给煤机自动控制系统设计
2020-05-30韩学渊
韩学渊
(西山煤电官地矿选煤厂,太原 030022)
0 引言
给煤机是选煤厂自动装车系统中的关键机械设备,其主要作用是根据缓冲仓煤量需求,控制煤料煤量,由皮带运输机将煤料运输至缓冲仓。在装车系统工作时,给煤机自动控制系统必须精确定量、精准控制、保护功能完善,以确保自动定量装车系统安全、连续、稳定地运行[1-2]。国内大部分选煤厂自动定量装车系统中的给煤机采用继电器或单片机控制,称重方式为传统的电子称重,该套方案在选煤厂恶劣的工作环境下称重精确度、控制实时性都较差,而且故障率较高,严重影响自动定量装车系统的装车速度和精度[3-4]。为解决上述问题,将PLC控制技术和变频技术引入给煤机自动控制系统,提高给煤机的自动化、智能化水平。
1 系统组成
给煤机自动控制系统组成如图1所示,核心为PLC控制器、扩展的DI模块、DO模块以及AI模块。DI信号主要有控制给煤机的启停信号和闸门信号;DO信号主要为给煤机启动输出信号和停止输出信号;AI信号主要为称重传感器信号,用于实时对带式输送机上的煤料进行称重,作为控制给煤机给煤量的参考值;料位传感器信号为给煤仓内煤料的料位信息;烟雾传感器信号为带式输送机皮带故障监测信号。上述3个传感器信号参与给煤机自动控制过程,给煤量需参考称重传感器以及料位传感器实时检测值,当烟雾传感器信号被触发后,表明带式输送机皮带过热,需进行故障报警处理过程。PLC控制器将给煤机的工作状态、参数信息、故障信息以通信方式发送给监控平台,方便技术人员及时掌握给煤机的运行信息。当给煤机需要调速时,由PLC控制器计算调速目标值,控制变频器进行变频调速过程。
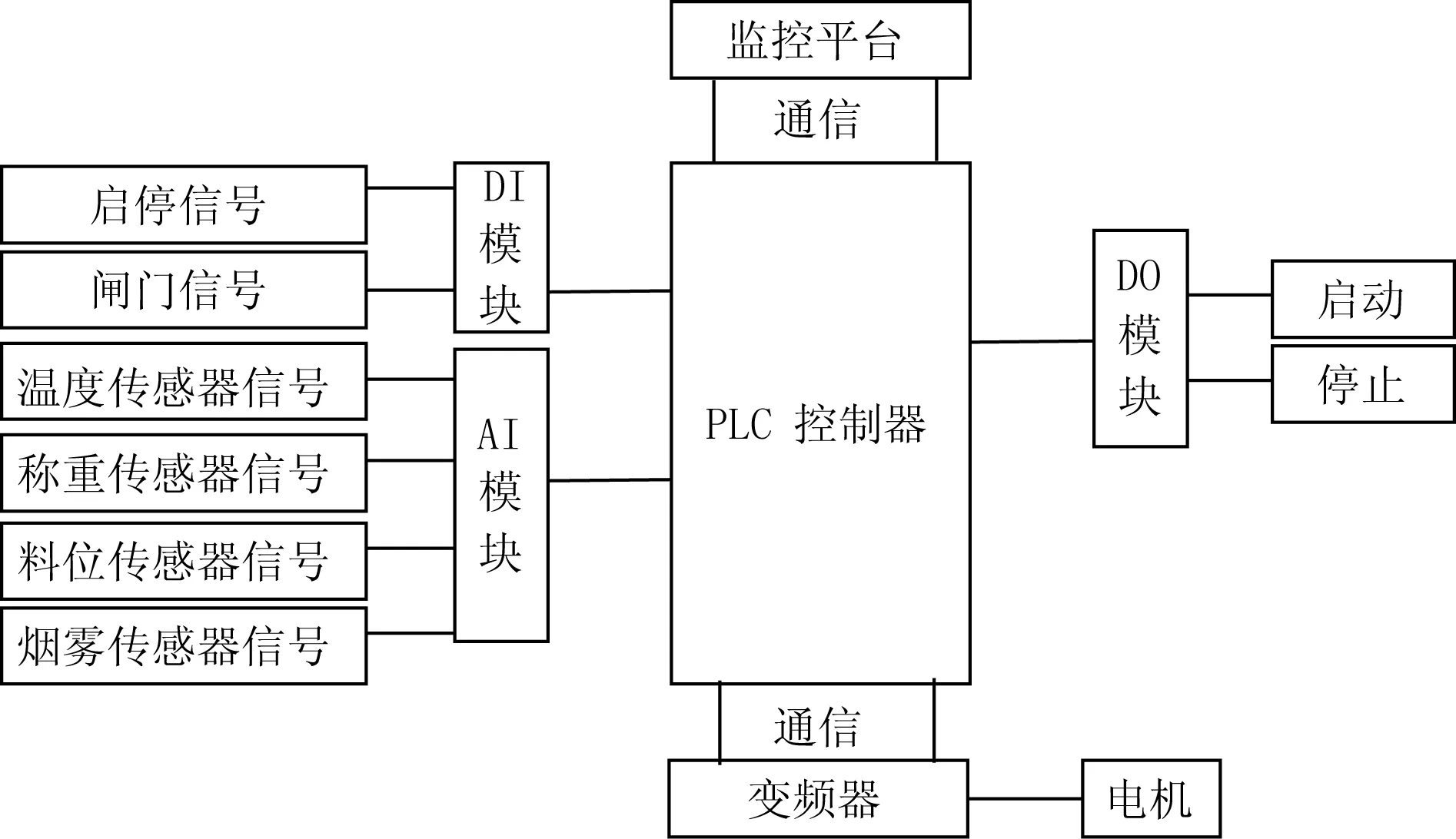
图1 给煤机自动控制系统组成
2 硬件选型
