磁力驱动化工泵中内磁体焊接工艺
2020-05-13叶益民吴永福
叶益民,吴永福
1. 江苏大学基础工程训练中心 江苏镇江 212013
2. 中国中车集团南京浦镇车辆有限公司 江苏南京 211800
1 序言
泵、阀是化学工业、核动力工业、石油化学工业、冶金工业及制药工程等生产领域中常用的基本装备。一般来说,用于生产过程中为输送流体和进行化学反应所装备的泵、阀均采用轴封式的,这一类泵、阀中转轴的密封方式采用机械密封或填料密封。这种采用转轴密封方式的装置最容易出现的问题就是泄漏,这是因为它必须利用工作介质或输送介质的泄漏来润滑转轴的密封部位,但是随着轴封在高速运转中的不断被磨损,工作介质或输送介质的泄漏量也随着磨损量的增大而增大。尤其是当工作介质或输送介质为易燃、易爆、有毒或有害介质时,其泄漏既会对环境造成影响,又会危及到生产安全和操作人员的健康。
磁力驱动泵因其不易泄漏、密封性好等优点,在运送高压、高温、危险及贵重的流体介质时得到广泛应用,特别是随着磁力驱动技术的日益成熟,各类磁力驱动泵在石油、化工、军工及医药等工业领域发挥着重要作用[1]。
2 磁力泵的基本原理
磁力驱动泵是一种无泄漏泵。它利用磁体可以吸引铁磁性物质以及磁体与磁场之间存在磁力作用,而非铁磁物质不受磁力影响或影响很小,因此外磁体产生的磁场可以无接触地透过非磁导体(隔离套),带动内磁转子作同步旋转,实现动力传输[2-3]。磁力驱动泵主要由电动机、泵体、隔离套、磁性联轴器及叶轮等组成。电动机通过联轴器与外磁转子连在一起,叶轮与内磁转子通过叶轮螺母和泵的内轴组成一体,装配在由泵体和隔离套组成的密封体内。运行时,电动机带动外磁转子,外磁转子产生的磁场带动内磁转子同步旋转,从而使叶轮一起同步旋转[2,4]。
3 磁转子部件存在的焊接难点
深圳科捷机械有限公司生产的磁力驱动化工泵,其磁力传动装置采用独特的密集型聚磁式拉推磁路耦合结构,驱动化工泵的结构和实物如图1和图2所示。该磁力泵的泵轴与电动机转轴之间是利用磁力耦合,属于无接触的柔性连接。因此,泵在运转中基本不存在机械磨损,自然磨损率低,故障率底,无需维护的周期长。
内磁体是磁力驱动化工泵中最为关键的部件,其结构如图3所示。如果焊接过程中产生退磁或配合不好时都会影响它的密封效果,可以说内磁体焊接质量的好坏将直接影响磁力驱动化工泵的使用寿命。

