和纸与古糊在日本挂轴装裱中作用的探析
2020-05-14何韵旺
何韵旺
(广州美术学院,广东广州 510261)
0 引 言
日本传统的书画作品大多以纸、绢为支持体,其装裱形态可分为轴装(挂轴、手卷)、帧装(屏风、隔扇、额)、帖装(手册、画帖)三大类。其中,轴装中的挂轴装裱顺序与中国大体相同,但纸张、浆糊等材料的选用上更为细致,尤其是被认定为重要文化遗产的书画修理、重新装裱时,需要严格筛选传统手工和纸与精制浆糊。在装裱的不同阶段使用不同的和纸,并结合不同性质的浆糊(新糊、古糊),以达到裱件平坦不瓦、挺拔美观的效果。
1 和纸与日本的挂轴装裱
1.1 和纸及其意义
所谓“和纸”是明治以后伴随西洋纸(洋纸)的输入而诞生的名词,与近代“日本画”的称谓具有相似的内涵[1]。传统的和纸以楮、三桠、雁皮树等树皮的纤维为主要原料手漉而制,但现在的和纸生产技术是应对19世纪从西方导入的纸浆造纸术而完成变革的产物。和纸的发展历史是为了满足不同社会阶层与时代对纸张的需求而进行的各种改良、演变的结果。据《日本书纪》载,推古天皇十八年(610年),高句丽贡僧曇徵将造纸术带到日本,但当时所造多为麻纸,粗糙、脆弱不适于书画创作,后经圣德太子(572—623年)的改良,生产出云纸、缩印纸、白柔纸、俗薄纸四种手漉纸。7世纪日本效仿隋、唐律令制建立了中央集权国家,使得造纸业得到显著的发展。律令国家为维持其制度的运营,需要起草大量的公文以及事务处理所需的文书以推行法令制度,造纸业因此得到极大的推广。在和纸制造及发展过程中,每个朝代为应对当时的政治、经济以及文化的发展所生产的纸张种类与性质也不尽相同。目前,和纸主要有石州半纸、美浓纸、美栖纸、宇陀纸、细川纸等几大种类,针对不同的装裱形态以及同一装裱形态的不同阶段,选用相应的和纸进行装裱[2-3]。
1.2 日本挂轴的构造与和纸
中国挂轴装裱的一般顺序为托裱→镶活→覆背,而日本挂轴装裱的大体顺序为肌里打→增里打/中里打→总里打3个环节。肌里打相当于画芯与镶料的托裱,中国书画的托裱主要采用宣纸,而日本这一工序一般选用美浓纸(肌里纸);增里打相当于画芯与镶料的第二层托裱,中里打意为第三层托裱,但中里打工序会根据裱件的尺寸、厚薄等具体情况而作取舍,尺寸较小的作品装裱时这一步骤通常会被省略,增里打、中里打都使用美栖纸;总里打等于中国书画装裱的覆背环节,以宇陀纸为理想用纸。日本挂轴装裱在不同环节选用不同性质的和纸与浆糊(新糊与古糊),其目的是为了让裱件平整美观、达到长期保存的目的[4]。
