保温三个阶段。锻件加热时间受加热炉加热效率(kg/h)的影响,与装炉量成正比,尽可能地减少装炉批次可以减少空炉预热升温过程能耗。
在本文中首先对装炉模型进行分析。在大量锻件装炉中,锻件堆叠摆放,对不同堆叠情况尺寸数量算如图2所示。

图2 圆柱锻件堆叠高度计算
根据炉膛z尺寸高度的限制,随着锻件堆叠层数的增加截面可能是三角形或梯形。在堆叠装炉时,锻件堆叠层数尽量较高。锻件堆高只与层数有关。

式中:h表示锻件堆高;d表示锻件直径;n表示锻件层数;H表示炉膛高度。
一堆锻件数量Sna同时由锻件层高n,底层锻件数量a决定,一般性公式如下:

在锻件堆叠摆满一垛时,可沿着锻件轴向方向进行多排摆放。在多排摆放时,可以是不同型号的锻件,这一混合摆放使不同订单的余量进行混合装炉,减少加热次数。在锻件底层摆放数量和摆放排数方面,要满足以下约束条件:

式中:Lr表示锻件径向所对应炉膛有效尺寸;La表示锻件轴向所对应炉膛有效尺寸;t表示锻件种类;di表示第i类锻件直径;hi表示第i类锻件长度;ni表示第i类摆放锻件排数。
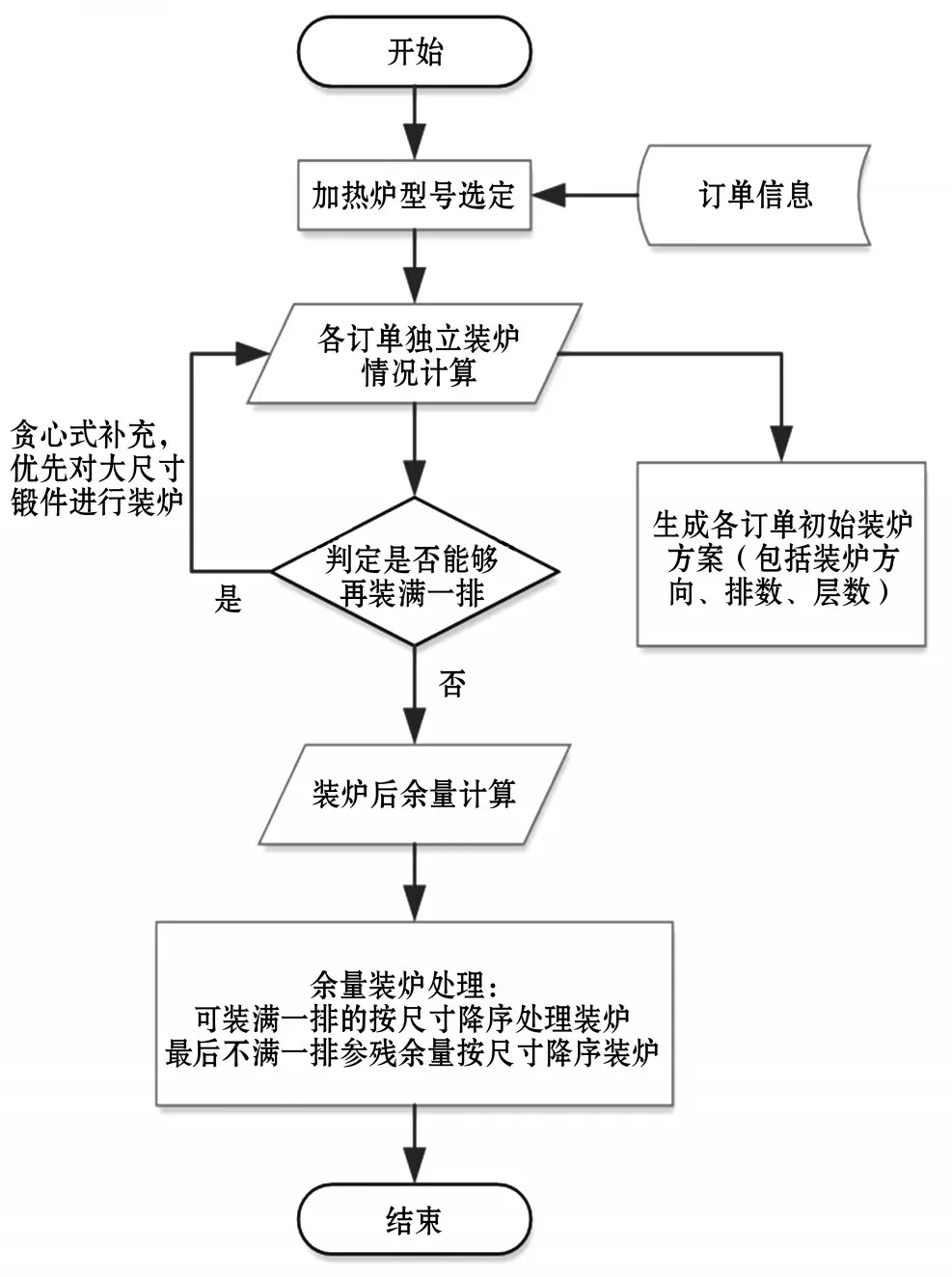
图3 堆叠式装炉处理流程
基于上述流程,对相关案例进行求解。加热炉型号选择功率110 kW,炉膛有效容量1 500 cm×1 000 cm×700 cm,加热效率160 kg/h。
如今现有三批订单:1类锻件尺寸参数200 cm×300 cm,订单量120;2类锻件尺寸参数180 cm×500 cm,订单量79;3类锻件尺寸参数80 cm×210 cm,订单量56。根据上述装炉流程最后计算得出,1类订单装炉沿y方向,每批最大装炉量60,无剩余,3类订单由于锻件无法装满一炉,按余量处理混合装炉,2类锻件沿x方向装炉,最大装炉量47,余量37。对于余量的混合装炉按y方向,一次装炉加热即可。对此批订单的装炉方案,共计4批次装炉加热,加热工时总计121 h,能耗13 381 kW·h。
5 结语
本文以生产节能降耗为目标,考虑锻坯形状及装炉方式对能量消耗的影响,分别针对单层并排装炉和多层堆叠装炉进行了研究。针对单层并列的装炉方式,采用遗传算法,通过求解装炉容差率最小来实现最大化装炉。对于多层堆叠式装炉,则进行装炉模型分析,并设计装炉程序,生产装炉方案,减少加热炉加热次数。通过对不同装炉情况的分析,实现了装炉的最大化,实现了节能降耗的目标。本文对锻造行业的装炉安排提出了新的思想方法,为锻造企业向集约式发展,提供了一定的借鉴意义。