图1 驱动化工泵的结构示意

图2 驱动化工泵
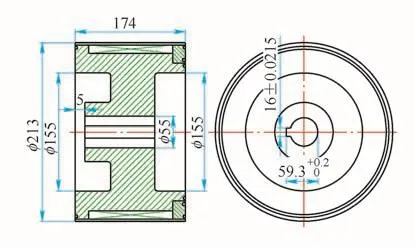
图3 内磁体结构
内磁转子一般选用剩磁及矫顽力较大的硬磁材料。在对内磁转子的端盖与包套进行焊接时,由于受磁场的影响,不仅焊枪会偏离焊缝轨迹线,焊接电弧也容易产生漂移,造成焊接过程不稳定,而且焊接熔池中的熔融金属在磁场的作用下不易凝固在一起,从而使焊缝位置产生严重的泄漏问题[5]。解决方法有:一是内磁转子在装配、封闭焊接后进行整体充磁,但这种工艺比较复杂,实施难度大;二是根据磁性材料B-H磁滞回线和基本磁化曲线的特性,在内磁转子装配前先进行退磁处理,然后在装配焊接结束后再进行充磁,这种方法不但增加了工作量,也增大了成本。
现今,德国克劳斯(KLAUS UNION)泵阀有限公司对于磁力泵的内磁转子的焊接采用压焊方法。但压焊设备体积庞大,对不同型号和尺寸的内磁转子焊接时,又需要采用不同规格的专业模具和夹具,设备价格高,必然使磁力驱动化工泵生产成本提高。
4 内磁转子部件的焊接方法
本内磁转子采用钨极氩弧焊自熔化焊方法,并将加工好的缸套装上磁条后放入装有水的水槽里进行焊接。内磁转子在焊接时由于磁场作用容易产生以下问题:①焊接电弧偏弧现象严重。②钨棒在电磁场作用下被吸出。另外,在磁场作用下,手工钨极氩弧焊焊接速度的快慢不容易掌握,焊出的焊缝高度参差不齐,成形不美观;而且多次焊补也容易造成焊接时间长、焊接位置温度过高,从而造成磁缸内磁条退磁,影响磁力驱动化工泵效果。
经过长期的摸索和实践,在内磁体上采用隔离套配合以及自动回转工作台的方法进行钨极氩弧焊的焊接方法,可以减小磁场作用而产生焊接质量不稳定的问题。采用隔离套的优点如下:①隔离套可以起到散热作用,焊接过程中产生的热量可以经过热传导传递到金属隔离套上,实现散热,从而避免热量到内磁体里使磁缸内磁条退磁。②隔离套起到屏蔽磁场的作用,避免由于内磁体磁场作用引起的电弧漂移和偏弧现象。③采用隔离套焊接时氩气保护均匀,从而有效地保护焊缝。
自动回转工作台可以利用铣床上的回转工作台。对于不同型号和尺寸的内磁体,按内磁转子轴孔尺寸先车出相应直径的阶梯轴,然后将内磁体与阶梯轴配合好后,再放在回转工作台上夹紧。回转工作台动力部分采用直流电动机带动,控制部分则采用电位器进行无极变速,钨极氩弧焊的焊枪固定在金属支撑杆上,以便于调节钨极氩弧焊焊嘴中的钨极与焊件之间的高度。
由于不同型号和尺寸大小的内磁体材料厚度不同,所以焊接电流大小及旋转速度也将不同,不同型号内磁体焊接参数见表1。
通过以上焊接方法,很好地解决了内磁体的焊接问题,也确保了内磁体的焊接质量。焊接后的内磁体如图4所示。
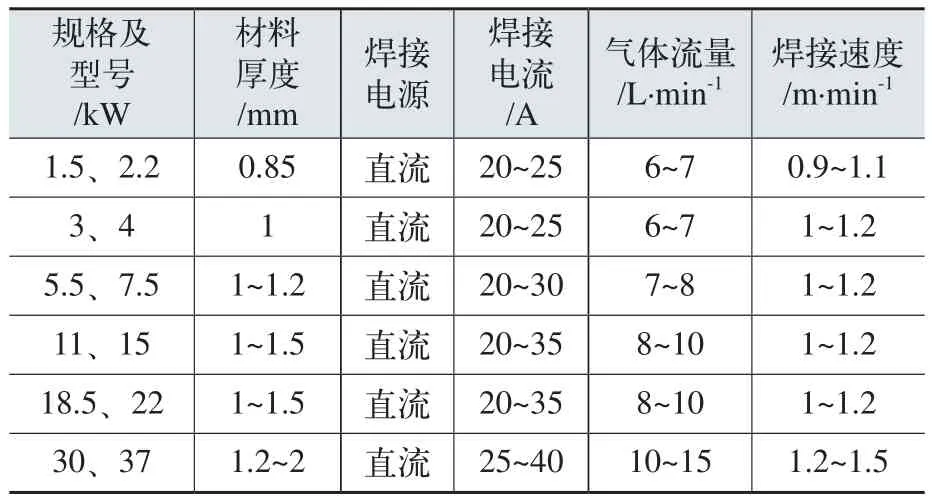
表1 不同型号内磁体焊接参数

图4 焊接后的内磁体