1.2.1 肌里打与美浓纸 最初的托裱因纸张与画芯及绫布直接接触,因此被称之为“肌里打”,其用纸称之为“肌里纸”。肌里打通常选用美浓纸,并使用较稠的新糊黏结。日本的岐阜县一带古代被称为美浓国,富产质量上乘的小构树(BroussonetiakazinokiS.etZ.),该地所造和纸比其他地区更加强韧、均质,而以该地命名的纸张被称为美浓纸。美浓纸是楮纸的一种,其主要成分为小构树干的内侧树皮纤维,加工时将楮用苏打灰煮熟叩打,并混入黄蜀葵(Abelmoschusmanihot)手漉而成,采用重叠脱水、压榨日晒的干燥方式。美浓纸具有细长的纤维、质薄又不失强韧、柔软的特质,适于同画芯、绫布直接接触并对其保护。美浓纸质薄的特点能最大限度地抑制镶料托裱后的厚度,而细长的纤维可同镶料中的纤维有机材料实现同幅度拉伸,确保托裱后裱件的稳定性。并且这些特点有利于将来作品修理时与画芯安全分离而不对其造成负担。托裱时,浆糊不直接刷在画芯及镶料表面而是刷在美浓纸上(图1),并用糊刷除去淤积的浆糊,然后再托于画芯以及镶料上(图2)。

图1 在美浓纸上刷糊Fig.1 Brushing paste on Misushi paper
1.2.2 增里打/中里打与美栖纸 日本书画装裱中的增里打/中里打与中国现行的装裱方法有所区别。中国挂轴装裱的大体流程为托裱→镶活→覆背3个步骤。而日本挂轴装裱中增里打、中里打分别在“镶活”的前后进行。由于美浓纸非常薄,画芯、镶料因材质有别在完成托裱后存在较大的厚度、弹性差,如果不消除这种差异,拼接起来的裱件无法实现卷曲。而增里打就是为了调节裱件各部分的厚薄、弹性趋于一致而进行的第二层托裱,增里打通常选用美栖纸(奈良吉野县吉野町产)。美栖纸的主要原料也是楮皮,将楮用木灰的灰水煮熟,细心叩打后在填充料中加入黄蜀葵与胡粉手漉而成。干燥时直接从竹帘上将湿纸页粘贴到干燥板上自然晒干,不经过重叠、压榨脱水环节。美栖纸可以抄出不同厚薄甚至仅有一层纤维交织的“纱状”纸,且美栖纸几乎不会因为环境的变化而产生收缩。在增里打环节,可通计量器测量纸张重量并结合手感判断美栖纸的厚度(图3),针对画芯与镶料各部的厚薄、软硬、弹性等状况,选择相应厚薄的纸张进行第二层托裱。完成这一工序后即可将托裱完的各部件进行拼接,这一工序相当于镶活。
如果装裱较大幅的作品,在完成镶活后还需要进行中里打(第三层托裱),这一环节仍然使用美栖纸,对拼接完成的裱件整体进行调整(图4)。通常,日本挂轴装裱时从地轴到天杆会渐次增加用纸厚度,因为挂轴收纳上卷时,最底部卷曲的弧度最大,也最容易产生折痕,这种情况下裱件越薄越有利于避免折痕产生。相反,挂轴悬挂时要承受下半部分的重力牵拉,上部分相对厚实的话可有效承受下半部分的牵引。总而言之,利用美栖纸厚薄不一的属性,在中里打环节可以灵活调整裱件的整体厚度,但通常小幅的作品装裱时这一环节会被省略。
