焊工资质认证标准浅析
2020-05-23邢春晓王晓暄高泽斌姜彦武
邢春晓,王晓暄,高泽斌,姜彦武,魏 芳
( 1.新疆农业大学 机电工程学院,新疆 乌鲁木齐830052;2.白银矿冶职业技术学院)
0 引言
为确保焊接结构件的焊接质量,需要对焊工进行焊接理论培训和实际考试。目前常用焊工技能评定考试主要参照三种标准,即锅炉和压力容器规范的美国ASME 标准第Ⅸ卷《焊接和钎接评定标准》(以下简称“ASME 考规”),主要适用于出口产品;国家水利部的 《SL 35-2011 水工金属结构焊工考试规则》(以下简称“水工考规”),主要适用于水利水电行业;国家质检总局的《TSG Z6002-2010 特种设备焊接操作人员考核细则》(以下简称“特种设备考规”),主要适用于承压类设备和机电类设备。
1 考试性质
水工考规和特种设备考规都是政府的强制性行为,并由政府机关对焊工考试进行监督和发证。而ASME考规要求持有ASME 认证证书的制造商或承包商(包括装配商和安装商) 负责按评定的WPS 对焊工和焊机操作工作技能评定,并由制造商或承包商对焊工和焊机操作工技能评定的记录进行签证和保存,并经授权检验师(AI)认可,它没有专门的考试机构也没有发证机关,只需要每个制造商或承包商对所承包的焊接工程负责即可。
2 考试内容
2.1 理论知识与操作技能
三个标准对焊接操作技能都具有强制性的要求,唯一不同的是对理论知识的考核和理论知识考试成绩的有效期。水工考规和特种设备考规中要求理论知识考试内容应与焊工所从事焊接工作范围相适应,焊工要参加操作技能的考试必须要通过理论知识的考核,水工考规理论考试合格有效期为3 年,特种设备考规理论考试合格有效期为1 年,ASME 考规中对理论知识没有强制要求。
2.2 焊接方法及其覆盖范围
特种设备考规中焊接方法是用英文缩写表示的,与ASME 考规一样,而水工考规标准中焊接方法是用数字表示的,与我国的标准GB5185-2005 一样,常用的焊接方法及代号见表1。 各个标准中每一项考试一般只认可一种焊接方法,变更焊接方法需要重新进行焊工操作技能考试。 但是在水工考规中MAG 焊的实芯焊丝(焊接方法135)改为药芯焊丝(焊接方法136)或反过来,都不需要重新考试;此外,带填充金属的钨极惰性气体保护焊考试合格后,可以进行不带填充金属的焊接,反之则需要重新考试。
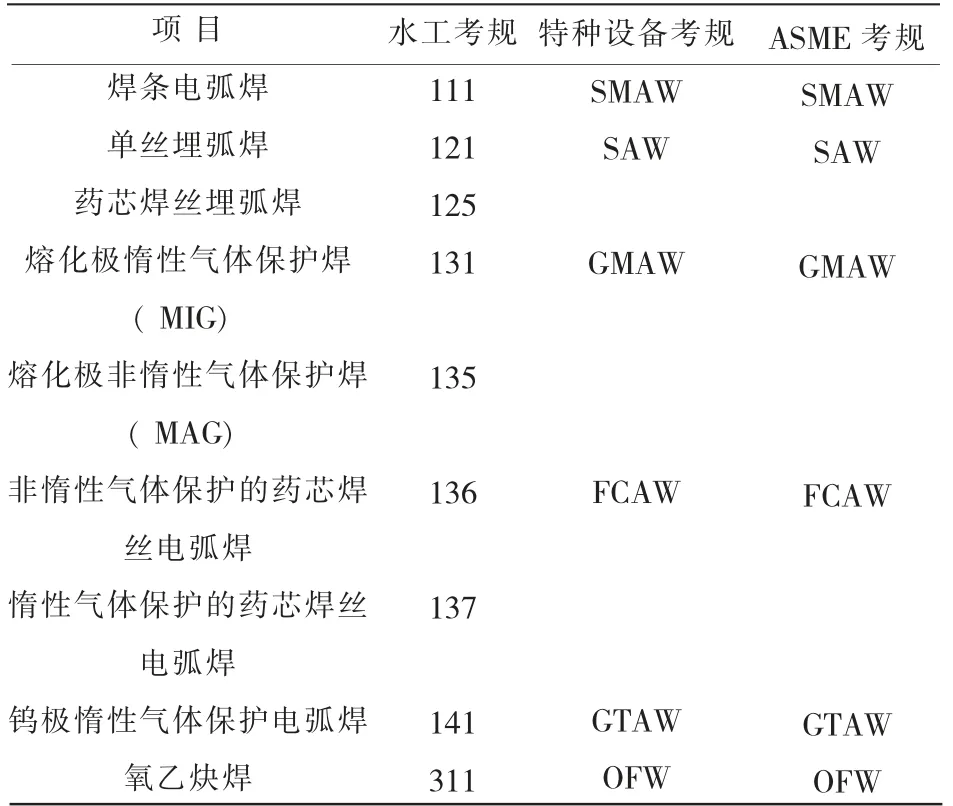
表1 焊接方法及代号
2.3 母材金属及填充材料
2.3.1 母材及评定范围
特种设备考规中包含的金属材料有钢及钢合金、铜及铜合金、铝及铝合金、镍及镍合金、钛及钛合金这五种金属材质;ASME 考规中除了包含特种设备考规中的五种材质外,还包含了锆及锆合金;而水工考规中包含的金属材料较少,它只认可钢材中的碳素钢、低合金钢、高强钢及不锈钢。
