陶瓷工业辊道窑窑体散热分析与节能措施探讨
2020-05-15黄秀文
黄秀文


摘 要:陶瓷工业窑炉是陶瓷工业生产的关键设备,也是能耗最大的热工设备。本文以行业应用较为广泛的辊道窑为例,通过对不同筑炉材料组合结构的综合传热系数、热流密度和各层筑炉材料温度场的传热过程进行计算分析,采用高性能耐火保温绝热材料,能显著减少窑体散热。另外,通过对辊道窑上传动辊棒等特殊部件形成的热桥效应进行分析,从生产管理角度保证窑体密封保温,降低窑体局部的散热损失,减少窑炉运转能耗。最后,对于窑炉在生产过程中降低能耗与节能减排措施提出其它方面着手点,以进一步提高窑炉的能源利用率。
关键词:陶瓷工业;辊道窑;窑体散热;热桥效应;节能措施
1 前 言
陶瓷工业窑炉是陶瓷工业生产中最重要的工艺设备之一,对陶瓷产品的产量、品质以及成本起着关键性的作用。在建国初期,整体工业基础较为薄弱,陶瓷工业生产设备在很长一段时期里,与世界工业发达国家存在着较大的差距。自改革开放以来,随着国内陶瓷工业的蓬勃发展,通过引进、消化吸收国外的先进设备与技术,我国在陶瓷工业设备制造领域取得了飞速的发展。再经广大技术人员这二十多年来的自主研发与创新,目前我国在陶瓷工业领域已取得了较大的成就,逐渐在市场上占据主导地位。智能制造工业4.0已成为陶瓷工业生产设备的发展方向。
陶瓷工业窑炉是陶瓷工业生产的关键设备,也是能耗最大的热工设备,其能耗占生产总能耗的60%以上。窑炉的节能减排是生产企业技术进步和可持续发展的必然选择,与窑炉相关的节能措施也成为陶瓷领域中最热点的问题。目前,在陶瓷工业生产上辊道窑的应用较为广泛,特别是建筑卫生陶瓷生产,因为产量大,耗能为陶瓷行业之首。本文从陶瓷工业辊道窑窑体结构传热过程的角度分析,通过计算分析采用不同筑炉材料组合结构以及窑体特殊部件形成的热桥效应,为优化窑炉耐火隔热结构,减少窑体散热,探索节能减排措施探讨提供技术依据。
2 窑体耐火隔热结构散热分析
陶瓷工业窑炉窑体筑炉材料及其厚度的选择是窑炉设计的关键之一,需要对不同的窑体耐火隔热结构进行传热计算,并进行分析比较,综合考慮窑炉筑炉材料投入成本、使用寿命和运行能耗三个方面因素对比分析而确定窑体结构方案。一般须遵循以下原则:①选用的材料长期允许使用温度必须大于其所处位置的最高温度;②尽可能使窑体散热损失要小;③考虑各耐火隔热材料的综合成本。
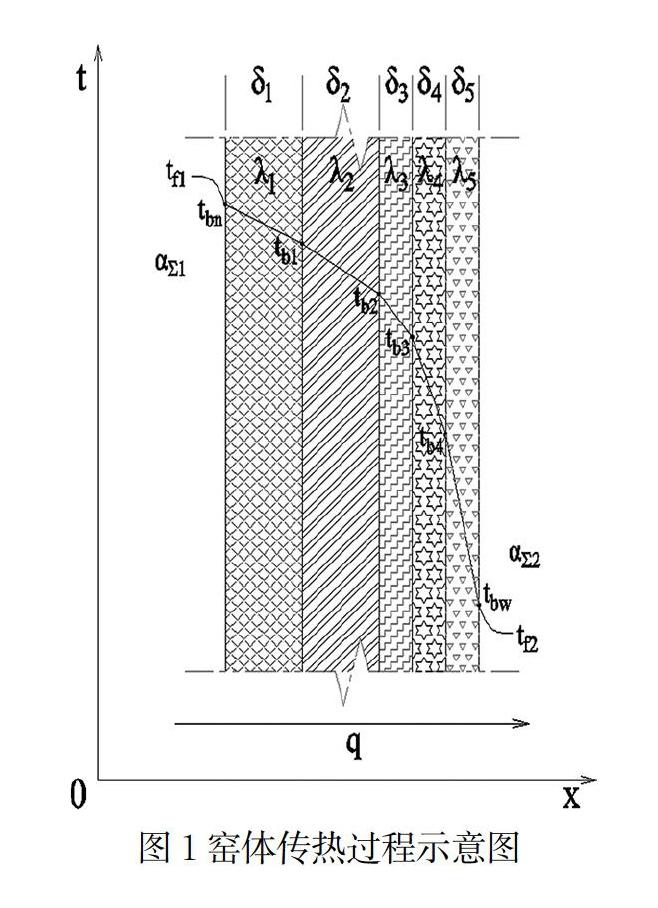
窑炉窑体散热为多层平壁传热过程,具体热量传递见图1所示:①窑内高温气体介质通过热对流和热辐射把热量传递给窑内壁;②经窑体筑炉材料由内向外热传导把热量传递给窑外壁;③窑外壁通过热对流和热辐射对周围环境空气进行热量传递。
图中,q是单位时间内通过单位面积传递的热量,即热流密度。在稳态情况下,通过串联着的上述三个环节的热流密度应该是相同的,则可得出传热方程式表示如下:
q= (1)
