选矿废水处理技术的研究进展
2020-05-20李超王丽萍
李超,王丽萍
神华准能资源综合开发有限公司 研发中心,内蒙古 鄂尔多斯 010300
1 引言
我国矿产资源具有储量丰富、种类繁多、分布广等特点,在国民经济发展过程中起着重要的作用。然而,随着我国工业化进程的完善、新技术的革新换代和环保层面的高度重视,矿产资源开采、冶炼和加工过程中产生的废水、废渣和废气所带来的环境污染及水资源浪费逐渐引起人们的高度重视。
我国矿山废水排放量巨大,占我国工业废水排放量的1/10。矿山废水中含有大量酸(碱)废、大量重金属离子和浮选药剂残留有机物,已成为影响矿山环境如水体和土壤污染等的主要因素;不仅给农业造成危害,还给自然生态系统带来严重破坏。因此,对选矿废水进行无害化处理和资源化回用是矿山企业必须解决的问题,选矿废水的高效处理可减少废水的外排总量,降低废水中重金属离子、残留药剂对矿山土壤和水体环境的污染程度,可有效避免次生灾害(如地面塌陷、滑坡和泥石流等地质灾害)的发生及维持生态系统(如动、植物)的平衡;此外,选矿废水的处理还能够降低人民生命财产安全造成的伤害,还能为企业节省大量生产成本。本文对选矿回水的综合利用技术进行了总结和整理,期待对矿山企业废水处理现状的技术升级和新技术推广起到助推作用。
2 选矿废水的来源与危害
2.1 选矿废水的来源
选矿废水是生产过程中所有外排水的总称,主要包含选矿过程中的尾液、浓缩精矿的溢流水、精矿脱水的滤液、机械设备冷却水、除尘系统外排水、厂房地面(设备)冲洗水及浮选药剂废水组成[1]。其中,浓缩精矿溢流水的含量小于5%;而选矿过程中产生的废水约占95%。
由于我国矿石资源品质低,选矿工艺复杂,造成我国选矿废水具有排放量大、重金属离子种类多、固体悬浮物含量高和浮选残留药剂浓度高的特征;因此,这对矿山废水的治理提出更高的要求。
2.2 选矿废水的危害
物质组成决定了性质,选矿废水的组成决定了其对环境不可逆转的破坏程度。例如,矿山废水富含大量重金属离子,如铬、铜、砷、锌、镉、锗和铅离子;其水溶性使它能够随水体流动而转移,而难降解性更增加了治理难度,已成为选矿废水治理的重要难点。
矿山废水中的浮选残留有机物,由分散剂、起泡剂和捕收剂组成,长期聚集会给水体带来严重危害,如水体变臭、化学需氧量(COD) 和生化需氧量(BOD) 升高,甚至导致水生动物/植物大量死亡的现象。
矿山废水中的酸/碱性废水和固体悬浮物也是造成水体污染的主要因素,它们破坏了水体的稳态(中性),导致水生藻类、鱼类等动植物难以生存,生物链面临严重威胁和损坏。南山矿业公司早期在开采矿石过程中,剥离出大量含有硫化物和多种金属离子的废土,经氧化、雨淋发生一系列化学反应,最终形成成份复杂、污染危害极大的酸性废水,曾发生四次事故,造成经济损失高达150多万元。
3 矿山废水处理技术的研究进展
3.1 常规矿山废水处理技术的研究进展
3.1.1 酸碱中和法
