瓷砖生坯调头机结构分析
2020-05-15梁丁
梁丁

摘 要:本文介绍了一个瓷砖烧结前砖坯90°调头机成功应用案例,它针对瓷砖烧结前生坯强度低,受力易产生组织内裂的特点,通过气缸夹持坯料载具,电机旋转,接近开关控制旋转角度,实现砖坯旋转转向。
关键词:平皮带调头;顶升旋转调头;双气缸对中机构
1 前 言
日前我司在四川宜宾某陶瓷厂承建了一条釉线生产线。产品规格:600mm×300mm×60mm透水砖,垫板规格625mm×325mm×10mm;300mm×300mm×55mm透水砖,垫板规格325mm×325mm×10mm;200mm×100mm×50mm透水砖,垫板规格225mm×125mm×10mm。产量:1300平方米/天。窑炉烧结前有一段生产线为平皮带调头机,600mm×300mm×60mm透水砖生坯需在此处旋转90°,其它产品直接通过。由于坯料未经烧结,要求调头过程平稳,不能受力,以免损伤砖坯。
2 两款调头机原理及结构
2.1 平皮带调头机
开始设计的调头机结构如图1所示。主要由机架、斜齿轮减速电机组件A、主动传动辊A、皮带A、被动传动辊A、斜齿轮减速电机组件B、主动传动辊B、皮带B、被动传动辊B、光电开关、过渡轮组件等零部件组成。其工作原理是砖坯垫板经过渡轮组件1流入调头机,光电开关4发信号给PLC,通过变频控制2及9两组减速电机组件不同速度转动,通过3及11两组主动传动辊,带动两组皮带5及8以不同速度工作,砖坯垫板跨在两组皮带上,一头走得快,一头走得慢,从而实现90°调头。这款调头机调试过程中出现一个问题:电机转速等参数设定相同情况下,有的砖坯垫板转向角度不足,只有约60°;有的砖坯垫板转向角度过大,约120°;反复调整电机参数不能解决,砖坯垫板转向角度不稳定。经排查找到原因,由于垫板经窑炉烘烧,各垫板变形不一致,致使垫板与皮带接触不良,导致转向不稳定。