ASME 考规中,除了铜材外如果焊工通过了经工艺评定的某一材质的焊接,那么也就通过了使用同种焊接方法焊接这种材质范围内的其他经工艺评定的材料的焊接资格,简单讲就是焊工考试的试板是钢材,只要填充材料符合WPS,就可用碳钢或碳锰钢试板代替合金钢或不锈钢试板的考试。而水工考规和特种设备考规根据母材金属的焊接特性将各种材质进行分组,除个别合金钢外,其他钢质类合金一般都是高组别覆盖低组别。 特种设备考规中铝、镍、钛的覆盖与ASME 考规相同,除铜材外某一类别的材料经焊工操作技能考试合格后,焊接其他相同材质的材料时不需要重新考试。此外,ASME 考规中焊工考试用的试板不需要预热和焊后热处理,而特种设备考规中根据板厚和材质的不同需要预热、后热以及控制线能量。
2.3.2 填充材料及评定范围
在ASME 考规中焊工技能评定用的填充材料除F-No.5 外,F-No.1 到F-No.4 四个分组通过较高组别号的焊工考试后,较低组别号的填充材料不需要考试。对F-No.6 分组及以上的填充材料来说,任意一种材质的填充材料经焊工考试合格后,该材质中其他分组的填充材料不需要重新考试,但是对于铜质填充材料来说,某一分组的填充材料经焊工考试合格后,只适用于该分组的所有填充材料。特种设备考规中试件用的填充金属适用范围比较小,基本上需要对每一种填充金属进行焊工考试。水工考规中将填充材料根据焊丝类型和焊条药皮类型划分,对于焊条来说,除了纤维素焊条(C)外,碱性焊条(B)适用于其他所有类型的焊条,而焊丝中的实芯焊丝(S)和药芯焊丝(M)可以相互适用。
2.4 焊缝种类及焊接位置比较
三种考规中各自的焊缝类型及适用范围见图1、图2、图3。从图中可以看出ASME 考规和特种设备考规基本相同,而且水工考规中焊缝适用的条件比较严格。它们三者中最大的区别是水工考规中只有管外径D>25 mm 时,管子焊缝适用于板材焊缝,而ASME 考规和特种设备考规中对管材的最小外径没有要求。此外,特种设备考规中的管板角接头试件经焊接操作技能考试合格后,适用于角焊缝焊件,且母材厚度和管径不限。
水工考规中焊接位置是用英文字母表示的,而特种设备考规和美国的ASME 考规中是用数字和英文字母的组合表示。三者的焊接位置基本一致,只是水工考规中管和板的焊接位置都详细区分了向上焊和向下焊;而特种设备考规中只有管材对接焊缝试件区分立向上焊和立向下焊,其他焊缝试件都未区分;然而ASME 考规标准中并未区分向上焊和向下焊。
2.5 试件厚度及覆盖范围
特种设备考规在焊缝金属厚度和管径方面的规定和ASME 考规标准基本类似,在管径方面它们对管径的最小值做了限制,而对最大值没有限制,并且特种设备考规中还加注了管材向下焊试件的规定和气焊时板厚的认可范围。水工考规在板厚和管径方面与前两者有很大差别, 它在板厚方面做了更细的划分,并且在管径方面当D≤25 mm 时,对它认可范围的最大值做了限制。
