锅炉栏杆柱冲孔设备的研制及应用
2020-05-18董勇
董 勇
(太原锅炉集团有限公司,山西 太原 030008)
0 引言
制造业是国民经济的主体,是立国之本、兴国之器、强国之基。2015年5月,国务院发布实施《中国制造2025》,提出到新中国成立一百年时,把我国建设成为引领世界制造业发展的制造强国。太原锅炉集团有限公司努力打造超一流的第四代流态二次重构超低排放循环流化床锅炉技术与产品,为此配置专项研发经费用于开发新技术、新产品、新工艺。针对本公司栏杆柱产品钻孔工序产能不足,迫切需要提升的问题,本研究提出用冲孔代替钻孔的栏杆柱孔加工技术[1],设计、制作了栏杆柱冲孔专用设备,并进行了反复的冲孔试验,以验证设备的冲孔质量及效率能否满足产品设计、生产的需求。
1 栏杆柱产品及生产现状
栏杆柱产品设计选用1″水煤气管,材质为Q235A,其结构尺寸如图1所示。现阶段制造工艺流程为:GD4250带锯床下料→Z5132A台钻钻制Φ19 mm通孔→JF21-110压力机压扁端部。三道工序中Φ19 mm通孔钻制为产能的瓶颈工序,钻孔工序能力是1台钻床、1名工人、8小时完成500根栏杆柱钻孔。公司合同交付对栏杆柱产品钻孔工序产能需求是1名工人、8小时加工800根(36秒/根)。现钻孔工序产能不能满足交付需求,须通过外包渠道才能保证合同交付,故迫切需求产能提升。
本设备适用于两种规格产品的冲孔加工,两种栏杆柱具体尺寸参数如表1所示。
2 冲孔设备结构与工作过程
2.1 冲孔设备结构
栏杆柱专用冲孔设备的整体结构如图2所示。主要包括冲孔模具(凸、凹模)[2]、冲孔液压缸、栏杆柱定位装置、内支撑芯棒、芯棒位移液压缸、液压系统和机架。
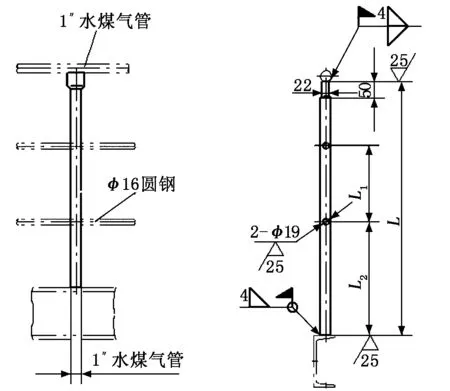
图1 栏杆柱结构

