高压压气机盘间螺母装配方法研究
2020-05-25牛孝霞
牛孝霞
摘 要:针对航空发动机高压压气机盘间螺母装配困难、效率低的问题,通过对装配空间进行分析,总结出小直径深盘腔结构的特点和限制参数,并确定限制装配的主要原因。根据TRIZ时间分离原理,将螺母装配分步进行,在每一阶段选择合适的方法,创造性的将钢丝结构应用于螺母认帽。解决了小直径深盘腔结构对于扳手尺寸的限制,同时解除了螺母安装及拧紧操作对于单次扳拧角度的要求;大幅度提高装配效率和人机性;并为其他狭小操作空间螺母的安装提供了参考,具有一定指导意义。
关键词:盘间螺母装配;扳手;认帽;狭小装配空间
1 绪论
航空发动机高压压气机盘间连接螺母的装配,通常依靠手持螺母深入盘腔内部进行配戴后,用普通扳手进行限力。随着发动机性能要求越来越高,结构更加紧凑,进而减小了装配可操作空间,具体表现为:盘腔深,盘心直径及盘间距小,导致人手不可达,扳手难以进入操作位置,传统工艺无法实现装分操作。目前通过2套驱动接口角向位置相差30的C型扳手交替使用进行装配,认帽成功率及拧紧效率极低。
本文以某型发动机盘间连接螺栓的操作空间进行分析,得到影响认帽操作的主要原因,并据此开展小直径、深盘腔、人手不可达连接螺帽高效的认帽工艺研究,提高螺栓连接稳定性及装分效率[1]-[3]。
2 结构特点及装配性分析
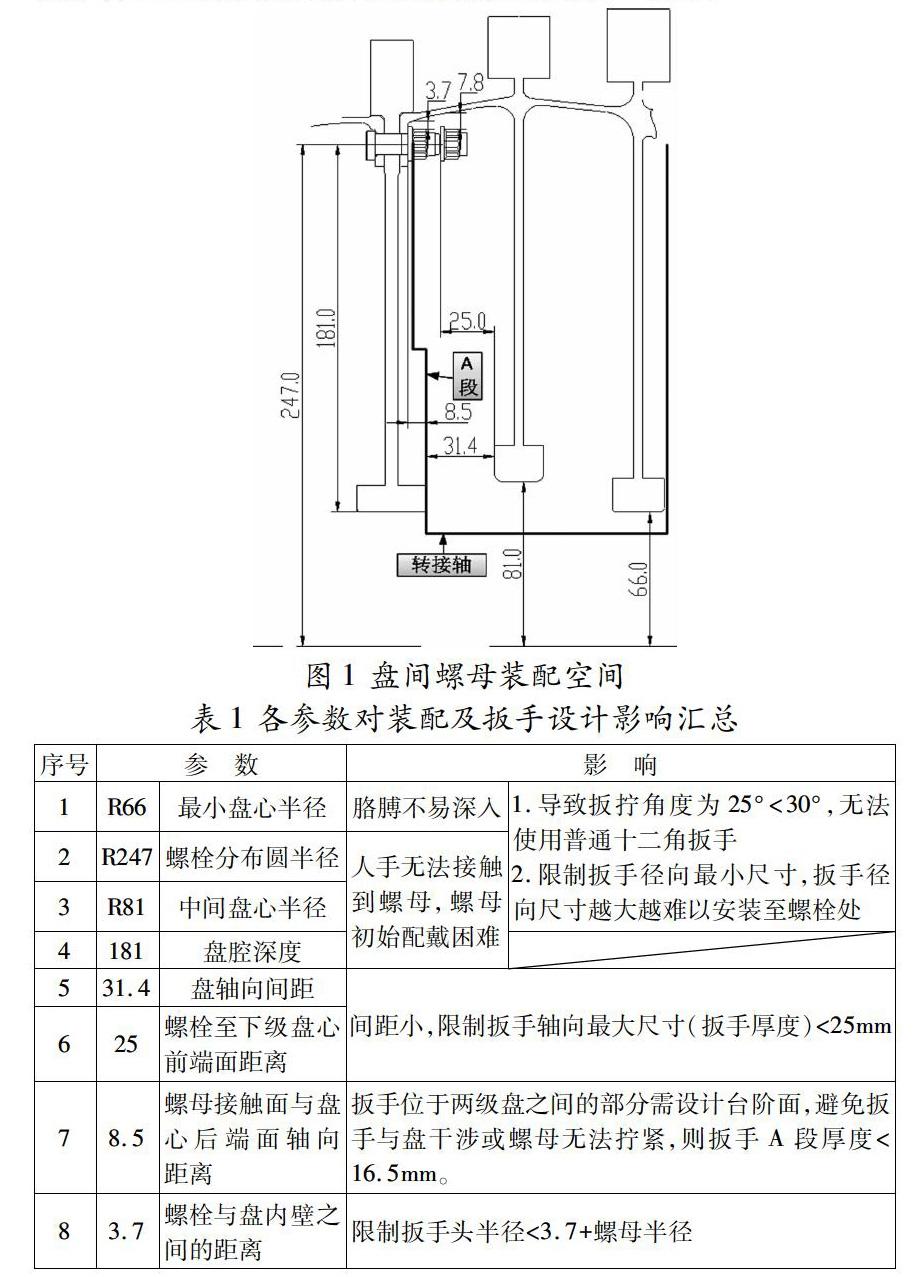
压气机盘间螺栓的装配问题,根本上是操作空间的问题。因此为确定导致该螺栓装配困难的根本原因,首先对螺栓操作空间进行分析,以某型发动机盘间连接螺栓为例,如图1所示,图示各参数对装配及扳手设计的影响见表1所示。
因此,小直径深盘腔结构对扳手的限制为扳手尺寸紧凑导致的扳手安装、扳拧角度和限力强度不足的问题。其中,扳手强度和安装可通过合理选择材料、热处理、分体结构实现。传统工艺无法使用的最主要原因,是盘心直径与螺栓分布圆直径比值小,导致的扳拧角度太小。
3 装配工艺方案设计
3.1 方案选择
为解决扳拧角度同时兼顾限力等问题,本研究将螺栓拧紧分为直接驱动与主从间接驱动,提出以下方案。
方案一:普通扳手
普通扳手设计灵活、结构简单,完全可以满足周向及径向尺寸的要求。通过设计2套角向位置不同的扳手头,也可以解决连续拧紧的问题,但需要在2个扳手之间进行高频更换。当扳拧角度为25°时,拧紧一圈至少需要更换23次,效率极低。且不能满足螺母配戴的要求。