1.2.3 总里打与宇陀纸 日式装裱的总里打相当于覆背的工序,采用的是宇陀纸。宇陀纸以奈良吉野县吉野町产的楮为原料。加工时将楮放入栎树(QuercusL.)或樫木(DysoxylumexcelsumBl)的灰汁中慢慢煮熟,叩打后混入水亚木(Hydrangeapaniculata)与吉野县产的白土作为填充料,手漉后将其重叠脱水、压榨之后黏贴在干燥板上晒干,由于具有一定的黏性,适于挂轴的总里打之用。宇陀纸根据厚薄分为薄口、中肉、中厚、厚口四种,一般大幅裱件选择用厚口纸,小幅裱件则用薄口纸,在覆背时依然可以根据裱件各部位的具体情况选择相应的纸张进行调整,将整个裱件控制在理想的厚度与弹性范围(图5)。覆背时使用古糊黏结,趁古糊未干时用打刷毛捶打之后再用棕刷抚平,使其表面光滑而牢固(图6)。由于美栖纸、宇陀纸的尺寸规格较小,需要通过拼接才能完成大面积的覆背。拼接时将两张纸交接处的纤维拉出相互重叠,从而避免重叠处的厚度增加而产生折痕。这种拼接方法还可有效消除重叠处的伸缩牵拉,而利于裱件的平整。

图5 选用厚薄不同的宇陀纸覆背Fig.5 Choosing Udagami paper with different thickness for mounting

图6 用打毛刷捶打宇陀纸Fig.6 Punching Udagami paper with brushes
日式挂轴装裱中画芯、镶料托裱使用薄美浓纸,增里打/中里打采用美栖纸,最后的总里打使用宇陀纸的方法源于何时,尚无详实文献可考,但这些和纸的名称在江户初期的记录中就已经出现。日式挂轴装裱充分利用不同和纸的伸缩率、厚薄、柔韧度等特征,有效地调节裱件的整体,并且最大程度减小裱件因空气干湿及热胀冷缩造成的影响。此外,日本挂轴平坦不瓦、不易生霉的另一个秘诀是“古糊”的使用。
2 古糊在挂轴装裱中的作用
明代周嘉胄在《装潢志》[5]中提到“裱之于糊,犹如墨之于胶,墨以胶成,裱以糊就。”由此可见,古人很早就认识到浆糊对于裱件的意义。浆糊作为黏结画芯与托纸、画芯与镶料,以及裱件各部的重要媒介,其稀稠度对整个裱件的平整、伸缩、弹性以及保存时间均产生影响。日本挂轴装裱中使用到的小麦淀粉浆糊分为“新糊”与“古糊”,其使用方法也存在较大差异。新糊即使用小麦淀粉制作的一般浆糊。所谓“古糊”,是将新制浆糊在适当的环境下存放3至5年以上即可形成。作为古糊的前身,“腐糊”的记载最早见于元禄时期(1688—1703年)的文献,虽然在江户时代后期的书画装裱技法书中已经出现了美栖纸与古糊的记载,但二者结合使用的方法却不曾见于记录。因此,这种方法也有可能是近代以来才发明的技术。在日式挂轴装裱中,新糊与古糊有明确的分工:新糊主要用于画芯及镶料的托裱、裱件各部之间的黏结,以及天杆地轴的包裹等承重部分。但从第二阶段开始的增里打/中里打直至最后的总里打,美浓纸与美栖纸、美栖纸与宇陀纸之间的黏结都采用古糊。由于古糊黏性极弱,需要借助打刷毛趁古糊未干之际对纸面进行均匀捶打,使纸张与纸张之间的纤维相互渗透以实现黏结,这是中日挂轴装裱方法最显著的区别之一。
2.1 古糊的生成原理
