渗碳齿轮渗碳“麻点”分析
2020-05-13郝丰林敬代云陈德义
郝丰林,敬代云,陈德义
1.江苏双环齿轮有限公司 江苏淮安 223200
2.浙江双环传动股份有限公司 浙江台州 317600
3.赫菲斯热处理系统江苏有限公司 江苏溧阳 213300
齿轮在渗碳过程中,有时会出现“麻点”问题。“麻点”的存在不仅影响齿轮外观、降低齿轮精度,使齿轮表面质量下降,而且还改变齿轮表面应力分布,并使渗层局部产生拉应力,降低其疲劳寿命,更重要的是在使用过程中出现断齿,产生安全危害。
1 “麻点”缺陷出现的原因
经过查阅文献和总结生产中遇到的一些问题,造成“麻点”缺陷的原因一般有以下几种:
1)齿轮在渗碳过程中,有的工件要涂防渗剂,由于防渗剂涂得太多,造成在高温时滴落到工件上,致使局部位置存在防渗剂。在热处理过程中没有发现这个问题,最后在清理喷丸或强力喷丸工序发现局部有喷麻现象。
2)齿轮在转运时由于转运箱有杂质,沾到齿轮上,齿轮没有经过前清洗,渗碳加热时杂质在高温下会顺着齿部往下流,齿轮如果平放一般在齿轮下端面,如果串放一般在下面的几个齿。对于轴类也是下端面[1]。
3)齿轮渗碳前一般要经过前清洗,由于选用的清洗剂不合适,清洗剂的主要成分是无机盐,在预氧化时不能燃烧,且使用量大,使用时间长会带到炉体内;即使使用时间短,如果长期保持这种状态清洗剂浓度会逐渐升高,工件烘干后会发现有粉末在上面,一旦加热会形成一熔融层,一部分落到炉体导轨上,另一部分留在工件上,渗碳淬火后会在工件表面发现白点,工件经过清理喷丸或强力喷丸后,白点位置会形成麻点[2]。金相检查,渗层偏浅,表面是屈氏体或板条马氏体,硬度在500~620HV。图1所示就是无机盐清洗剂造成的白点。

图1 无机盐清洗剂造成的白点
4)齿轮经过盐浴处理,硫酸盐腐蚀,经过喷丸后发现有麻点[3-4]。
5)由于淬火油油量不足,造成齿轮淬火时,没有全部浸入油中,生产过程中没有发现,在喷丸工序会发现齿轮有麻点。
对于上述类型的麻点,事先都是没有规律的,且都是在生产过程中检测发现的。
2 “麻点”问题的热处理工艺追查
恰巧我们也遇到了无规律可循的“麻点”问题,对于这种问题只能层层抽丝剥茧。
2.1 “麻点”工件描述
生产中发现个别工件渗碳后转磨齿强力喷丸,产品表面出现麻点,出现的位置不固定,有时在齿面的一个点,有时在齿根,有时在整个齿面。问题工件如图2所示。