由于我国矿石品位较低,使得在选矿过程中矿石的主组分溶出同杂质元素会协同浸出进入矿浆中,而且随着主组分的分离,大量的酸性氢离子与重金属离子全部进入选矿尾液。中和法的原理是将碱性物质(石灰、石灰石、电石泥[2]、粉煤灰、煤矸石、碱性废液、炼铁废渣和炼钢废渣)加入废水中,先中和剩余的氢离子;然后依据废液pH值和沉淀物质溶解度的差异,逐步沉淀、分离Fe3+、Ca2+和Mg2+,以及重金属Pb2+、Cd2+和Zn2+等离子。中和技术具有工艺简单、运行成本低、操作简便、废水处理量大、适应性强和应用范围广等优点,但易导致设备及管壁出现结垢和二次污染的缺点。因此,中和法常与絮凝沉降法、氧化法、吸附法和电化学等技术联合使用。
罗良德[3]介绍了江西铜业集团公司德兴铜矿的酸碱废水中和处理改造技术,生产实践证明:将“酸碱废水与石灰直接混合方式”改为“碱性废水与石灰先混合,再与酸性水混合处理方式”,可有效解决管路结钙现象;新型改进工艺的废水处理能力:酸性水1万m3/d,碱性水2.5万m3/d,外排水各项污染含量均满足《国家废水初级排放标准》,污染物排放达标率在85%以上,年节约水资源600万m3以上,创效益600万元以上。
3.1.2 混凝沉降法
混凝沉淀法是成熟稳定的废水处理方法之一,基本原理[4]是利用絮凝剂本身的静电中和特性、界面官能团吸附性能和架桥效应压缩悬浮物双电层,使得悬浮物形成粗大絮团、胶体脱稳进而形成可沉降的大颗粒絮体,在絮凝池内沉降斜管、捕网的作用下实现迅速沉降分离。混凝沉淀法的操作方法简便和沉降快等优点,但对于低浓度悬浮物、胶体、残留药剂去除效果较差,而且易造成二次污染。因此,絮凝沉淀法在使用过程中常与吸附法、氧化法联用,去除效果显著。市售常用废水处理混凝剂有硫酸铝、硫酸亚铁、三氯化铁、聚合硫酸铝、聚合硫酸铁、聚合氯化铝和聚丙烯酰胺等。
张学洪[5]等人采用混凝沉淀法处理广西白钨矿尾液废水处理,试验结果表明:采用三氯化铁作为混凝剂时,钨矿废水中混凝剂投加量为16 mg/L,废水混凝沉降效果好,出水水质满足国家《污水综合排放标准》(GB8978-96)要求的新改扩建工程废水排放一级标准;该套技术运行成本较低仅为0.38元/m3;出水回用解决了矿山缺水问题,还带来较好的经济效益和社会效益。
3.1.3 氧化法
在矿山选矿过程中,通常添加一些浮选剂进行精矿洗选,然而部分剩余残留浮选药剂会进入选矿尾液,并随着废水的排放或者积聚而造成水质COD上升显著,给周围水体环境带来严重威胁。氧化法的原理是在废水中添加氧化剂,对废水中残留有机物进行氧化,而达到有机物降解或转化成低毒或无毒的物质。氧化法是降低废水中COD的有效手段,常规氧化剂有:过氧化氢、臭氧、次氯酸(钠、钙)和氯等[6]。
深度氧化技术[7]指在催化剂、光、电、磁等物理和化学作用下,利用产生的强氧化性活性自由基对废水中残留的大分子有机物进行降解,最终转化为低毒或无毒小分子;深度氧化技术主要有:臭氧-复合氧化技术[8-12]、Fenton 氧化技术[13-16]、光化学(催化)氧化技术[17-19]、电催化[20-22]和过硫酸盐氧化技术[23-25],上述氧化技术的概念、特点及应用范围详见表1。
