选煤厂新型煤矸振动筛选装置设计
2020-05-30刘媛媛
刘媛媛
(大同煤矿集团机电装备约翰芬雷洗选技术设备有限责任公司,山西大同 037003)
0 引言
选煤厂振动筛主要利用三角带驱动具有偏心质量的激振器,使筛床做周期性的不对称往复机械振动,筛面上的物料层松散并离开筛面被抛起,细级物料能透过料层下落,通过筛孔分离[1],并将卡在筛孔中的物料振出,细级物料向下部移动,通过筛网排除。但是,传统振动筛在应用中还存在一些问题,主要表现在以下几个方面。
(1)筛床做周期性机械振动时,煤矸做上下反复运动,很容易出现矸石与煤炭分层现象,导致煤矸堵塞筛网孔[2],影响筛选效果;
(2)传统振动筛在筛选煤矸石时会产生大量粉尘浓度,影响车间作业环境;
(3)传统振动筛不具有温度保护功能,振动筛长期运动很容易出现轴承温度过高现象[3]。
本文针对这一技术难题,通过技术研究设计了一套选煤厂新型煤矸振动筛选装置,并进行实际应用。
1 新型煤矸振动筛选装置结构及工作原理
1.1 新型煤矸振动筛选装置结构
(1)新型煤矸振动筛选装置主要由振动箱、防护框、旋转振动筛网、噪声检测仪、粉尘监测仪、搅拌装置、电机、温度传感器、喷雾降尘装置、输送装置以及收集槽等部分组成,如图1所示。
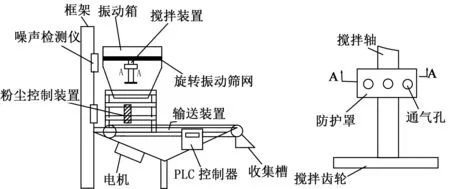
图1 选煤厂新型煤矸振动筛选装置结构示意图
(2)振动箱为圆锥状,振动箱高度为1.5 m,在其上部为物料入口,入料口直径为60 mm。在箱体内距入料口0.5 m处安装一个旋转振动筛网,在煤矸筛选过程中可根据筛选煤矸颗粒大小更换不同孔径的筛网。
(3)旋转振动筛网与搅拌轴活动连接,振动筛网在搅拌轴带动下,以上下左右旋转振动;搅拌轴另一端安装搅拌齿轮,在搅拌轴中部安装一个环形防护罩,防护罩与搅拌轴通过多个连接杆固定,在防护罩内安装一传感器。
(4)振动箱下部为出料口,出料口与输送装置垂直距离为1.2 m,在出料口与输送装置之间安装一个矩形玻璃钢护罩,防止卸料时出现洒落。
(5)在矩形玻璃钢护罩内安装一个粉尘控制装置,该装置主要有粉尘监测仪、集中控制器、喷雾洒水装置等,粉尘控制装置主要对卸料点粉尘进行实时监测,当粉尘浓度高于设定值时,可自动联锁进行喷雾降尘。
(6)电机安装在输送装置低架上,输送装置侧架上安装一个PLC控制器,输送装置卸料端安装一个收集槽;PLC控制器可对搅拌装置、粉尘控制装置以及输送装置起联锁控制作用[4]。
1.2 工作原理
(1)煤矸振动筛选装置在进行煤矸筛选前,打开输送装置电机电源,在PLC控制器联锁控制作用下,搅拌装置、粉尘控制装置处于工作状态;同时根据筛选煤矸颗粒大小更换合适孔径的筛网。
(2)筛选煤矸从振动箱上部进料口进入振动筛网后,在搅拌装置会对煤矸进行搅拌,确保煤矸均匀分布在筛网上;煤矸在筛网上进行上下旋转振动,在筛网筛动下,精煤经筛网孔漏入卸料口,并经输送装置运输至收集槽内。
(3)煤矸振动筛选装置在工作过程中,可通过噪声检测仪及温度传感器对振动筛实时监控,并对控制器输出电信号,确保事故状态操作人员能够及时发现事故位置,让设备维修更加便捷。
(4)利用PLC控制器设定粉尘控制装置粉尘监测动作保护值为40 mg/m3,当卸料口处粉尘浓度大于40 mg/m3时,粉尘监测仪及时将监测的数据信号传递至PLC控制器,通过信号处理后,控制器通过联锁控制作用及时打开喷雾洒水装置进行降尘[5]。
2 新型煤矸振动筛选装置优缺点及应用效果分析
2.1 装置优缺点
(1)结构简单,便于操作。该装置结构相对简单,整套装置成本费用为0.72万元,成本费用低,而且装置故障率低,便于操作维护[6]。
(2)自动化高。与传统选煤厂振动筛相比,新型煤矸振动筛选装置具有温度保护、自动降尘、故障自检等功能[7],自动化水平高,降低了设备故障率及劳动作业强度,提高了车间环境质量。
(3)选煤效果好。该装置中,振动筛采用的是上下旋转振动方式,实现了煤矸滚动式筛选,解决了传统振动筛筛选过程中出现的煤矸分层现象导致筛网堵塞等技术难题;而且该装置可安装不同孔径的筛网对不同颗粒煤矸进行筛选,筛选效果好[8]。
(4)实用性强。该装置不仅可用于煤矿选煤中,还可用于其他矿种筛选,实用性强、应用区域广、具有很好的应用前景。
(5)新型煤矸振动筛选装置在使用过程中还存在一些不足,一是振动箱空间有限,一次性只可筛选设计煤矸量,若筛选煤矸量过大,不仅筛选相差,而且很容易造成筛网及搅拌轴损坏[9];二是由于振动箱卸料口与输送装置之间间距较大,在卸料时受物料冲击应用,输送装置很容易出现跑偏现象[10]。
2.2 实际应用效果分析
为了对新型煤矸振动筛选装置实际应用效果进行分析,在塔山煤矿选煤厂安装了5台煤矸振动筛选装置,截至2018年9月,该装置已运行6个月。通过应用效果观察发现,该装置在6个月内共计筛选煤矸量为100万t,筛选过程中装置更换2次筛网,故障率降低至5%以下,煤矸筛选后筛选率达86%以上。与传统振动筛相比,筛选率提高15%,减少了煤矸二次筛选次数,全年可为选煤厂提高经济效益达144万元。
3 结束语
本文针对选煤厂传统振动筛在煤矸筛选时自动化水平低、筛选效果差等技术难题,设计了一套新型煤矸振动筛选装置。根据实际应用效果来看,该装置在使用过程中不仅故障率低、自动化水平高,而且大大提高了煤矸筛选效果,达到公司一致认可,并在其他选煤厂进行推广应用。
