改性聚丙烯薄膜防黏性能验证及包装应用
2020-05-14杨福馨
隋 越 杨福馨 - 程 龙 徐 韬
(上海海洋大学食品学院,上海 201306)
酸奶是一种备受欢迎的保健食品[1],生产商家想要在竞争日益激烈的酸奶产业中脱颖而出,除了要对酸奶的风味进行改进和创新,在价格方面进行调整外,也要在其用来提高附加值的酸奶包装上进行改革和创新,因此,各商家将重点放在酸奶的外包装上[2-3]。包装的创新包括包装设计和包装材料的研发,日常生活中,连杯酸奶在饮用后仍会有大量粘附在杯壁,不仅降低了购物体验,还会造成浪费。如何解决酸奶包装材料使酸奶剩余量减少是亟待解决的问题[4]。吴小鸣等[5]研制出人工仿生荷叶薄膜,这种薄膜实际上是一种人造高分子薄膜,具有不沾水和不沾油的性质,但制作工艺繁琐,且未与其他薄膜进行对比;郝利荣[6]研究了有机氟、硅油改性聚苯乙烯,但对薄膜防黏效果的验证方法介绍甚少。
试验拟验证改性薄膜的防黏连效果,检验改性薄膜的安全性以及测量并记录用改性薄膜包装后的酸奶的营养成分及品质变化等,在追求安全的基础上使酸奶残留量更少,将防黏效果的验证简单有效化,旨在为酸奶提供有效的包装,为防黏薄膜提供有效验证方法。
1 材料与方法
1.1 材料与仪器
1.1.1 材料与试剂
PPMDP5树脂、聚丙烯树脂:中国石油天然气股份有限公司;
聚四氟乙烯改性聚丙烯薄膜、硅油改性聚丙烯薄膜、未改性聚丙烯薄膜:上海膜益信息科技有限公司;
酸奶:蒙牛风味酸牛奶(样品a)、光明碧悠酸牛奶(样品b)、伊利原味发酵乳;
乙酸、乙醇、高锰酸钾、硫化钠、甘油、氢氧化钠、草酸、草酸钠:分析纯,国药集团化学试剂有限公司。
1.1.2 主要仪器设备
转矩流变仪:XSS-300型,上海科创橡塑机械设备有限公司;
双螺杆挤出机:LSSJ-20型,上海科创橡塑机械设备有限公司;
流延机:LYJ-300型,上海科创橡塑机械设备有限公司;
切粒机:SG-20型,上海科创橡塑机械设备有限公司;
接触角测量仪:JC2000D1型,上海中晨数字技术设备有限公司;
超低温冰箱:DW-86L286型,—80 ℃,青岛海尔股份有限公司;
真空冷冻干燥机:FD-2D-80压盖挂瓶型,上海继谱电子科技有限公司;
分析天平:SZGA30002型,苏州博泰伟业电子科技有限公司;
塑料薄膜封口机:FR-300A型,上海翔一包装机械有限公司;
恒温水浴锅:DF-101S型,上海继谱电子科技有限公司。
1.2 试验准备
1.2.1 试验用薄膜 将改性剂聚四氟乙烯、硅油以表1中比例与母粒聚丙烯充分混合均匀,将其加入到已预热好的双螺杆挤出机中,通过双螺杆挤出机的共混,熔融挤出,用切粒机将其切断获得大小合适的颗粒,获得所需的改性不黏聚丙烯树脂母粒,其中双螺杆挤出机的参数为:1~7区的温度分别为165,170,175,180,180,175,170 ℃;双螺杆转速30 r/min。将制备好的改性母粒直接加入到已预热好的流延机中,流延成膜,其中流延机1~7区的温度分别为165,170,180,185,185,175,170 ℃,转速60 r/min。