Wang 等[26]采用Fenton 氧化技术处理矿山模拟废水,试验结果表明:当废水中的胺类捕收剂初始浓度为500 mg/L时,废水溶液的pH值为4、Fe2+与H2O2的物质量之比为0.5 的试验条件下,Fenton 氧化技术能有效降解胺类捕收剂。以十八胺、十二烷基丙基醚胺为模拟捕收剂为例,废水中的COD去除率分别高达93.72%和94.26%。
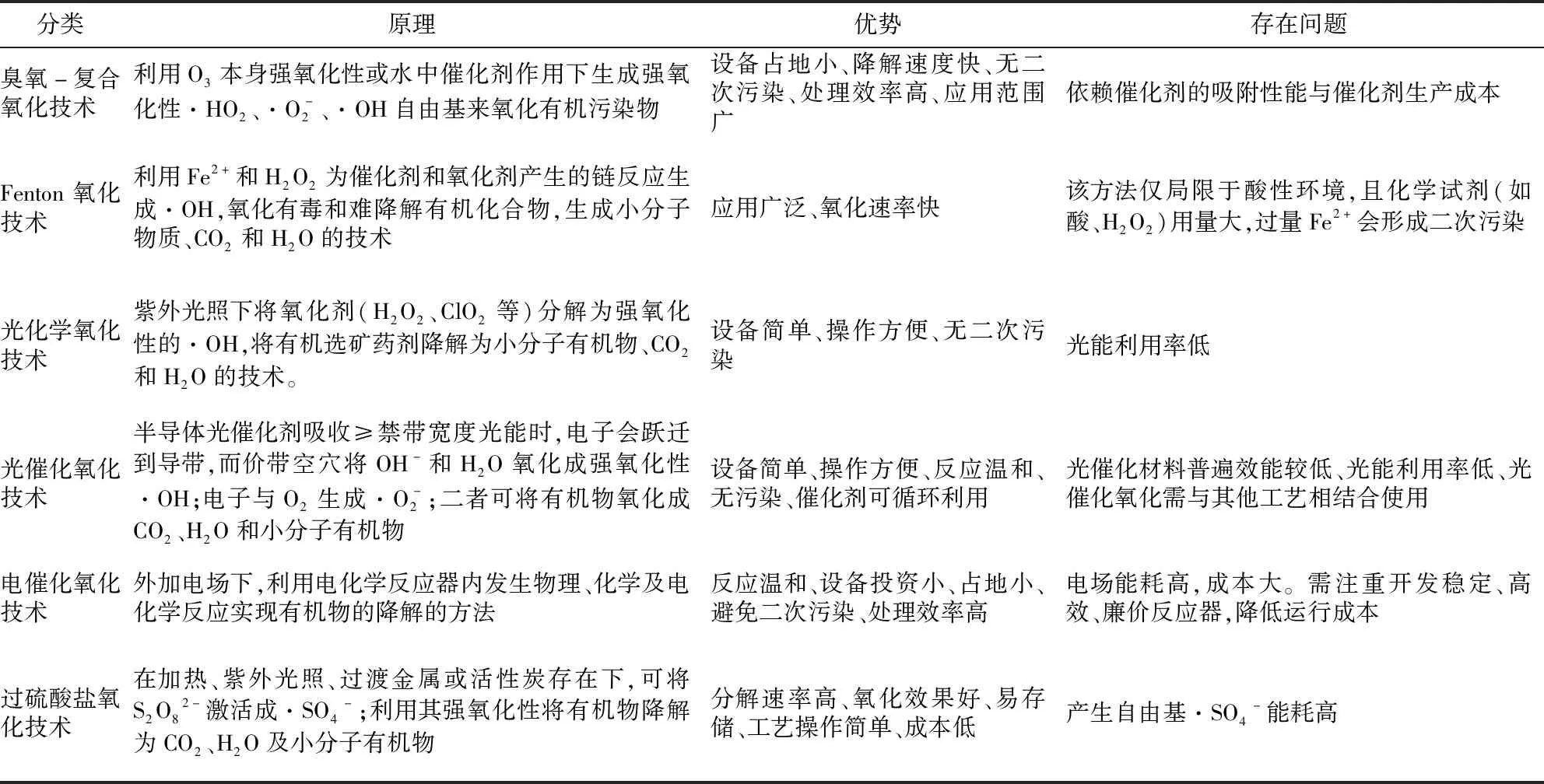
表1 深度氧化技术的原理、优势和存在问题Table 1 Principle,advantage and existing problems of deep oxidation technology
李天国等[27]人采用电催化氧化法去除选矿浮选废水中的重金属废水Pb2+和苯胺黑药残留物,试验结果表明:当废水溶液中pH=4、电流密度为20 mA/cm2、脉冲周期为2 s和催化反应时间为90 min的条件下,脉冲电催化内电解流化床技术可有效去除浮选废水中的Pb2+和苯胺黑药,二者去除率分别为99.8%和78.83%;同时,BOD5/COD的比值由0.15上升至0.41,可生化性得到显著提升。
3.1.4 吸附法
吸附法是指利用多孔性固体吸附剂将水样中的一种或数种组分吸附于固体的表面,再利用适宜的技术将吸附组分解析,从而达到分离和富集的目的。吸附法分为物理吸附法、化学吸附法。其中,物理吸附法是以范德华力为主的多分子层吸附;化学吸附法是吸附质在吸附剂表面以化学键的方式形成的单分子层吸附。常见的吸附剂有活性炭、海泡石[28]、分子筛[29-30]和膨润土等天然或改性吸附材料。
厦门紫金矿冶技术有限公司首次将纳米改性膨润土复合材料动态吸附工艺用于矿山废水处理,并在7 000 t/d 选矿回水处理系统实现工业化应用。试验效果证明:改性膨润土吸附材料再生效果良好,选矿回水经膨润土复合材料处理后COD指标降至40 mg/L以下,残留选矿药剂基本去除,满足国家地表水质标准要求,创造了较好的经济效益和社会效益。
文虹[31]等以山东炼焦厂副产物CP为吸附剂,并考察了其对铅锌矿废水中的残留药剂及重金属Pb2+、Zn2+离子的去除性能;试验结果表明:残留有机物的吸附反应属于放热反应,以物理吸附为主,吸附模型符合Freundlich模型;残留药剂的吸附速率顺序为:苯胺黑药>黄药>乙硫氮;而利用CP吸附剂对实际铅锌选矿废水进行吸附,当CP投加量为50 g/L、溶液pH为中性时,重金属Pb2+和Zn2+离子的去除率分别达到98.92%和41.27%;而当溶液pH值为2时,废水的COD去除率能够达到63.70%。
3.1.5 化学沉淀法
化学沉淀法是指向废水中投加某种化学物质,使它与污水中的溶解物质发生反应,生成难溶于水的沉淀物以降低水中溶解物质的方法。化学沉淀法[32]主要包含氢氧化物沉淀法、铁氧体沉淀法和难溶盐沉淀法(硫化物沉淀法、钡盐沉淀法、碳酸盐沉淀法和卤化物沉淀法)。