2.6 试件厚度及覆盖范围
它们三者对衬垫的要求基本相同,不带衬垫的适用于带衬垫的。但是对于气焊,ASME 考规和特种设备考规中认为带衬垫的施焊操作要求高,带衬垫的适用于不带衬垫的。
3 检验
ASME 考规中焊工技能评定既可以在试件上取样进行技能评定也可以对产品焊缝射线检测进行技能评定,而水工考规和特种设备考规都要求只能使用试件进行焊工技能评定。这三个标准中焊工考试试件的检测方法主要有外观检测、无损检测和破坏性试验检测。除了ASME 考规中的角焊缝外,它们都要求首先必须对每个试件进行外观检验,合格后再进行其他项目检验,检查项目见表2。
对于对接焊缝的检验,特种设备考规和水工考规比ASME 考规更为严格,除水工考规中管子焊缝的射线检测可用弯曲试验代替外,其他所有的焊接方法都必须进行射线检测和弯曲试验。此外,水工考规中对于管子外径D≤25 mm 的对接焊缝试件,可以用整个试件的缺口拉伸试验或折断试验来代替弯曲。然而ASME 考规中,对于采用指定焊接方法和电弧过渡形式进行焊接母材为钢制、铜质、镍质的金属材料坡口对接焊缝试件或者用钨极气体保护焊焊接母材为铝质、钛质金属材料时,可以用射线检测替代力学性能试验(即弯曲试验),射线检验试件的最小检验长度应为150 mm。
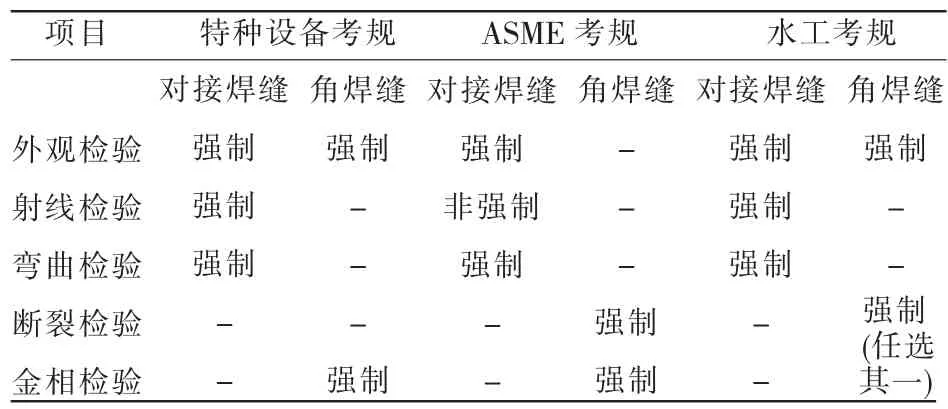
表2 各标准检验项目
对于角接焊缝试件的检验项目,特种设备考规和水工考规基本相同,当外观检验合格后,在断裂试验和宏观金相试验中只需做一个即可。然而ASME 考规中对角焊缝试件的检验与前两者的检查项目不同,它不要求外观检验,但是必须进行断裂检验和宏观金相检验。
另外,在力学性能试验中特种设备考规和ASME考规标准用侧弯代替横弯的母材厚度≥10 mm。水工考规中则≥12 mm。
4 焊工证书有效期
三个标准对焊工资格证书的有效期不同。ASME 考规标准中没有规定焊工资格书的有效期,但是规定了焊工操作的连续性;水工考规中焊工证书认可有效期从焊接考试结果合格之日算起,3 年内有效;特种设备考规中焊工证书有效期4 年,且合格的焊工需要每4 年复审一次,在第一次有效期满后要求在自己取得合格的项目范围内全部重新考试,在第二次及以后复审时,在合格的项目范围内进行抽考。 但是不管它们的有效期多长,都要求对焊工在最初的认可范围内持续工作,并且每6 个月做一次确认。 此外ASME 考规中还明确规定当有特殊理由怀疑某名焊工不能胜任焊接符合标准要求的焊缝时,则可以取消他正在从事该规范的焊接资格。
5 结论
焊工资质认证, 是企业产品焊接的重要技术支撑,直接关系到企业焊接能力及产品质量,对企业市场订单承接起着至关重要的作用。 通过对常用焊工资质认证标准对比分析,准确把握焊工资质认证中的每一个细节,从而提高焊工技能评定效率,及时为产品焊接提供有力的技术保障。