PLC主站控制器与PLC分站控制器都选用倍福的CX8050,该PLC支持多种通信模式,如支持TCP/IP、CAN、CanOpen、Modbus TCP、Modbus RTU等。该PLC支持数字量输入、数字量输出、模拟量输入、模拟量输出扩展,支持各通信模式扩展。温度传感器的工作流程如图2所示,被测介质的温度T作用在温度传感器的感应部件PT100上,其输出电阻值与施加温度成正比。温度传感器的主要技术参数如表1所示。

图2 温度传感器工作流程

表1 温度传感器主要技术参数
称重传感器采用CYB-606S型称重测力模块,该模块将称重传感器、负荷传递装置和安装连接件等部件组合在一起,可以非常方便的与给煤机相连。该称重传感器采用悬臂梁式结构,称量精度达到0.1%[5-6]。该传感器结构独特,可方便的安装在定量仓,3种顶板结构(固定式、浮动式和半浮动式)可以消除定量仓因热胀冷缩带来的称量误差。该传感器安装简单、快速、维护方便,节约停机维护时间。
变频器采用Pempek公司的W4变频器,该变频器的控制方法有V/Hz频率控制以及闭合回路矢量控制,保护措施有电源低电压保护、电源失相保护、电源过电流保护、电源短路保护、直流母线过电压保护、负载短路保护、负载过电流保护、负载过速保护、功率元件温度过高保护等。该变频器支持CAN总线2.0B通信协议。
3 软件设计
给煤机控制系统流程如图3所示,工作模式分为远程控制、就地控制以及停机。给煤机控制系统完成初始化过程后,进行工作模式选择,进入不同的自动控制流程。工作模式为远程控制时,进行原煤流量的PID调节过程;工作模式为就地控制时,进入电动机转速的PID调节过程;工作模式为停机时,进入校验过程。
给煤机控制系统工作流程如图4所示,系统启动并完成初始化过程后,准备启动给煤机。如果给煤机设备正常,则启动给煤机;如果设备不正常,则报警并进行故障提示。给煤机启动并平稳运行后,测量给煤机运行关键参数。如果需要调速,则根据缓冲仓仓位以及皮带运输机承重进行速度计算。计算出调速目标值后,由PLC控制器控制变频器进行变频调速,将速度调整至目标值;如果不需要调速,则给煤机按照预定速度平稳运行。