化学沉淀法处理废水具有操作简便、易行和经济性好等优势,已成为废水处理中的重要环节;它适合处理重金属离子浓度较高的废水,而对于重金属离子浓度较低的废水来说,需与氧化技术、微生物技术、电化学技术和混凝沉降技术联合使用方能取得较好效果。
王明辉等[33]采用分步沉淀法处理酸性矿山废水,试验结果表明:以Ca(OH)2废水调节剂,当溶液pH值为4.0时,双氧水能够氧化Fe2+至Fe3+,并实现废水中Fe3+的去除;当pH值为6.00~6.50时,Na2S沉淀剂能够去除废水中的Cu2+;继续增加Na2S含量可将溶液中Mn2+与Zn2+离子去除;当溶液pH值为8.4时,可有效去除废水中微量的Mn2+、Zn2+离子及其它重金属离子。采用分步沉淀工艺处理后的酸性矿山废水满足废水排放标准,不仅实现了有价元素高效回收,还降低了废水处理成本,值得借鉴与推广。
田宇[34]等采用电化学沉淀技术处理含有氨氮和磷的模拟废水,试验结果表明:废水中氮磷比、电流密度、初始pH值 和Cl-浓度对氨氮和总磷去除效果的影响显著,当溶液中氮磷比为13、电流密度为40 mA/cm2、溶液初始pH=3、Cl-浓度为5 000 mg/L,反应时间为20 min 时,废水中氨氮和磷能够形成磷酸铵镁和磷酸镁等沉淀物,二者的去除率分别达到83.28%和98.38%。
3.2 新技术在矿山废水处理过程中的应用
3.2.1 人工湿地法
人工湿地法是利用湿地中基质、植物以及微生物相互作用的一种废水处理法。该方法具有投资少、能耗低、操作方便、易维护、绿色环保和废水处理效率高等优点;目前,人工湿地法已逐渐应用到各种废水的处理,如城市污水、工业废水和矿山废水等。
人工湿地法是小型的生态系统,其内部的废水净化过程包含物理吸附、化学反应与生物作用三个方面;物理作用是指基质层对废水中悬浮物的过滤、截留;化学作用主要指土壤基质中存在的阴、阳离子及具有网络结构的硅铝酸盐与废水中的阳离子、阴离子发生反应(如形成沉淀、物理化学吸附和离子交换反应),达到去除废水中的重金属离子的效果;而生化作用指利用微生物在好氧、兼氧及厌氧状态下对残留有机污染物进行降解(如开环、断键、分解成小分子)实现对污染物的去除。
我国采用人工湿地法处理矿山废水的时间较早,广东凡口铅/锌矿早在1984年已经建立人工湿地处理矿山废水[35],经过10多年的发展与完善,矿山废水的日处理能力达2.98万t;试验结果表明:废水中悬浮物去除率达99%,Pb、Zn和Cd去除率达84%~90%,其他金属也有不同程度的减少;处理后水能达到工业废水排放标准。
3.2.2 微生物处理法
微生物处理法是一种新型的矿山废水处理方法,微生物处理法主要就是通过微生物的新陈代谢来对废水中的污染物进行降解,以此来使废水得到净化。其降解有机物的原理是利用厌氧细菌(细菌)分泌出细胞壁外部水解酶使有机物先溶解,并通过细胞壁进入细胞;在水解酶的催化下,使有机物降解为简单的有机酸、醇类小分子或二氧化碳气体实现降解。同时,微生物利用其本身结构及细胞的化学组成,能够对废水的重金属离子进行吸附、并在细胞壁表面发生络合作用、离子交换作用或形成无机盐微沉淀,从而达到去除重金属离子的目的。