图2 出现麻点的问题工件
图2 a中只是齿根有硬化层,齿面基本没有,喷丸后整个齿面都是麻点。图2b是在工件强力喷丸后,齿面有一个麻点,切开后检测金相,发现局部位置组织是屈氏体,硬度偏低,喷丸后出现麻点。
2.2 “麻点”原因追踪
调查生产过程没有发现异常:
1)没有采用盐浴处理。
2)由于是干切齿,因此工件非常干净。
3)没有经过前清洗,即与清洗剂无关。
4)整个过程没有涂防渗剂的产品。
5)淬火油方面,渗碳炉都是新采购的,没有问题。
6)炉子碳势均匀性没有问题,检测9点硬化层在0.1mm之内,符合炉子设计要求。
7)炉子9点测温温度误差在±5℃之间,符合要求。
8)齿轮单边磨量只有0.08mm。
出现麻点的工件位置:有的在齿面一个点,有的就是齿面全麻。对于有麻点的位置多次进行金相检测,组织是屈氏体或板条马氏体。且对于此类型的产品,使用多用炉、推杆炉时都出现过,没有规律可循。
对于这种现象我们查阅了大量文献,也询问了许多行业内专家,始终没有找到原因。
3 考察干切削加工
为了防止产品流出,对其进行强力喷丸分选,工件偶尔出现麻点,出现的工件时间也没有规律,有时一天出1件,有时一天出10件,但并不是每个品种的工件都有,只集中在两个型号的工件。
我们发现出现问题的工件,加工过程都是采用格里森机床进行干切削的,是否是由于干切削问题造成的呢?干切削是加工趋势,对于环境友好,但以前采用湿切削没有出现过此类问题。对于出现问题的工件,在没有经过齿形加工的位置,对金相进行检测,如图3所示,渗层均匀。
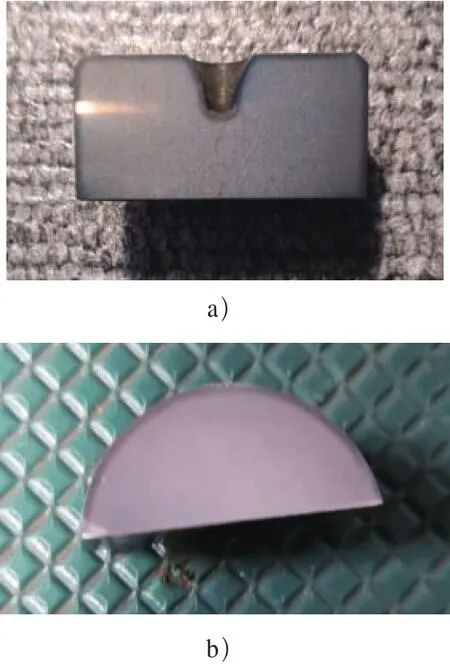
图3 无齿形加工部位的问题工件
为了证明猜测,对齿轮加工应力进行检测。对于出现问题的工件加工参数进行试验,每个工件分120°,切取A、B、C三个点,每个点检测齿面和齿根各一点,检测位置距离表面0.025mm。检测结果见表1(表中正值为拉应力,负值为压应力)。
根据检测结果可以看出,切齿齿根出现压应力,根据加工方式来说应该是拉应力,我们认为是否检测有问题。再次随机抽取现有的两件工件,调来兄弟公司一件采用干切削加工的相同工件;每件检测两个位置,每个位置检测0.005mm、0.02mm位置的残余应力。检测结果见表2。
其中一个重要的信息是兄弟公司加工的此工件没有出现类似的“麻点”问题,但根据检测结果来看,我们现有的两件工件的检测结果是优于他们的,但为什么他们没有遇到该问题,而我们却遇到了呢?

表1 工件加工参数和应力值

表2 残余应力检测值
为了验证预氧化温度对于应力的关系,对其中一个工件先切下一试块,然后对剩下的工件进行480℃、保温90min处理,最后再检测残余应力,检测结果见表3。

表3 预氧化后残余应力检测值
从这个试验可以看出,对于工件进行预氧化不仅有活化表面加速渗碳的作用,还有降低残余应力的作用。这次检测结果与以前检测结果差别很大,是检测出现了问题,还是工件本身的确存在问题?我们去现场调查,发现现场有两种刀具在用,一种是厂家原装进口的,另一种是国内仿制的。两种刀具采用相同的加工参数进行加工,于是对厂家刀具材质、镀层、硬度、切削速度等进行了解,调查结果见表4。

表4 两种刀具参数值
根据调查结果可以看出,两种刀具的加工参数差别很大,上面出现的检测残余应力差别很大,正是不同的刀具加工造成的,并不是检测手段本身的问题。对于冷加工来说切齿本就应该出现拉应力,出现压应力可能与刀具有很大的关系。新的刀具初始加工时刀具没有问题,随着时间的增加,切削刃变钝,采用挤压方式切齿,造成齿面有很大的拉应力,齿根有时存在压应力。
为了证明这个问题的真实性,先对仿制刀具全部封存,并找原装进口刀具厂家对刀具加工速度进行模拟,严格按照厂家要求的速度加工,对加工工件做好标识。经过半年运行,原装刀具新参数加工的工件没有再出现麻点的工件。后对仿制刀具也进行相同的操作,并按照其厂家提供的加工速度进行加工,也没有再出现有麻点的工件。由此说明,工件出现“麻点”的问题就是刀具加工参数不合理造成的。
4 结束语
工件出现“麻点”问题,并没有规律可循,每个工序都有可能是造成“麻点”的元凶,应层层抽丝剥茧,对比分析。本案例中经过层层调查,最终解决了麻点的问题,同时也告诫我们对于一项新技术的应用应该谨慎。
