LPG船用低温钢配套药芯焊丝的研制
2020-05-13王亚彬聂建航张文军
王亚彬,聂建航,张文军
洛阳双瑞特种合金材料有限公司 河南洛阳 471000
1 序言
近年来随着经济及工业的全面发展,我国对液化石油气(LPG)等能源储备的需求越来越明显。由于这些能源的生产、储备、运输都采用液化方式,相关的储存设备也在较低温度下工作,这对LPG储罐在低温下的性能提出了较高的要求。国内各大钢厂致力于LPG船用碳锰低温钢板的研发,改善了LPG船用低温碳素钢大量依赖日本进口的局面。在配套焊材方面目前我国主要依赖进口日本、韩国的焊材。而进口焊材成本高、生产周期长,在储罐的建造上有受制于人的风险,因此LPG船用低温钢配套焊材的国产化具有重要意义[1]。
建造LPG船用低温储罐常用的焊接材料有焊条电弧焊、埋弧焊及气体保护焊等。焊条电弧焊主要依赖手工焊,焊接效率低。埋弧焊适合的焊接位置较少,全位置焊接尤其是储罐的纵缝焊接受到限制。而药芯焊丝作为一种气体保护焊,其自动化程度较高,焊接效率得到极大提高,且焊接工艺性较好的药芯焊丝可适用全位置焊接。鉴于以上情况,我公司进行了E81T1-K2C药芯焊丝的研制。
2 研制路线
2.1 焊丝的渣系设计
根据焊渣的酸碱度,药芯焊丝可分为碱性(钙型)药芯焊丝、中性(钙钛型)药芯焊丝、酸性(钛型)药芯焊丝。碱性渣系药芯焊丝容易得到氧含量低的纯净焊缝,同时去S、P杂质的能力强,焊缝金属力学性能优异,但焊接工艺性差。中性药芯焊丝工艺性优于碱性药芯焊丝,但仍不能满足该药芯焊丝全位置焊接的要求。氧化钛型渣系熔渣流动性好,适合全位置焊接。
2.2 焊丝的工艺性改进
本次研究主要解决焊缝成形不良及焊接飞溅的问题。焊道成形凸起会导致根部熔合差,不能够实现快速立向上焊,甚至导致焊道下淌。通过调节焊渣成分,减少焊渣中氧化镁等高熔点物质以及硅酸盐等低熔点物质,缩小焊渣的熔点区间。
电弧稳定性差、焊接飞溅较大的药芯焊丝操作性较差,焊接过程中产生的飞溅导致焊接条件恶劣,引起导电嘴堵塞,影响焊接效率。本次研究通过控制原材料粒度、引入新型的稳弧剂以及调整合金及矿物粉的比例,解决了电弧稳定性及飞溅的问题。
2.3 力学性能调整
液化石油气的主要成分丙烷的液化温度在-42℃。宝钢正在研制的用于配套LPG船用EH40钢板在-60℃以下的冲击吸收能量值比较稳定,表现出很好的低温韧性。工程应用中要求LPG船用低温钢配套药芯焊丝在-60℃具有较好的低温韧性。本次研制从以下几个方面来优化该焊丝的低温韧性。
(1)合金系的选择 该焊丝选择Mn-Si-Ni作为主要合金系,通过Si、Mn等合金元素的固溶强化作用提高焊缝金属的抗拉强度。Ni固溶在焊缝金属中可有效降低组织相变温度,减小针状铁素体尺寸,提高焊缝金属低温冲击韧度。在焊缝金属中Mn含量较低的情况下,添加适量的Ni可以减少马奥组元(M-A)的产生。如果Mn含量较高时,增加的Ni反而容易促进M-A组元的产生,为了保证焊缝金属的强韧性,需选择合适的Mn含量与Ni含量。
(2)氧含量的控制 根据观察焊缝的显微组织,焊缝中的氧以氧化物夹杂的形式存在,焊缝中较多的氧化物夹渣不能够促进晶粒细化,反而会成为裂纹的起点,从而引起韧性降低[2]。本次研究采用镁粉及铝镁合金共同脱氧。Mg、Al作为前期脱氧剂,脱氧能力较强,通过对配方中镁粉及铝镁合金的合理配比,能够显著降低焊缝中的氧含量。
(3)采用钛-硼系增加韧性 研究表明,Ti可保护B不被氧化,由于B的原子半径较小,可作为原子状态偏聚于晶界,从而降低界面能,改善焊缝的低温韧性[3]。
2.4 熔敷金属扩散氢的控制
药芯焊丝药粉易吸潮的特点导致了高扩散氢。高扩散氢在焊缝中聚集形成冷裂纹、氢气孔和白点等缺陷,在焊接生产中产生极大危害。本次研究对药粉的含水量及吸潮性进行严格控制,同时对药粉进行高温烧结,将扩散氢控制在较低水平。
3 试验结果及分析
3.1 焊接工艺性
对规格为φ1.2mm的药芯焊丝进行了立向上焊角焊缝、平焊角焊缝,两种位置的工艺性试验。该焊丝的焊接电弧稳定,飞溅较小,角焊缝成形平整,如图1所示。采用汉诺威分析仪对该药芯焊丝进行焊接过程中的参数统计(见图2),得知电弧电压、焊接电流的波形密集,熔滴短路次数均匀,表明该焊接电弧稳定性较好。
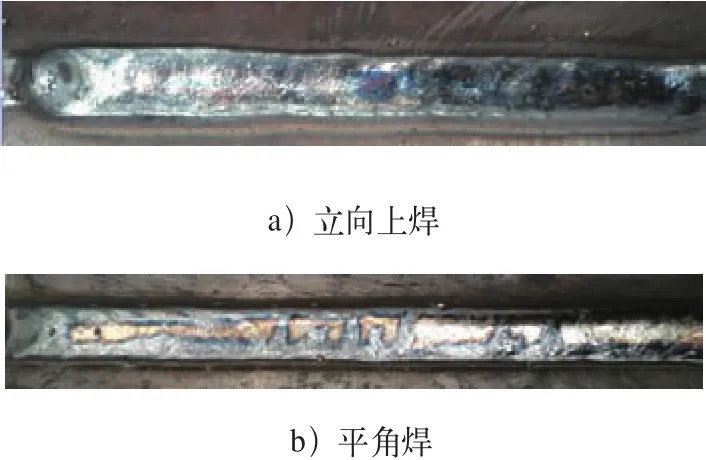
图1 焊缝成形