国外采用微生物法处理废水中的重金属离子的实现工业化应用的公司较多,有加拿大蒙特利尔市的B.V.SOR-BEX有限公司、北美洲拉斯维加斯的生物回收系统有限公司和美国盐湖城高级矿产技术有限公司等;而我国成功利用生物技术处理工业化废水的部门是中科院成都生物研究所,其高效去除Cr6+及重金属的微生物复合功能菌,在锦江电机厂等多家公司取得了显著的环境和经济效益。
闫虎祥[36]等介绍了利用生物制剂深度改造云南某铅锌矿废水的改造工程。试验结果证实:改造后废水处理能力达到 1 000 m3/d,采用生物制剂协同脱铊+生物制剂协同氧化工艺处理废水,废水中铅离子去除率大于99.7%、锌离子浓度去除率大于99.2%、砷浓度为去除率大于96%、铊的去除率达到90%;此外,出水中的COD的去除率达到80%,满足国标《铅、锌工业污染物排放标准》(GB25466—2010)水污染物特别排放限值的相关要求。
3.2.3 电化学法
电化学法是给多块钢板通入电流,使其在极板间形成电场;待废水流入极板空隙时,部分钢板溶解于水中形成Fe2+离子,水电解生成O2和H+离子;酸性环境下Fe2+离子继续氧化生成Fe3+和OH-离子;而电场中的污染物则带上电荷与电场中电离的产物OH-、O2、Fe2+和Fe3+离子发生反应,形成稳定的固体颗粒,从水中沉淀分离出来。常见电化学废水处理方法有电解法(催化氧化或还原)、电絮凝法、电浮选法和电沉积法等。
唐剑[37]详细介绍了一套铅冶炼厂废水处理的电化学系统装置,规模为1 000 m3/d;试验结果表明:该套废水电化学深度处理系统稳定可靠,效果良好;其中,废水中重金属铅、镉和砷离子的去除率分别达到81.3%、98.8%、98.3%;系统连续运行5年中废水过程中各项指标均达到《铅锌工业污染物排放标准》(GB25466—2010)中的规定,该套技术属于环境友好型水处理技术,在酸性工业废水领域有着很好的应用前景。
3.2.4 膜分离技术
膜分离技术是通过改变膜的孔径尺寸对溶液中的有机物、阴离子和阳离子等物质进行选择性筛分和截留,从而实现废水中重金属离子回收和出水回用的目的。采用膜分离技术需对废水进行预处理,如过滤和混凝等工序;它具有保持料液性能稳定、离子选择性高、能耗低、规模可控和自动化程度高等特点;膜分离技术在国外废水处理方面工程化应用较早,而我国酸性矿山废水领域采用膜分离技术实现废水回用的工程化案例较少。
王辉[38]等介绍了特种工业膜在综合处理铜矿山酸性废水中的应用。该酸性废水处理工艺:矿坑废水先经过滤器去除大颗粒悬浮物,然后进入超滤系统去除细小颗粒的悬浮物(氧化铁),最后进人特种工业膜系统。试验结果表明:分离和浓缩金属离子浓度能够提高至原液的5~10倍;透过膜的弱酸性水可通过酸度调节后排放或作为工业水回用;该套特种反渗透膜具有操作压力低和运行成本低等优势,折合成含铜废水处理综合成本为4元/t(含设备折旧、膜更换费和电费)。