方案二:棘轮扳手
棘轮扳手具有自锁功能,拧紧角度不受扳拧空间的限制,可在小角度范围内无限次往复旋转。然而,经试验验证,棘轮扳手单次拧紧40°,当棘轮扳手反向旋转时,由于螺纹配合角度小,尚未连接可靠没有产生足够的摩擦力,使得螺母随棘轮反向旋转即松开,棘轮无法起到反向止动的作用。其次,棘轮扳手承载能力比较低,一般不超过20N.m。
方案三:钢丝传动扳手
钢丝扳手单次拧紧角度完全由钢丝缠绕于大轮毂的圈数决定,不受扳拧角度影响。且质量轻、传动比范围大、结构灵活紧凑,当传动精度要求不高时,结构将非常简单,从动轮尺寸可非常小,可以满足扳手轴向厚度及扳手头半径要求。但其承载能力较弱,不能满足限力要求。且每次拧紧角度有限,需要将扳手分解下来反向转动拧紧角度后再使用,即将存在多次安装的问题。
方案四:同步带传动扳手
同步带轮可双向任意角度旋转,可满足螺母配戴及扳拧角度要求;在严格的张紧力要求下,同步带承载能力与带宽成正比。但是,在轴向尺寸一定的条件下,限制了同步带宽导致承载能力受限;带轮齿、挡圈及其固定结构使得径向尺寸较大,将难以满足轴向尺寸及扳手头半径的要求。
方案五:齿轮传动扳手
齿轮传动具备同步带传动的优点,且轴向厚度相同时,齿轮承载能力更强,结构尺寸更加灵活。然而,经计算,当承载40N.m的扭矩时,变位齿轮轴向及径向尺寸已不可能同时满足要求;且该结构通常需多级齿轮传动,结构复杂,质量大,操作舒适性相对较低。因此,以上方案均不能很好的同时满足所有要求。然而,考虑到5种工艺问题并不是贯穿整个螺栓装配过程,螺母配戴与限力要求在时间上不存在交叉,无需同时满足。因此,根据TRIZ时间分离原理,将螺栓拧紧以时间为变量分为三个阶段:1螺母配戴,2螺栓(螺母)拧靠,3螺栓(螺母)限力。在不同阶段选择最能满足本阶段要求的扳手形式即可。详见方案六。
方案六:分步拧紧
根据各阶段的主要工艺问题,选取最合适的扳手方案。则螺母配戴过程采用钢丝传动扳手;中间螺母拧紧采用在棘轮扳手;螺栓限力采用普通C型扳手(2套)。
3.2 详细方案设计
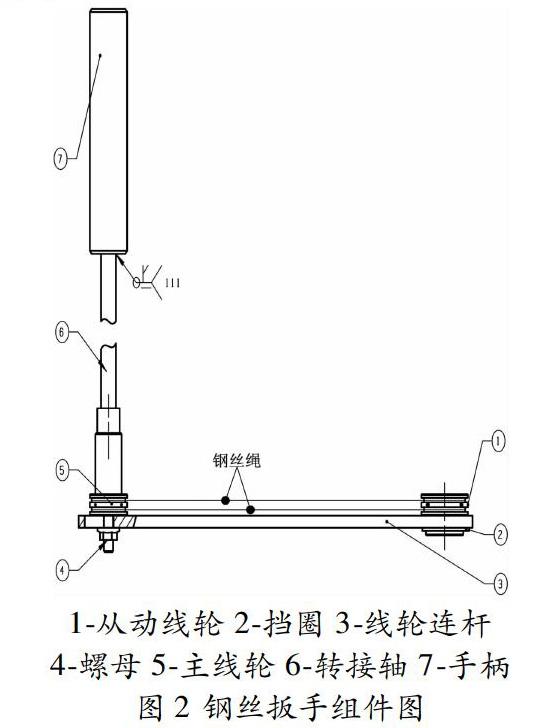
3.2.1 螺母配戴-钢丝扳手