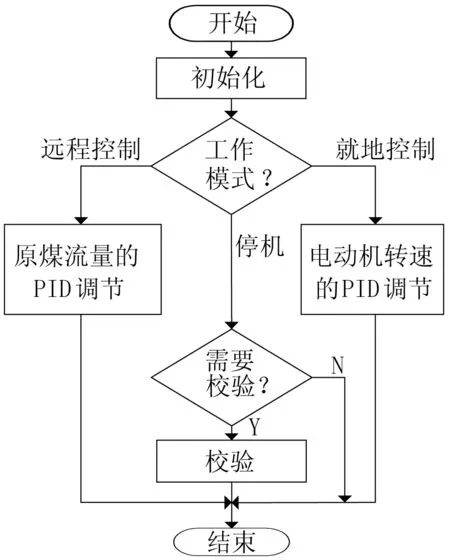
图3 给煤机控制系统流程
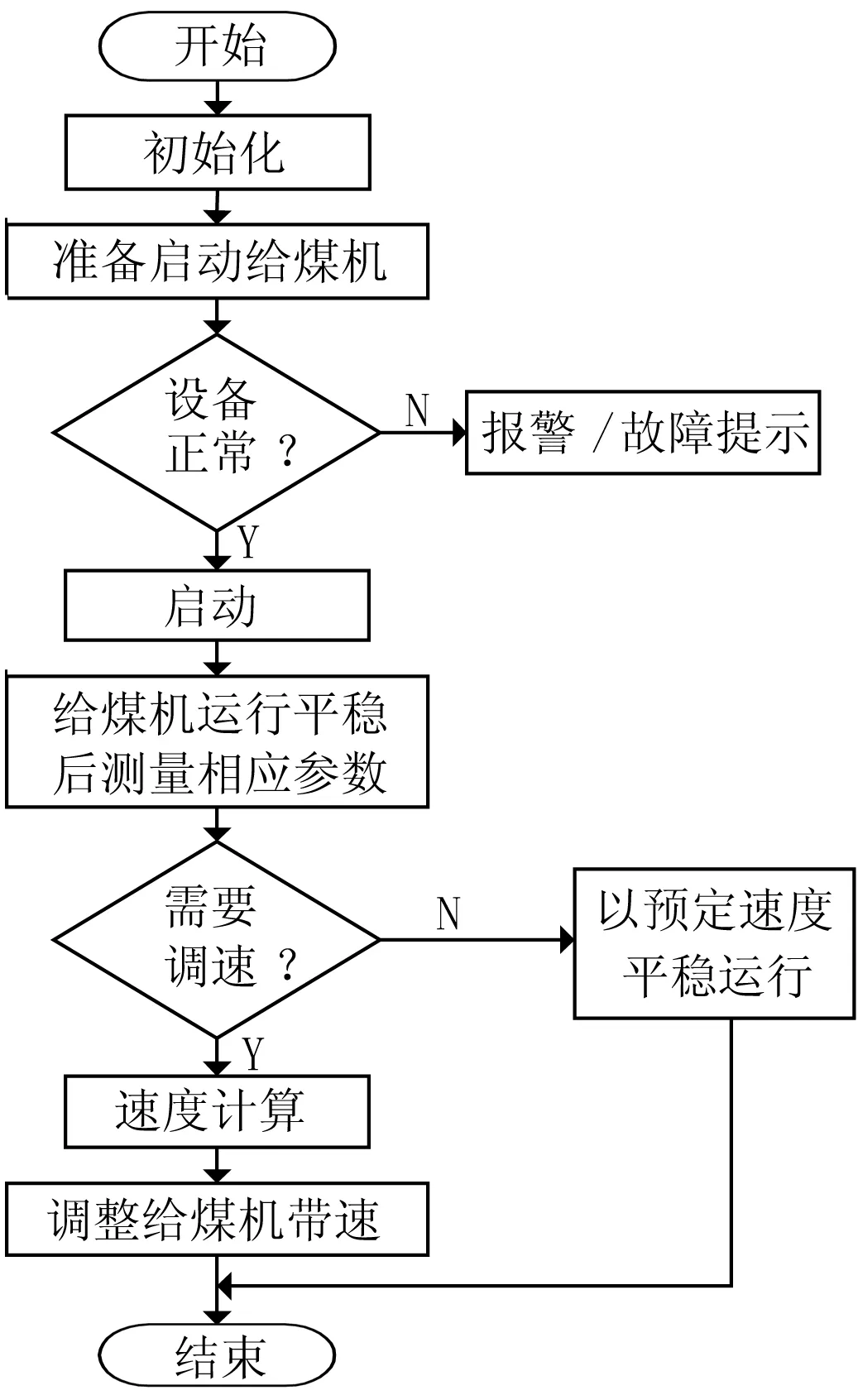
图4 给煤机工作流程
给煤机与带式输送机之间存在闭锁关系:启动时,必须先启动带式输送机,然后再启动给煤机,防止先启动给煤机后,带式输送机没有启动,导致运输至带式输送机的煤料外漏;停止时,必须先停止给煤机然后间隔一定时间后再停止带式输送机,防止先停止带式输送机,给煤机继续卸煤,导致运输至带式输送机的煤料外漏。给煤机与带式输送机的闭锁关系如图5所示。
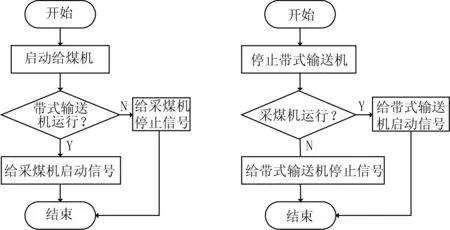
图5 给煤机与带式输送机互锁设计流程
缓冲仓与给煤机之间存在闭锁关系:缓冲仓的料位指示达到最高位时,为防止缓冲仓溢煤,必须给给煤机停机信号,停止给煤机运行。给煤机检测到缓冲仓的料位指示达到最高位时,不能启动。
4 使用效果
将所设计的给煤机自动控制系统应用与某选煤厂自动定量装车系统中,皮带运输维护人员减少为原来的30%,胶带的使用效率提高了20%,使用寿命延长。给煤机与缓冲仓的闭锁运行的稳定性得到增强,故障率大大降低,提高了自动定量装车系统的稳定性,并具有较好的经济效益。给煤机自动控制系统的研究和使用,为选煤厂自动化、智能化进程有积极的意义,为选煤厂装车系统少人化、无人化的目标迈进一大步。
5 结束语
给煤机自动控制系统是选煤厂自动定量装车系统中的关键一环,其运行的稳定性直接影响装车系统的装车速度和装车质量。采用PLC控制技术以及变频技术后,能够保证给煤机原料控制的实时性,并根据缓冲仓料位指示及时对给煤机速度进行调节,以免发生溢仓等问题。本文所设计的给煤机自动关机控制系统整体性能可靠、运行稳定,具有推广价值。