1.2.2 酸奶包装
(1)包装袋的准备:将未改性的聚丙烯薄膜和表1中除市售薄膜外的所有改性薄膜以8 cm×6 cm的尺寸裁剪后,用热封机热封成袋,每一编号的薄膜准备6个备用。

表1 试验用薄膜组合
(2)酸奶装袋:各称取40 g酸奶样品a和样品b,装入已准备好的包装袋中,标记后将已包装好的样品放入与原杯酸奶所处条件相同的冷藏室中贮藏。
1.3 性能测试
1.3.1 接触角的测定(CAM) 参照文献[7]的方法并略作修改。以酸奶为介质,通过测量酸奶与薄膜表面接触角的大小来初步检测薄膜的防黏性能。选取试验用薄膜裁剪成3 cm×2 cm的样品,用注射器滴2 μL酸奶(伊利原味发酵乳)于薄膜表面,采用接触角测量仪固定图像并任意选取5点进行接触角的计算[8],以未改性的聚丙烯PP薄膜为对照,每个图像测量5次,取平均值[9-10]。
1.3.2 防黏效果验证 以酸奶在薄膜上的剩余量为直观表现,分别采用两种不同的方法测量残留量进行验证实验。方法一结束后评选效果最优的薄膜,将其采用方法二与原杯膜再次进行防黏效果验证。
(1)方法一:① 将未改性聚丙烯片材与试验所制得片材裁剪成4 cm×6 cm的样品,称量每个片材样品的质量(X),备用;② 从冰箱中取出酸奶样品a,开盖后称量酸奶杯及酸奶的质量(Y),将剪裁好的样品垂直全部没入酸奶中,并旋转3圈使片材表面充分接触酸奶,垂直静置1 min取出,称量剩余酸奶质量(Y1);③ 将取出后的粘有酸奶的片材垂直静置1 min,称取静置后片材及其附着酸奶的总质量(T);连续测量7 d,每个样品测量3次,按式(1)计算酸奶残留量。
(1)
式中:
潜水轴流泵和传统水泵相比,辅助设备少,能大大减少故障出现概率,提高设备可靠性;操作程序也相对简单,有利于提高设备自动化程度;同时由于潜水轴流泵散热效果好,也有效延长了泵机组的使用寿命。
R——酸奶残留量,%;
T——酸奶的总质量,g;
X——片材质量,g;
Y——开盖后未引用酸奶杯及酸奶质量,g;
Y1——剩余酸奶质量,g。
(2)方法二:① 按市面上联杯酸奶的尺寸加工成酸奶杯,灌装酸奶低温冷藏7 d后,打开食用,保证酸奶残留量均为3.00 g;② 将食用后有残留酸奶的酸奶杯分别使其从1 m高处做自由落体运动(见图1),跌落5次,称重,按式(2)计算跌落前后酸奶质量比,每个包装平行3次。
(2)
式中:
f——跌落前酸奶质量,g;
t——跌落后酸奶质量,g。
1.3.3 改性薄膜卫生性能测量 按GB/T 5009.60—2003执行。试验样品为经防黏效果测量后优选的薄膜。

图1 酸奶自由落体试验设计图
2 结果与分析
2.1 酸奶接触角测试结果
