典型零件数控铣床加工工艺路线分析
2020-05-18曾凡毅廖齐伟
曾凡毅 喻 涛 廖齐伟
(江西省化学工业高级技工学校机电教研组,江西 南昌 330039)
一、数控铣床简介
数控铣床就是将加工过程所需的各种操作(如主轴变速、松夹工件、进刀和退刀、开车与停车、自动开停切削液等)和步骤以及工件的形状尺寸用数字化的代码表示,通过介质将数字信息送入数控装置,数控装置再对输入信息进行处理与运算,发出各种控制信号,控制机床的伺服系统或其他驱动元件,自动加工出所需工件的机床。数控铣床按组成可以大致分为两部分:
1.机械部分及其参数
(1)工作台:加工零件的工作平台,尺寸由加工零件的大小决定,
(2)主轴:主轴的工作方式。转速,主轴电机的功率,
(3)进给部分:机床X、Y、Z三个坐标方向的可移动距离,速度大小,摆角范围及速度.
2.数控系统
数控系统由输入输出设备、通信设备、数控装置、可编程控制器、伺服驱动装置和测量装置。数控装置是数控系统的核心,数控装置有两种类型:一类是完全由硬件逻辑电路的专用硬件组成的数控装置即NC装置;二类是由计算机硬件和软件组成的计算机数控装置即CNC装置。由于计算机技术的不断发展,特别是微处理器和微型计算机广泛应用于数控装置后,现在NC装置已逐步被CNC装置所取代。
数控系统的硬件除了一般计算机具有的CPU、eprom、RAM接口外,还具有数控位置控制器、手动数据输入接口、视频显示接口和PLC接口等。
数控系统的软件分为管理软件和控制软件两类。管理软件用来管理零件程序的输入、输出、刀具位置、系统参数、零件程序显示、机床状态及报警,故障诊断等。控制软件由译码、插补运算、刀具补偿、速度控制、位置控制等软件组成。
系统程序存于计算机内存储器。所有的数控功能基本上都依靠该程序来实现。硬件是软件活动的物理基础。而软件则是整个系统的灵魂,整个CNC装置的活动均依靠系统软件来指挥。
二、数控铣床的特点
1.加工精度高,质量稳定
数控铣床一般不需要多次装夹,定位精度高;传递系统更紧凑,传递过程中的误差更小;一般数控铣床都有反馈装置,可以由数控装置进行补偿。所以,加工精度高。同一批零件,机床相同,程序相同,刀具一样,所以加工质量稳定。
2.生产率高
数控铣床一般不需要多次装夹,换刀时间短,会节约很多辅助时间;机床主轴转速和进给范围大,移动部件移动速度快。因此,生产效率高。
3.改善劳动条件,具有高度柔性,利于实现自动化
操作者只需完成前期准备工作后,机床能自动加工,劳动强度大大降低。更适合单件、小批量及新品的开发,缩短准备周期,节省大量工艺装备的费用。可预先估计加工时间,刀具、夹具、量具都可进行规范,所以生产管理易于实现现代化。
三、数控铣床典型零件加工工艺分析与程序编制
加工工艺:
在HNC-808数控铣床上加工上图所示零件,材料为铝合金,毛坯为100*100*30mm的长方体。
零件图工艺分析
该零件由平面、曲面和孔组成,其中孔的精度为7级,平面的尺寸误差为±0.03mm和±0.05mm,零件材料为铝合金,切削加工性能比较好。
确定装夹方式
根据零件结构特点,选用机用平口虎钳加紧,虎钳带有两个平行夹持平面的通用夹具,靠两工作面来保证工件的平行度、垂直度等形位公差,装夹过程简单快速。
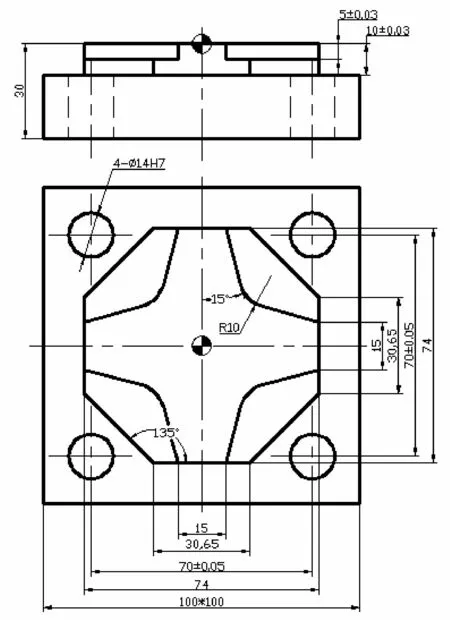
图1 零件加工
确定加工顺序
加工时按照先粗后精的原则进行,先粗加工八边形,然后精加工带圆弧的外轮廓,最后钻孔、铰孔。
刀具选用:
T01为Ø20mm的立铣刀铣八边形,T02为Ø14mm的立铣刀铣带圆弧的外轮廓,T03为中心钻,T04为Ø13.8mm的钻头钻Ø14mm的孔,T05为Ø14mm的铰刀铰孔。
切削用量的选择
该零件材料为铝合金,切削性能较好,粗加工留0.5mm的余量,以保证精加工时能加工出符合要求的零件。选择主轴转速与进给速度时,查《切削用量手册》,确定切削速度,根据公式n=1000/d计算出进给速度值。