式中:q——热流密度,W/m2;tf1——窑内高温气体介质温度,℃;αΣ1——窑内气体与壁面间的综合传热系数,W/(m2·K);tbn——窑内壁表面温度,℃;tb1、tb2、tb3 …——窑体各层冷面温度,℃;tbw——窑外壁表面温度,℃;tf2——窑外周边环境空气温度,℃;αΣ2——窑外空气与壁面间的综合传热系数,W/(m2·K);δ1、δ2、δ3 … ——各层筑炉材料的厚度,m;λ1、λ2、λ3 … ——各层筑炉材料的导热系数,W/(m2·K)。
一般窑内壁表面温度即为窑内温度测量仪表显示温度,为已知条件,则计算式可从tbn开始。由于窑外表面温度较低,一般小于100℃,热量传递以热对流方式为主,窑体外壁的对流辐射综合传热系数,取15~20W/m2,窑外周边环境温度(即车间温度)为30℃。目前,典型陶瓷工业辊道窑烧成温度≤1250℃时,窑墙厚度一般为300~400mm。此处窑内壁表面温度为1250℃,各层筑炉耐火隔热材料(由内向外)结构如表1所示。
参考各耐火材料主要供应厂家的产品手册的筑炉材料性能参数,各层筑炉材料的导热系数按各自平均工作温度下的导热系数取值,带入式(1)中分别计算得出窑体散热的热流密度与窑内、外壁表面温度、窑体各层冷面温度如表(2)所示。
相互比较上述四种窑体筑炉耐火隔热材料结构可得出:①结构Ⅱ和结构Ⅲ在结构Ⅰ的基础上仅采用25mm厚的纳米微孔绝热板代替25mm厚的陶瓷纤维板,但是通过计算得出结构Ⅱ和结构Ⅲ的热流密度分别减少16.5%和18.2%,窑外壁表面温度分别降低7~8℃,节能效果较为明显;②结构Ⅱ和结构Ⅲ区别为纳米微孔绝热板所处位置的不同,结构Ⅲ窑体的热流密度更小,纳米微孔绝热板热面、冷面两侧温降也更大,所以纳米微孔绝热板处在相对较低温环境下,起到的保温绝热效果也更好;③结构Ⅳ与结构Ⅰ比较,窑体筑炉材料利用高性能耐火保温绝热材料,可减小窑体筑炉材料厚度、降低窑体散热和节约空间。
3 辊道窑传动辊棒散热分析
陶瓷工业辊道窑是由一系列平行排列的辊棒在窑内构成辊道,每根辊棒均横穿窑墙支撑在窑墙外两侧,由传动系统带动辊棒统一转动,辊棒承载制品按预定的速度由窑炉进口经预热带、烧成带、冷却带移动,完成烧成工艺。辊棒是组成辊道窑的基本部件之一,辊棒在窑内不断转动,承载制品的重量,同时要经受窑内高温,其质量的好坏直接影响到煅烧制品的品质。因此,要求辊棒的性能好、能满足使用要求、成本低。
目前,陶瓷工业辊道窑上使用辊棒的材质主要有金属材料和非金属材料。金属材料辊棒主要为普通无缝钢管,使用温度在450℃以下、非腐蚀介质气氛中,常用于冷却带后段和辊道式干燥窑。非金属材料辊棒主要为陶瓷管辊棒和碳化硅管辊棒,陶瓷辊棒使用温度一般在1300℃以下,烧成温度达1300℃以上时一般采用碳化硅辊棒。辊道窑辊棒材质和规格的选择,与窑内温度、气氛和承载制品载荷等有直接关系,需要专业人员计算分析确定,此处就不做叙述。
