基于产能提升的板框过滤机过滤能力验算分析
——以汽车涂装车间产能升级后板框压滤机验算分析为例
2020-05-14刘晓明
◎刘晓明
一、板框过滤机综述
板框式过滤机(plate and frame filter)是压滤机的一种,是应用较为广泛的过滤设备。但随着各产业的高速发展,企业面临原有生产设备是否适应新产能提升后的能力需求等问题,原有板框式过滤机过滤能力是否能满足新的生产工艺要求,需要重新进行验算分析。
本文以汽车产业涂装车间前处理区域增产新车型,总产能由原30 台/h 升级到60 台/h 后,对现有板框压滤机过滤能力进行验算分析为例,总结基于产能提升的板框压滤机工作能力验算分析方法,并指导相关板框过滤机的选型分析。
压滤机由交替排列在支架上并可在架上滑动的滤板和滤框组成,单块板框为矩形中空框,分为洗板、非洗板及中隔框。在框的边角部位厚度中心线上有与板面平行的小孔,通过角部垂直于板面的通孔与板面两侧相通,以形成流体流动通道。板框过滤机是一种间歇式加压过滤机。每个操作循环可分为装合、过滤、洗涤、卸渣、整理等阶段。具体步骤为,在板框间装置滤布,并交替排列压紧在支架上:将滤浆引入框内,通过滤布截留滤渣并在框内形成滤饼,清液则流人相邻板沿的边角孔引出。滤渣积聚到一定程度后停止过滤,反向引人清水洗涤,然后松开板框,卸去滤饼,清洗滤布、板框.准备下一循环。压滤机结构简单,滤饼含湿量低,洗涤充分,但操作不连续,劳动强度大。
二、板框过滤机原理及应用
板框式过滤机是由滤板、滤框、头板、尾板、托梁和压紧装置等组成。滤板和滤框交替排列并架在一对轨道上,板框式过滤机的滤板和滤框的数目,由过滤机的生产能力及滤浆的情况决定。滤板具有棱状的表面,其边缘略为突出,滤框为一中间空廓的框架,它们多成正方形。滤板和滤框的角端均有开孔,它们装合并压紧后即构成了供滤浆和洗涤的流通孔道。滤板与滤框之间放置滤布;两块滤板、两块滤布夹一块滤框就形成了一个滤框中空的滤室;一块滤板、一块滤框相间叠合连同滤布就构成了板框式过滤机的一个过滤作业空间。这样的一组板框,整合后放在机架上的头板、尾板之间并压紧就可以进行过滤操作。基本结构组成如下:1.进料支架;2.吊车运输固定点;3.滤板组滤板;4.压紧板;5.主梁;6.带液压缸的液压支架;7.控制柜;8.液压站;9.接液盘/翻板;10.滤液槽;XI.滤浆入口;XII.滤液出口。
磷化槽液的化学作用使脱脂和活化后的汽车车身金属表面沉积一层磷酸锌膜层。作为此处理过程中的副产品会生成磷酸铁。在磷化槽里产生的稀泥浆是可溶性铁的沉淀。为了防止泥浆沉积在处理过的车身表面上,必须不断地清除槽中的泥浆。
涂装车间前处理磷化槽PP041 在生产处理过程中产生过量磷酸盐淤渣沉积在浸泡槽底部。
淤渣泵吸入磷酸盐淤渣悬浮液以及槽底部料斗中的槽液,然后将其泵送至压滤机,滤液从压滤机回流至磷化槽PP041中。
排空压滤机时,淤渣通过一条大斜槽落入位于斜槽下方0 m 地面标高处的一辆淤渣推车中。淤渣泵布置在0 m 地面,压滤机则安装在+7 m 地面标高处,磷化浸泡槽旁边。
三、板框过滤机生产能力校核
随着BMW 汽车销量的不断攀升,现有涂装车间产能急需提高,预计原产能将从35u/h 提高到62u/h。由于单位小时内的产量提升,导致单位时间内前处理磷化槽产生的磷酸盐浴中的污泥量增加,压滤机的过滤时间(压滤机满负荷前的时间)将减少。为了满足生产能力提升至62u/h的需求,必须重新校核评估现有板框过滤机的生产能力。
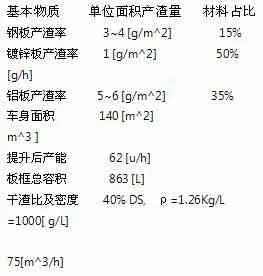
表1

表2
1.基于板框过滤机容量的校核。
(1)基于62u/小时产车产生的DS 污泥总量。单台车产生的DS 污泥量=(车身面积*钢板比例*产泥率)+(车身面积*镀锌板比例
*产泥率)+(车身面积*铝板比例*产泥率)

62u/小时产生的DS 污泥总量=单台车产生的DS 污泥量*62[u/h]

(2)当前压滤机容量。当前压滤机容量=当前压滤机总容积*DS 占比*污泥密度

(3)压滤机容量校核。校核条件:满足单个生产工作日双班生产,8.2 h/shift。
压滤机充满所需过滤时间(生产工时)=434.952/25.606=17 小时
结论:2*8.2=16.4<17,故当前板框过滤机可满足产能提产至62u/小时后,单个生产工作日的过滤需求。
2.基于板框过滤机供料泵流量的校核。
(1)基于污泥在磷化液中停留时间的流量校核。Q 流量=槽容积/槽内污泥停留时间
Q 流量=246.5/4=61.625[m3/h]
泵额定流量75[m3/h]>61.625[m3/h],故现有泵额定流量满足提产后的容量需求;
(2)基于磷化槽污泥DS 设定值的流量校核。
Q 流量=每小时总污泥产生量/槽中干污泥设定值
Q 流量=25606/450=56.90[m3/h]
泵额定流量75[mm3/h]>56.90[m3/h],故现有泵额定流量满足提产后的容量需求;
(3)基于Imhoff 锥斗试验内污泥体积设定值的流量校核。
Q 流量= 每小时产生的污泥总量/(ρ=1000g/L)/(设定值Imhoff*DS 百分比)

泵额定流量75[m3/h]>56.902[m3/h],故现有泵额定流量满足提产后的容量需求;
结论:面对产业高速发展,原有设备是否能满足新的生产标准,首先进行验算分析,然后根据结论进行设备改造提升。本文基于板框过滤机容量和板框过滤机供料泵流量,对现有设备由3ou/h 提产至60u/h 后的生产实际进行了校核,结论表明现有设备可以继续使用,无需增加额外板框过滤机能力或是增加一台板框过滤机设备,既为企业节省了成本,也明确了现有设备的极限产能,为将来可能发生的各种生产情况提供准确的数据支撑。