古糊生成需要适当的环境,首先,存储器应以陶罐为佳,并保证能够长期使用。其次,浆糊存储器内须保持适当的湿度并尽可能避光,应选择阴凉、通风场所存放。更为保险的办法是在陶罐封口之前往里灌水,定期将罐内的灰水清除,重新灌水后继续封存。另外,存储器口需要密封,但不可绝对封死,通常的做法是用两层和纸盖住罐口后其边缘以浆糊固定。通常,地表之下深约1.5~2.0 m且带有通风口的地窖即可满足以上条件。
新糊在适当的条件下存放一段时间之后,存储器内部会逐渐形成一个有机的“生态”,古糊的产生过程实际上是蜱螨与霉菌共同作业的结果。新糊存放一段时间后其表面开始发霉(图7),霉菌散发出的气味从外部引来蜱螨,蜱螨以霉菌丝为食开始在储存器内繁殖,久而久之浆糊表面的霉菌会被蜱螨吞食干净,而蜱螨的尸体以及排泄物会在浆糊的表面形成一道厚实的黑色膜,这种黑色物质具有抑制浆糊水分挥发的作用(图8)。此外,霉被分解的过程会产生黑色的灰水,通常时隔一年需要将浆糊表面的灰水及黑色物质清除并注入新鲜的清水。新鲜的清水不仅可以防止浆糊干燥,还可以溶解浆糊中的蛋白质和淀粉质,被溶解的淀粉质为霉菌繁衍提供营养。大约经过30 d,浆糊表面会重新形成霉菌,而霉菌被蜱螨吞食的结果可再次形成黑色的膜,这也是灰水再次生成的原因。如此反复3年以上,浆糊中的蛋白质等作为霉菌的养分被分解而导致其黏性减弱。另一方面,霉菌还可以产生有机酸,腐化细菌在酸性的环境中无法生存。古糊形成过程产生的酸性的抗菌物质,从某种意义上说是霉菌的自我防卫,这种抗菌性物质在古糊的形成过程中具有重要作用。例如,霉菌类产生的抑菌性物质中比较有名的青霉素,在其周围的其他细菌是无法生存的,这便是青霉素的杀菌原理。因此,古糊中的霉菌所产生的酸性物质有效阻止了有害细菌的繁衍。古糊的酸性度在pH 3.5~4.0左右,并且古糊中的抗菌性物质不会对于微生物组织产生破坏,但可以阻止细菌孢子的形成与繁殖。虽然现在无法断定这种物质的具体性质,但可以确定的是它对人体是无害的。此外,古糊还可以产生酶。即将蛋白质与淀粉水解的液化酶,这种液化酶与古糊的黏性有关,促使古糊变得更加光滑。因此,古糊的特点在于其抗霉性与黏度。之所为不分泌甜味跟霉菌有关系,因为霉菌即使没有甜味,但大的葡萄糖分子也可以提供给霉菌养分。根据以上的原理可知,古糊具有以下几个主要特征[6]:1)弱黏性;2)呈酸性;3)淀粉分子被分解;4)抗霉性。

图7 存放2年后的古糊表面Fig.7 Surface of ancient paste having been preserved for 2 years

图8 清除表面霉菌后的古糊Fig.8 Ancient paste after moulds were cleaned from the surface
2.2 古糊在装裱中的作用