表1 两种栏杆柱尺寸参数 mm
2.2 工作过程
2.2.1 Q/TGJ02.5429-2007平台栏杆柱冲孔工作过程
图3为Q/TGJ02.5429-2007平台栏杆柱冲孔工作过程示意图。
Q/TGJ02.5429-2007平台栏杆柱冲孔过程如下:
(1) 准备工作:保留“端部定位1”,拆除“端部定位2”。
(2) 冲制孔1:将栏杆柱安装至状态1位置(如图3所示),定位销固定工件;芯棒由液压缸启动,穿入栏杆柱中冲孔位置;此时冲头启动,冲孔;芯棒退回原位,孔1完成冲制。
(3) 冲制孔2:取下定位销,将栏杆柱掉头,安装至状态2位置(如图3所示),定位销穿入已冲制孔1中进行固定;芯棒再次穿入工件至冲孔位置;冲头启动,冲孔;芯棒退回原位,孔2完成冲制。
(4) 取下定位销和栏杆柱。
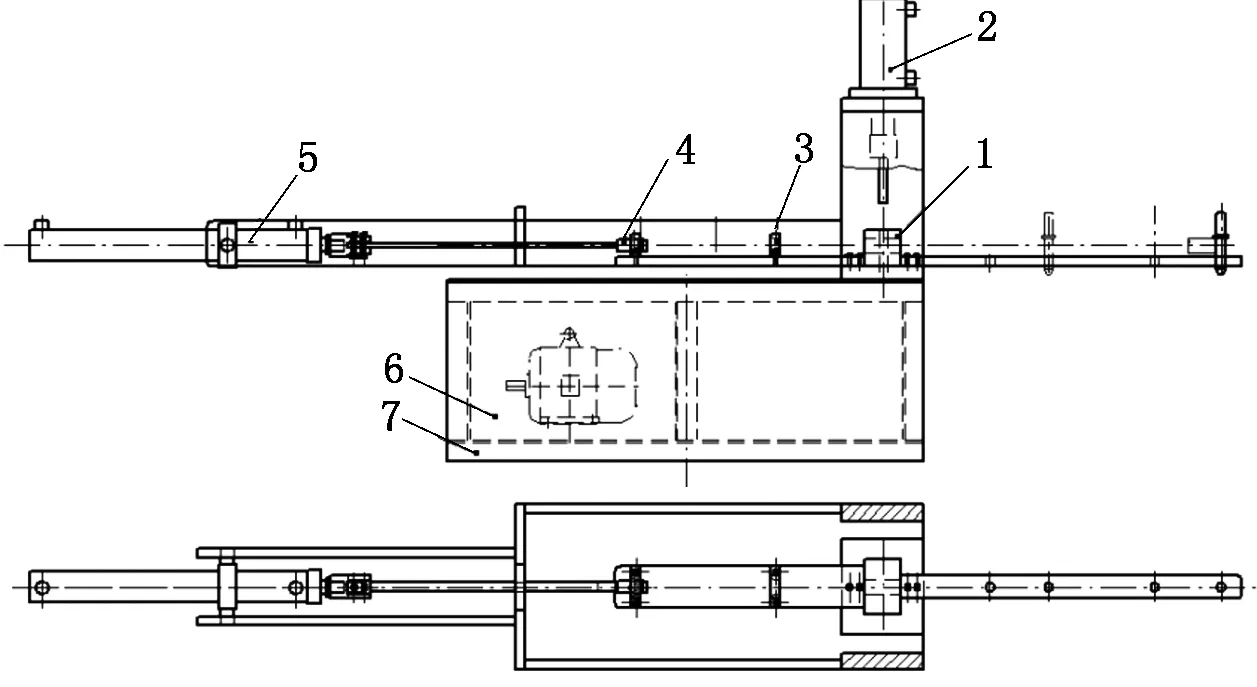
1-冲孔模具(凸、凹模);2-冲孔液压缸;3-栏杆柱定位装置;4-内支撑芯棒;5-芯棒位移液压缸;6-液压系统;7-机架
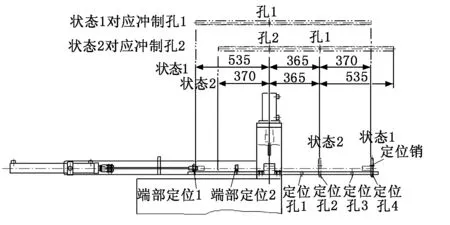
图3 Q/TGJ02.5429-2007平台栏杆柱冲孔工作过程示意图
2.2.2 Q/TGJ02.5428-2007扶梯栏杆柱冲孔工作过程
Q/TGJ02.5428-2007扶梯栏杆柱冲孔工作过程如图4所示。
Q/TGJ02.5428-2007扶梯栏杆柱冲孔时使用定位点为:①孔1冲制:端部定位2、定位孔3;②孔2冲制:定位孔1。冲孔步骤与上述Q/TGJ02.5429-2007平台栏杆柱冲孔工作过程类似。
图4 扶梯栏杆柱冲孔工作过程示意图
3 关键部件设计
3.1 内支撑芯棒
内支撑芯棒[3]结构如图5所示。芯棒毛坯料与连接杆焊接连接,保证直线度,焊后加工芯棒直径及芯棒通孔。
1-油缸与连接杆接头;2-连接杆;3-芯棒
内支撑芯棒是栏杆柱冲孔实现的核心部件。初试试验,栏杆柱冲孔模具有外支撑结构、无内支撑结构,仅能冲制直径小于Φ9 mm的孔,Φ19 mm孔径冲制时直接造成栏杆柱冲孔部位坍塌变形。因此栏杆柱Φ19 mm孔冲制必须设计支撑芯棒装置,而且内支撑芯棒装置需考虑避让1″水煤气管子内壁焊缝。
试验选择了两种规格的芯棒直径,芯棒直径与冲孔边缘凹陷值对应关系如表2所示。实验结论选用Φ26.8 mm直径的芯棒,其穿管间隙、冲孔质量均能满足要求。

表2 芯棒直径与冲孔边缘凹陷值对应表 mm
3.2 芯棒位移液压缸机构
芯棒位移液压缸机构是通过液压缸动力、行程实现内支撑芯棒机械化穿入栏杆柱[4],如图6所示。
栏杆柱穿过芯棒最小距离为227 mm,最大为535 mm。栏杆柱内径与芯棒外径单边间隙为0.1 mm(为保证冲孔成形质量)。而且原材料管子存在椭圆度偏差。人工穿管无法实现,又因为芯棒属于直线往复运动,因此采用液压缸动力,芯棒穿管用时2秒/次。

1-液压缸;2-油缸与连接杆接头;3-连接杆;4-芯棒
4 冲孔试验结果
试验用工件:两种规格栏杆柱各10根。
冲孔质量:孔边缘凹陷小于0.5 mm。
冲孔用时:20根栏杆柱冲孔平均用时35秒/根。
5 结论
本文研究设计了一台大孔径比栏杆柱专用冲孔设备,并进行了冲孔试验,得出以下结论:
(1) 栏杆柱冲孔质量满足产品设计要求。
(2) 生产效率方面:1名工人、8小时加工820根(35秒/根),满足栏杆柱孔加工产能需求。
(3) 栏杆柱专用冲孔设备的成功研制,为大孔径比管材冲孔提供了技术支持。