由图2可知,A、B、C 3组的接触角随硅油含量的增加而增大,由81.38°增大到85.97°,是由于增加硅油含量,薄膜的表面能越来越低[11],酸奶越不易粘附于薄膜表面,薄膜接触角越大,说明添加硅油使疏水性增大。D、E、F、G的接触角随PTFE含量的增加呈先增大后减小趋势,由88.15°先增大到99.84°再减小至85.33°,可能是PTFE含量增多使得薄膜表面粗糙度增加,研究[12-13]表明,薄膜表面粗糙度的增大会导致接触角增大,说明酸奶在由PTFE改性的薄膜上的附着力变小,薄膜的防黏连性能较好。综上,C组和E组改性薄膜的接触角最优,可作为酸奶的包装使用。
2.2 不同包装条件下酸奶残留量测试结果
由表2可知,改性薄膜A、B、C、D、E、F、G经试验后的薄膜不粘效果均比未改性的聚丙烯薄膜的好,其中薄膜E的不粘效果最好,酸奶残留量为26.61%,其次为薄膜C,其酸奶残留量为28.67%;市面上已应用的防黏连薄膜的酸奶残留量为30.65%,故经改性的薄膜C和薄膜E的不粘效果比未改性的聚丙烯薄膜的好,且更优于市面上已应用的其他同性能的薄膜,由于聚四氟乙烯和硅油表面能很低,使薄膜具有更好的防黏连效果,能有效地减少酸奶与薄膜间的黏附性。
由表3可知,经方法一验证后效果最优的薄膜C和薄膜E在跌落试验后残留的平均质量比明显低于原杯膜的,平均质量比越小即酸奶残留量越少,表明经薄膜C和薄膜E包装后的酸奶残留量远小于原杯膜,进一步说明改性后的薄膜的防黏连性能远远优于原杯膜,证明此研究达到效果且可足够应用于实践与生产。

图2 薄膜的接触角测试结果
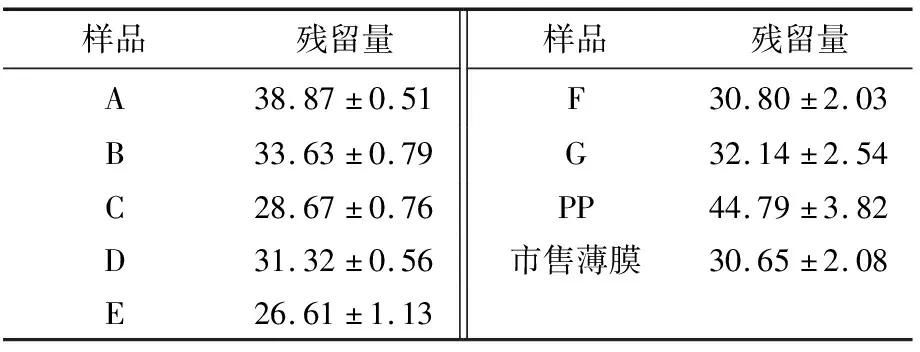
表2 薄膜的防黏效果(方法一)
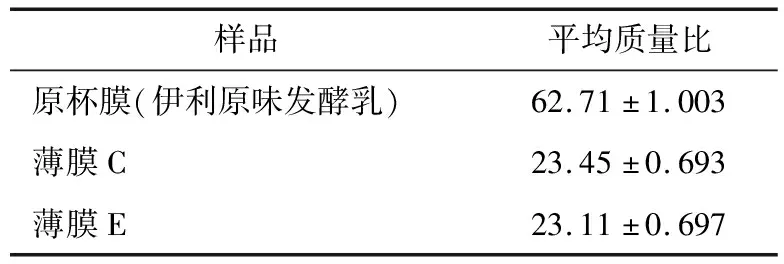
表3 自由落体后酸奶残留量(方法二)
2.3 改性薄膜的卫生性能
由表4可知,经改性后的薄膜C和薄膜E的各项指标均符合GB/T 5009.71—2003的规定,说明改性后最优组合的薄膜C和薄膜E在最大程度地降低酸奶残留量的同时也没有安全隐患,可以放心用于食品包装。
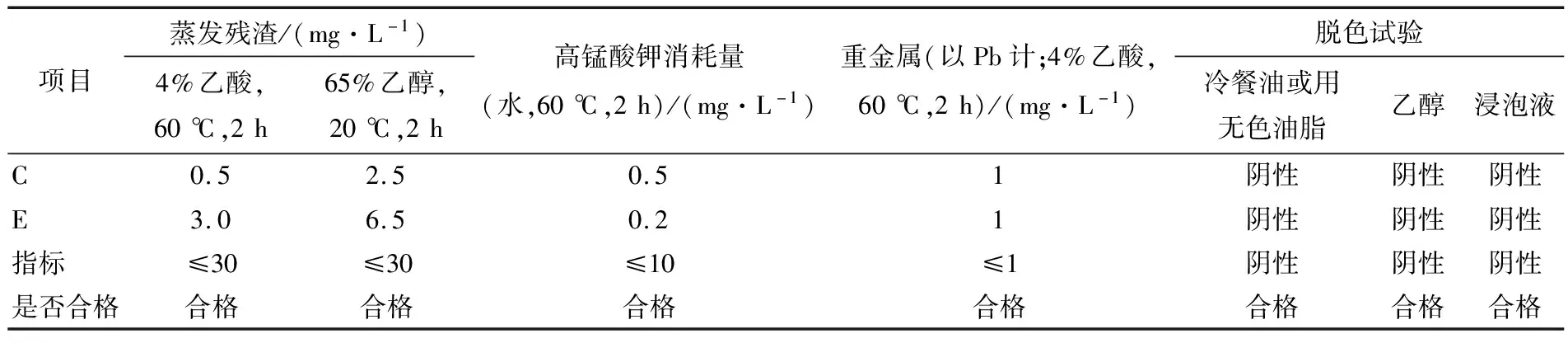
表4 安全性能检测结果
3 结论
酸奶在改性薄膜和未改性薄膜上的接触角表明,改性防黏薄膜的接触角大于未改性聚丙烯薄膜的,疏水性极佳,且防黏连性能测试进一步验证了改性薄膜的最佳配方为7%硅油+93%聚丙烯和8%聚四氟乙烯+92%聚丙烯;经两种方法测试酸奶在改性薄膜的残留量得出:改性薄膜的性能均优于市面已有防黏薄膜的,且最佳配方的薄膜的防黏效果优于原杯膜;薄膜的卫生性能表明,改性薄膜符合GB/T 5009.71—2003的规定,其安全性高,对包装物无影响,可应用于实际食品的包装。后续可将改性薄膜进行多次造粒流延,使改性剂更加充分地与聚丙烯母粒进行融合;可将改性薄膜应用于酸奶的包装,并与原杯酸奶进行风味比较及酸奶成分的变化等。