2.2 顶升旋转调头机
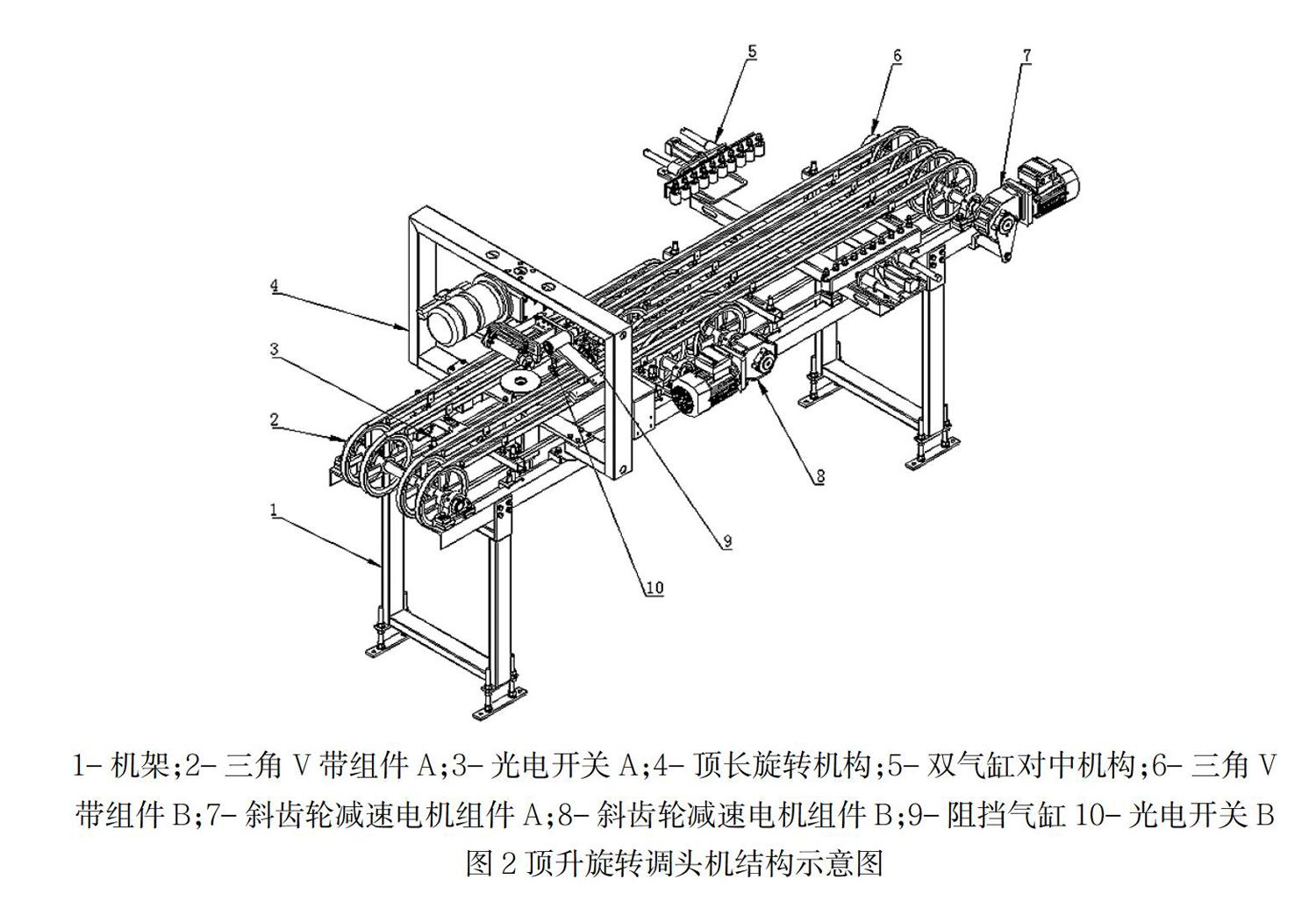
针对垫板变形不一,设计出另一款调头机,结构如图2所示。主要由机架、三角V带组件A、光电开关A、顶升旋转机构、双气缸对中机构、三角V带组件、斜齿轮减速电机组件、斜齿轮减速电机组件B、阻挡气缸、光电开关B等零部件组成。其工作原理是砖坯垫板流经光电开关3,光电开关A发信号给PLC,控制后面生产线处等待送料状态,斜齿轮减速电机组件8带动三角V带组件2使砖坯垫板前行至光电开关10处,阻挡气缸9升起,顶升旋转机构实现90°调头(其工作流程下节详述),阻挡气缸9复位,斜齿轮减速电机组件7带动三角V带组件6送砖坯垫板至双气缸对中机构5处,两气缸打出纠正顶升旋转机构角度的偏差,气缸复位,一个工作周期结束。
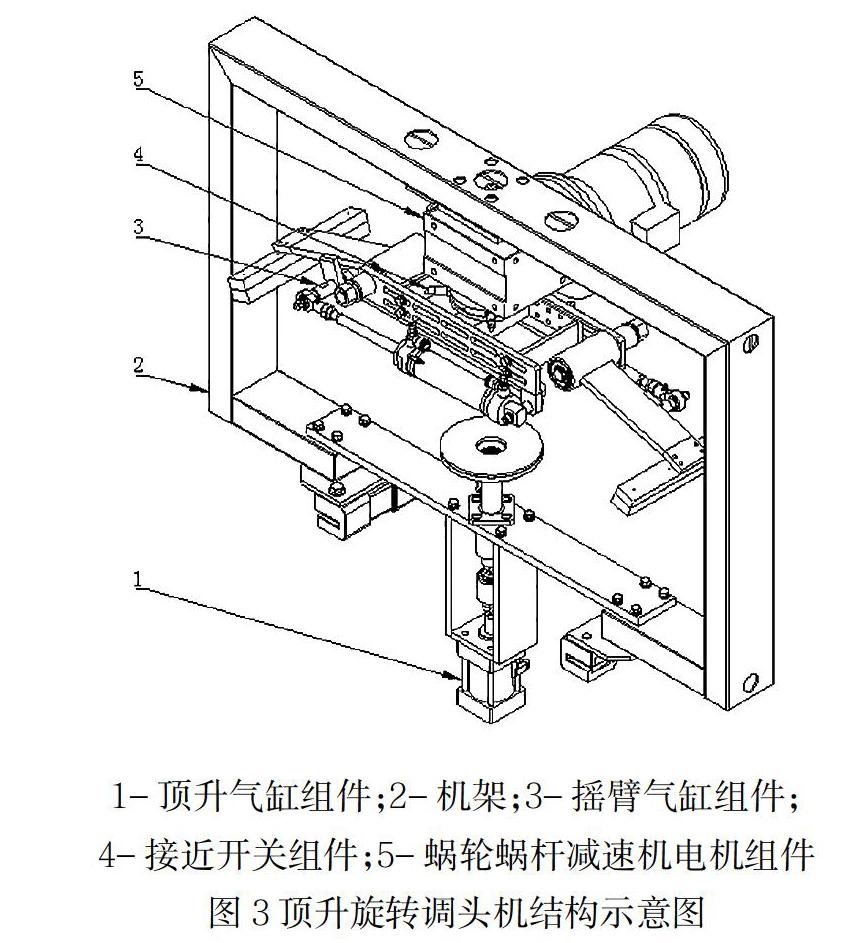
顶升旋转机构结构图如图3所示。其工作原理是顶升气缸组件1将砖坯垫板升起脱离皮带面,摇臂气缸组件3收回夹紧垫板(注意:只夹住垫板,无接触砖坯,如图4),蜗轮蜗杆减速機电机组件5转动90°(如图5),摇臂气缸组件3复位,将砖坯垫板放在顶升气缸组件1上,蜗轮蜗杆减速机电机组件5复位,顶升气缸组件1复位,将砖坯垫板放在皮带面上,工作周期结束。
该机构调试运行转向稳定,对砖坯无损害,能满足产量要求,零件易于制作,成本低廉。
3 结 语
查找转向不稳定原因时走了不少弯路,开始以为皮带与垫板打滑,于是在皮带表面粘花纹胶皮以加强摩擦力,结果无改善;又将其中一条皮带沿宽度方向剪去一半,结果也无改善。后来发现垫板变形,于是将垫板顶离皮带,旋转到位后才放回皮带面,实现转向目的。分析问题思路很重要,是解决问题的先决条件,遇问题要“三思而后行”。