季常青等[39]详细介绍了紫金山金铜矿废水处理的膜系统应用情况,该套废水处理膜系统规模为4 000 m3/d,具体工艺为“初沉池混凝沉降—纤维束过滤—超滤—反渗透—产水回用—浓水回收铜”。运行试验结果表明:硐坑水经反渗透两级浓缩后,废水中Cu2+离子回收率为98.6%、Cu2+的截留率达99.79%;该套膜处理系统经技术人员不断改进和完善后,运行稳定;预处理系统满足设计要求,废水脱盐率、Cu2+离子回收率和出水理化指标均达到设计要求。
3.2.5 复合废水处理技术
矿山废水成分复杂,包含固体悬浮物、浮选药剂残留物及重金属离子;因此采用一种技术很难将废水中的所有杂质去除和分离完全;常用的联用技术有:混凝(过滤)-膜分离技术、混凝(过滤)-电渗析技术、混凝-吸附技术、氧化-电渗析技术、电化学-生物降解技术、电化学氧化-吸附技术、碱中和-混凝-沉淀技术和氧化-生物降解技术等。
胡波[40]等以湖南尘山铅锌矿选矿废水为研究对象,结合现场工艺生产流程,采用“酸碱中和、混凝沉淀、吸附、氧化、澄清回用”净化处理技术对废水进行闭路试验。试验结果表明:当混凝剂选择DA-1、吸附剂为活性炭、氧化剂为ClO2时,在最佳试验条件下,固体悬浮物(SS)、硫化物和CODCr的去除率都达到污水综合排放标准准一级标准;其中,废水中的铅、锌回收率达到95.22%和95.44%;与新鲜水闭路试验指标:铅、锌离子回收率分别为95.71%和96.00%结果相近,再次证实该废水处理工艺技术的可行性。
姜智超[41]等详细介绍了湖南某钨铋多金属矿选厂废水处理的工业分流试验情况,日处理规模为为5 000 t/d。试验表明:选厂废水处理工艺采用“ME22氧化+PAM混凝+调酸”工艺,当氧化剂投加量0.76 kg/m3、氧化时间45 min时,废水COD去除率 58.7%~65.7%,处理后废水中COD含量降至40.6~44.3 mg/L,溶液pH值为6.00~9.00之间,水质清澈、无色,满足《污水综合排放标准》(GB 8978—1996)一级标准,且满足企业技术指标要求。
付金涛[42]等详细介绍了西部矿业股份有限公司锡铁山分公司废水高效循环利用工程实践情况,该套废水处理系统采用工艺为:调整pH值—混凝沉淀—氧化—吸附过滤、废水处理规模为250万t/a(约为7 200 t/d);当H2SO4作为酸调节剂、PAM和FeSO4为混凝剂、二氧化氯为氧化剂和活性炭为吸附剂时,废水中COD含量由89 mg/L降至40.98 mg/L,尾矿废水中残留有机药剂大部分去除;更重要的是废水总回收利用率由改造前的40%提升至80%,这对于选矿厂有重大的经济效益和环保价值。