螺母配戴阶段采用钢丝传动扳手,仅需将螺母稳定的配戴至螺栓上即可,无需继续拧靠。钢丝传动设计的难点在于钢丝的固定和预紧。为避免钢丝相对线轮摩擦力不足以带动线轮运动,保证其可以克服螺栓螺母间的作用力,带动螺母旋转,本结构通过钢丝的拉力来实现从动轮的驱动,摒弃传统的摩擦力作用形式。借用其拉力,则需将钢丝的两端分别固定在主动轮和从动轮上;并且为保证钢丝始终在线轮钢丝槽内运动,应使其具有一定的张紧力。本结构预借用细管截断的方式将钢丝固定在细管内,改变线轮中心矩实现钢丝的张紧。钢丝扳手结构如图2所示。
3.2.2 螺母拧靠
该阶段采用棘轮扳手,考虑表1所示的8.5mm尺寸,對标准棘轮扳手进行补加工。由于无须限力,仅需设计至A段即可,降低了径向尺寸的限制。
3.2.3 螺母限力-普通C型扳手
该阶段采用普通C型扳手,考虑到扳拧角度仅为25°,特定角度的十二角扳手角向位置不一定能与其配合的情况,特设计2套扳手,该扳手十二角扳手头角向位置相差15°。则该2套扳手可使螺母实现任意角度的旋转,但是效率极低。
4 方案验证
以某型发动机3、4级盘间螺母装配为例,经装配现场试验验证,钢丝扳手可以顺利带动螺母旋转,完成螺母配戴,平均用时15S/个。棘轮扳手可以顺利将螺母拧靠至安装边,平均用时20S/个;拧靠后在25°范围内继续拧紧60°,平均用时20S/个。考虑到扳手安装时间,螺栓安装平均用时7min/个,6h/48个。
5 结语
通过对某型号发动机某级高压压气机螺栓操作空间进行分析,总结出小直径深盘腔结构的特点和限制参数,确定装配困难的主要原因。通过对不同方案进行分析和评价,确定采用分步拧紧的工艺方案,并创造性的将钢丝结构应用于扳手设计中。
该工艺解决了小直径深盘腔结构对于扳手尺寸的限制;解除了螺母安装及拧紧操作对于单次扳拧角度的要求。将原3天/人/48螺母的装配效率提高至到6h/人/48螺母;提高人机性,降低对操作者体型等非技能要求。为其他狭小操作空间螺母的安装提供了参考,具有一定指导意义。
参考文献:
[1]马英厂.发动机螺栓拧紧技术的研究[D].哈尔滨工程大学,2006.
[2]林湖,朱正德,陈强努,周银龙.螺栓装配技术中扭矩法与转角法比较研究[J].汽车工艺与材料,2003(09).
[3]郑劲松.发动机缸盖螺栓拧紧工艺与试验研究[D].上海交通大学,2008.
