关于钢制压力容器焊后热处理的技术研究
2020-05-26程鹏
程鹏

摘 要:本文研究了钢制压力容器焊后热处理的目的、作用及相关规范、标准,重点阐述了焊后热处理的几种常见方法。
关键词:压力容器;焊接残余应力;焊后热处理
钢制压力容器一般涉及四种热处理:焊后热处理、改善材料性能热处理、恢复材料性能热处理及焊后消氢处理。本文重点研究了钢制压力容器应用比较广泛的焊后热处理。
1 焊后热处理的目的及作用
焊后热处理是将钢制压力容器采用相应的热处理设备加热到适当的温度,并在此温度中保持一定时间后,以不同速率冷却的一种工艺方法。焊后热处理的主要目的是为改善焊接接头淬硬组织以及其消除残余应力和反作用力,可以起到以下作用:
降低或消除焊接残余应力;
降低焊接热影响区的硬度;
降低焊缝中的扩散氢含量;
改善焊接接头的塑性和韧性;
提高焊接接头冲击韧性和断裂韧性;
提高耐腐蚀性;
提高组织稳定性;
改善蠕变特性和疲劳强度;
稳定结构尺寸,改善母材、焊接区和构件的性能。
2 钢制压力容器焊后热处理的必要性判断
焊制的压力容器,焊接区存在着较大的残余应力,而残余应力的不利影响,在一定的条件下才表现出来。当残余应力与焊接接头中的氢相结合时,将促使热影响区硬化,导致冷裂纹和延迟裂纹的产生。残存在焊接接头中的静应力或负载运行中的动载应力与介质的腐蚀作用相结合时,将有可能引起裂纹状腐蚀,即所谓应力腐蚀。焊接残余应力及由焊接引起的母材淬硬是产生应力腐蚀裂纹的重要因素。变形和残余应力对金属材料的主要影响,在于使金属从均匀腐蚀转变为局部腐蚀,即转变为晶间或穿晶腐蚀。当然,金属的腐蚀破裂和晶间腐蚀均出现在对该种金属具有一定特性的介质中。在残余应力存在的情况下,根据侵蚀性介质的成分、浓度和温度的不同,以及母材与焊接区的成分、组织、表面状态、应力状态等存在的差异而有所不同,从而使腐蚀破坏的性质可能改变。焊接的压力容器是否需要做焊后热处理,应其按材料、焊接接头厚度(即焊后热处理厚度,δPWHT)和设计要求确定是否进行焊后热处理。
压力容器及其受压元件符合下列条件之一者,应进行焊后热处理,焊后热处理应包括受压元件间及其与非受压元件的连接焊缝。当制订热处理技术要求时,除满足以下规定外,还应采取必要的措施,避免由于焊后热处理导致的再热裂纹。
2.1焊接接头厚度符合图1规定者。
2.2设计图样注明有应力腐蚀的容器。
2.3用于盛装毒性为极度或高度危害介质的碳素钢、低合金钢制容器。
2.4使用条件苛刻,如在低温下工作有发生脆性断裂危险的厚壁容器,承受较大载荷和交变载荷的容器;
2.5对尺寸稳定性要求较高的压力容器;
2.6 有淬硬倾向大的钢材制造的容器;
2.7 相关标准或图样予以规定的压力容器。
奥氏体不锈钢或有色金属制压力容器焊接后一般不要求做热处理,如有特殊要求需进行热处理时,应在图样上注明。
3 焊后热处理方法及操作
焊后热处理有整体热处理和局部热处理两种,最常用的焊后热处理是在 600~ 650℃范围内的消除应力退火和低于 Ac1点温度的高温回火。另外还有为改善铬镍奥氏体不锈钢抗腐蚀性能的均匀化处理等。
3.1 整体热处理及操作
整体热处理大多采用炉内整体加热方式,主要用于直径和容积较小的压力容器的热处理。容器外表面一般铺设保温层以防止热扩散,保证壳体升温、加热温度均匀,测温热电偶均布在容器的外表面前、中、后三处,监测容器是否均匀受热,确保热处理质量。
3.1.1 碳钢、低合金钢的焊后热处理应符合如下规定:
容器进炉时炉内温度不得高于400℃;
容器升温至400℃后,加热区升温速度不得超过5500/δPWHT℃/h,且不得超过220℃/h,一般情况下不低于55℃/h;
升温时,加热区内任意4600mm长度内的温差不得大于140℃;
保溫时,加热区内最高与最低温度之差不宜超过80℃;
升温及保温时应控制加热区气氛,防止容器表面过度氧化;
炉温高于400℃时,加热区降温速度不得超过7000/δPWHT℃/h,且不得超过280℃/h,一般情况下不低于55℃/h;
容器出炉时,炉温不得高于400℃,出炉后应在静止空气中继续冷却。
3.1.2 对于S11306、S11348铁素体型不锈钢的焊后热处理按3.1.1的规定。其中,对于f)和g),当温度高于650℃时,降温速度不得超过55℃/h ,当温度低于650℃时,应快速降温。
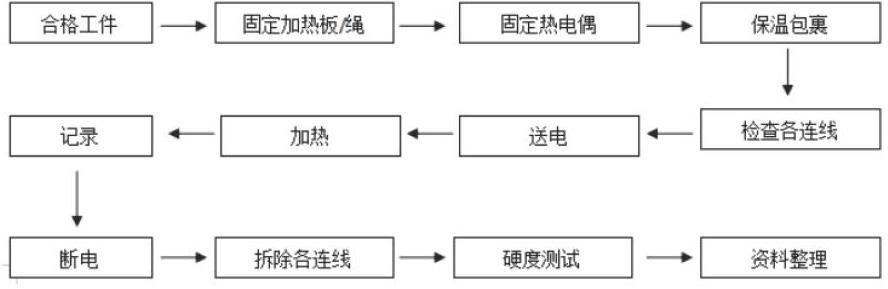
3.2 局部热处理及流程
局部热处理主要适用于大型压力容器等不能整体加热或者由于运输上的限制必须在使用现场组装的筒体、接管或管道焊接环缝,以及局部修补焊接区。具体如下
4 结 语
钢制压力容器焊后热处理需慎重对待,要根据具体情况做具体分析,对需要进行热处理的压力容器,应严格执行既定的工艺规程,选用最佳的加热方式、加热温度、加热速度、冷却速度、入炉及出炉温度等参数;对于可以不进行热处理的压力容器,要认真分析、参照相关标准,并在采取相应措施的情况下才能取消焊后热处理。
参考文献
[1]全国锅炉压力容器标准化技术委员会. GB150.4-2011压力容器第4部分:制造、检验和验收. 中国标准出版社,2011。
[2]国家能源局. NB/T47015-2011. 压力容器焊接规程. 中国标准出版社,2011。