图2 药芯焊丝电弧电压、焊接电流波形图
3.2 力学性能
(1)熔敷金属力学性能及化学成分 试板装备及取样位置按照GB/T 17493—2008《低合金钢药芯焊丝》进行,冲击试样尺寸、加工要求及试验方法按照GB/T 2650—2008《焊接接头冲击试验方法》进行。焊接设备为松下KRⅡ-500CO2焊机,冲击性能检测在ZBC2302-B冲击试验机上进行。取熔敷金属的横截面做金相试样,在全谱直读等离子体发射光谱仪上做化学成分分析。
调整配方中Mn、Ni的配比,同时保证其他元素含量不变,得到的熔敷金属化学成分及力学性能见表1及表2。第1组中,熔敷金属的Mn、Ni含量均较高,生成M-A组元,焊缝的强度过高,冲击下降;第2组的Mn含量较低,导致焊缝脱氧不足,冲击吸收能量离散性较大。调整合理的熔敷金属成分,在-60℃的低温下得到比较优异的力学性能。

表1 熔敷金属成分(质量分数) (%)

表2 熔敷金属力学性能
(2)对接接头力学性能 对接接头是该药芯焊丝的焊缝金属在工程应用中的实际服役状态,是工程中考核的要点。平对接及立对接的力学性能见表3。
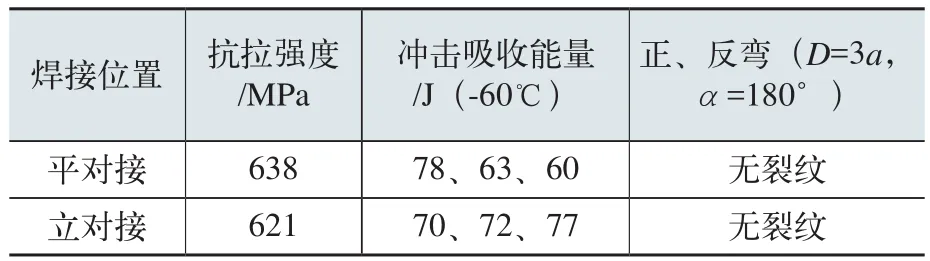
表3 对接接头力学性能
对该焊丝的平对接及立对接焊缝金属进行系列温度冲击试验,检测结果见表4。冲击温度下降到-60℃以下时,该焊缝出现了韧脆转变。
3.3 熔敷金属的扩散氢
将药粉中氟化钠、金红石、石英、氧化铝、固体水玻璃等易吸潮的物质进行600℃、700℃、800℃高温烧结后使用。不同的烧结温度得到的药芯焊丝的熔敷金属扩散氢见表5。经过高温烧结后得到的药芯焊丝其熔敷金属扩散氢有明显下降。基于节省能耗考虑,选择600℃作为药粉的烧结温度。

表4 对接接头系列冲击力学性能

表5 不同烧结温度的扩散氢
3.4 焊缝金属的金相组织
图3为对接接头的金相组织显微。图3a为熔合线处金相组织,左边是钢板,右边是焊缝;图3b为焊缝中心金相组织,由块状铁素体、针状铁素体及少量的粒状贝氏体组成。
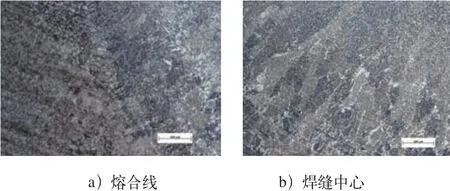
图3 对接接头金相组织
4 结束语
经过对工艺性、力学性能及扩散氢的研制,该药芯焊丝焊接工艺性良好,可满足全位置焊接;低温韧性优异,满足-60℃要求的低温韧性;且具有较低的扩散氢水平,因此该药芯焊丝可满足LPG船用低温钢配套焊接使用。