古糊的这些特征在挂轴装裱中起到积极的作用。作为黏结材料的浆糊,其自身的稀稠程度以及在裱件内部凝结量的多寡,对裱件的伸缩、弹性、以及柔软度都会产生直接影响。使用古糊时以1∶2.6(古糊∶水)的比例稀释至水状(图9),根据东京国立博物馆修理师铃木晴彦的经验,将稀释后的古糊在研钵中长时间均匀搅拌,可一定程度上降低其酸性值(图10)。由于古糊黏性非常弱,在纸张上刷上古糊之后需要用毛质较硬的打刷毛趁其未干之际进行均匀捶打,其目的是使古糊充分渗透和纸纤维,并借助捶打的力量使纸张与纸张之间的纤维相互交织来加强黏结(图11和12)。这种做法可最大限度地减少纸张之间的浆糊凝结量。再加上美栖纸具有不易伸缩的特点,古糊与美栖纸的结合使用,可最大程度地限制裱件因环境干湿及热胀冷缩而产生的伸缩,并且保留了纸张原有的柔软与弹性。其次,古糊呈酸性与抗霉性有利于裱件在长期的保存与展示过程中减少细菌的侵入并防止裱件发霉,这一点对于气候相对潮湿的岛国日本而言至关重要。不仅如此,由于挂轴纸张之间主要依靠古糊以及纤维的相互渗透实现黏结,这为作品将来修理中的揭裱提供方便,确保修复的可逆性。
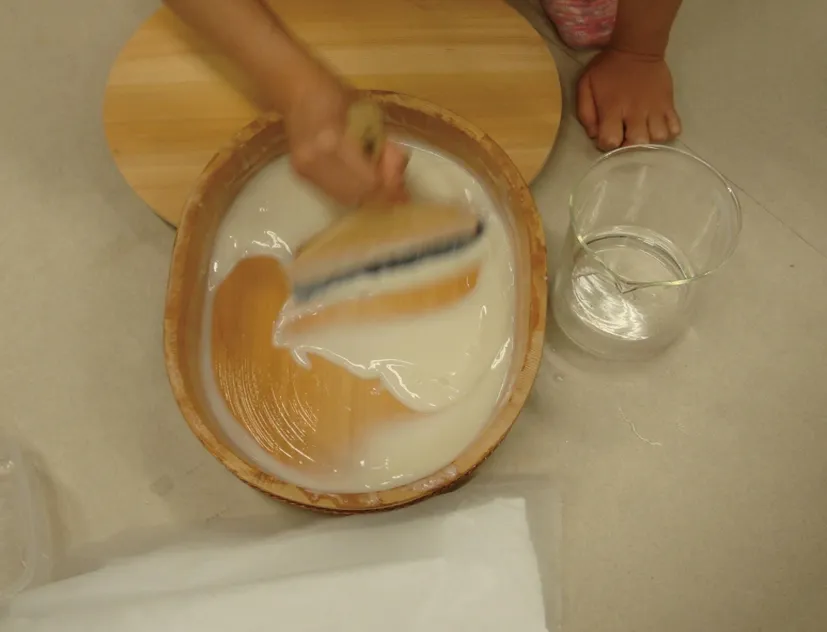
图9 古糊稀释Fig.9 Diluting the ancient paste
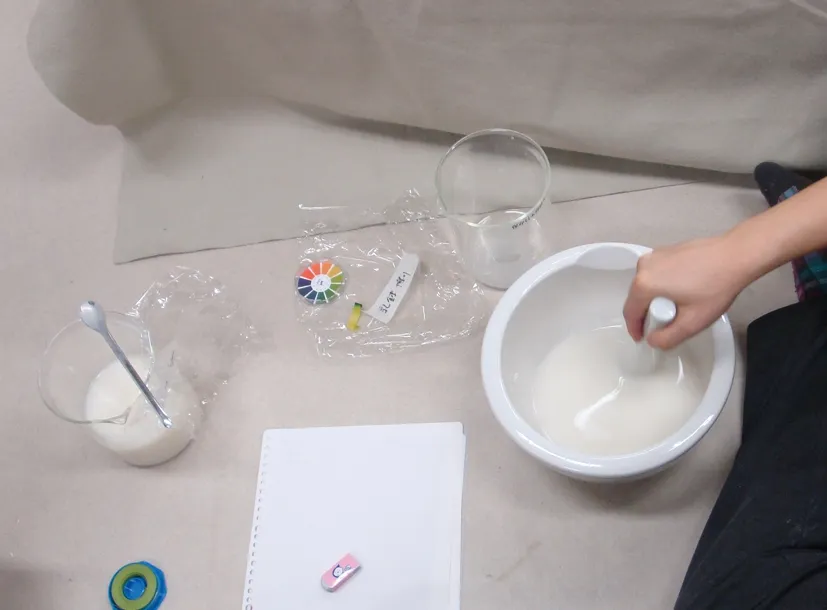
图10 通过搅拌改变古糊的酸度Fig.10 Changing acidity of paste by stirring it
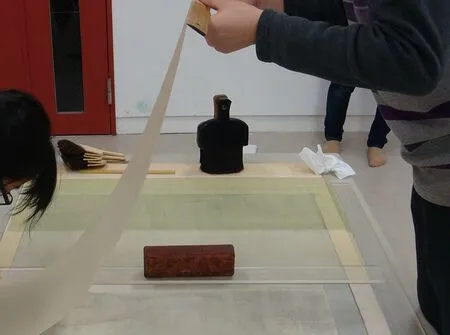
图11 日式挂轴总里打(覆背)Fig.11 Overlaying the back of Japanese scroll

图12 用打刷毛捶打宇陀纸Fig.12 Beating Udagami paper with brushes
此外,日式挂轴装裱中很多细节的讲究对裱件的挺直、美观也产生积极的影响。例如天杆制作时两端会微妙地朝上翘起,这样是为了防止地轴的轴首(有时为象牙制)所产生的重力对裱件两侧的牵引而导致天杆向下弯曲。并且天杆为半圆形,这样悬挂时裱件的挂钩绳带与裱件处于同一条垂直线上。此外,在裱件背面的地轴两端增加轴助,也是为了防止轴首的重量对两边的牵拉。
3 结 论
挂轴书画装裱是中国传统文化的重要组成部分,这一工艺在汉字文化圈诸国流传的过程中融入了各国自身的文化属性与审美特征。和纸不仅改变了日本艺术表现形式,而且改变了书画装裱的方法。日本装裱在继承中国宋代“宣和装”样式的基础上,通过对和纸性质与浆糊使用方法的不断探索,完成了对传统装裱工艺的继承与创新。纸张与浆糊是书画装裱必不可少的材料,也是影响裱件平整、美观与否的重要因素。中国的书画装裱主要以生宣纸为主(料半、连绵、连四、净皮等),以新糊为主要黏结材料。在装裱材料以及装裱工具上还存在较大的探索空间,日本的古糊能否与宣纸进行结合使用需要更多的尝试与实践,期待这一材料能够在中国的书画装裱中得以推广。