龙中[43]等以贵州某废弃石硐煤矿金属离子浓度超标废水为原料,采用多级复氧反应-垂直流人工湿地模拟系统对该废水进行处理,并考察改进后模拟系统的废水处理效果。试验结果表明:废水经该套模拟系统处理,废水溶液pH值由5.60~6.58上升至 6.37~7.45;废水中Fe去除率达到99.1%、Mn去除效率在69.80%~100%之间,固体悬浮物去除率提高了13.16%;除 SO42-的去除效果不明显外,溶液中Cu、Zn、Cd、As、Pb、Cr离子具有较好的去除效果。
宋淑敏[44]详细介绍了云南某铅锌冶炼厂废水深度处理工程改造现状,主工艺为石灰中和法,新增加工艺为生物化学脱钙系统、膜深度处理系统和MVR蒸发系统。试验结果表明:采用生物化学脱钙能有效去除废水中的钙镁离子,重金属含量能达到《地表水环境质量标准(GB 3838—2002) 》Ⅲ类标准;回水不仅满足生产回用要求,还解决了管道结垢堵塞问题;脱钙废水经膜处理,出水满足工业锅炉补给水(GB 1576—2008)指标要求;而采用MVR蒸发脱盐技术有效避免废水中盐的累积,实现循环利用和零排放;该工艺具有操作简单、运行稳定、成本低和效果好等优势,为冶炼厂废水处理提供了指导与借鉴作用。
Li[45]等综述了微生物法和水热液化耦合废水处理技术,重点讨论了水热过程中的重金属离子的迁移转化、分布行为;提出了微生物污水治理、重金属回收和生物能源转化的综合治理模式。诸多研究结果证实:藻类可回收废水中的氮和磷,还能吸附水中重金属离子;协同水热液化技术,可实现微藻、生物到生物原油的转化。最后,探讨了该模式实现商业化需解决的技术瓶颈,对微生物处理废水技术的推广和高附加值开发利用起到良好的借鉴作用。
4 矿山废水处理存在的问题与前景展望
我国矿石成分复杂、主矿种品位低,造成选矿过程中大量浮选药剂、溶矿剂及矿物杂质离子进入选矿废水;使得选矿废水成分复杂,废水总回收利用率低;由于我国矿山企业规模参差不齐,矿山废水处理方面也不尽相同;例如,国有企业实力雄厚,在矿山废水处理方面通常采用先进、复合废水处理技术实现选矿废水高效回用,但对于中小民营企业来讲,先进废水处理工艺成本高、难以承担,仅采用简易的处理方法进行处理,出水回用率较低,严重浪费水资源;针对上述存在问题,今后选矿废水综合治理技术研究应注重以下方面:
(1) 开发选矿新技术或新工艺、淘汰落后选矿技术,实现从源头减少矿山废水的排放量与污染程度。
(2) 开发选矿废水处理新工艺或组合工艺,实现选矿废水中悬浮物、重金属离子和有机污染物的高效去除和出水的回用率。
(3) 选矿废水处理技术开发需遵循成本低、性能可靠、易工业化等特点,只有这样的实用技术才能在中小矿山企业废水处理方面实现迅速推广与应用。
(4) 矿山企业需定期开展废水综合治理的专题技术研讨与学术会议交流,实时将国内外先进技术引入到企业中来或实现转化、吸收,进而提高矿山企业的废水治理水平。
目前,尽管我国矿山企业废水治理还存在诸多问题,但随着环保政策的收紧与处罚力度的加大;选矿企业都积极展开废水治理研究工作与工程化的实践探索,而且取得了较好的成效;这对选矿企业的废水治理提供了很好的借鉴作用,对实现选矿企业的废水高效回用和近零排放有重要的意义。
