尺寸公差在生产中的使用与优化探讨
2020-05-12孙海军
孙海军
(上海电气上重碾磨特装设备有限公司,上海 201100)
1 概述
尺寸公差即公差,是指在切削加工中零件尺寸允许的变动量。零件在制造过程中,由于加工或测量等因素的影响。零件加工完后的实际尺寸总存在一定的误差。为保证零件的互换性及满足设计的要求,必须将零件的尺寸控制在允许的变动范围内。尺寸公差是零件加工必须遵循的法则。在实际生产中,加工合格的零件,在后续的装配过程中也有一些问题的存在。本文就问题产生进行分析,就如何改进优化作如下阐述。
2 配合关系
在机械装配中,基本尺寸相同的、相互结合的孔和轴的公差带之间的关系,称为配合。由于孔和轴的实际尺寸不同,装配后可以产生“间隙”或“过盈”。在孔与轴的配合中,孔的实际尺寸减去轴的实际尺寸所得的代数差为正值时是间隙,为负值时是过盈。
2.1 配合种类
按其轴与孔公差带所处的不同位置可分为三种配合即间隙配合、过盈配合、过渡配合。
(1)间隙配合。是指具有间隙的配合包括最小间隙为零。孔的公差带在轴的公差带上面,如图1(1),孔的实际尺寸大于轴的实际尺寸。(2)过盈配合。孔的实际尺寸小于轴的实际尺寸,装配后具有一定过盈量的配合包括最小过盈为零。轴的公差带在孔的公差带上面,如图1(2)。(3)过渡配合。轴与孔装配后有可能是间隙,也有可能是过盈的配合。轴与孔的公差带相互交叠,如图1(3)。
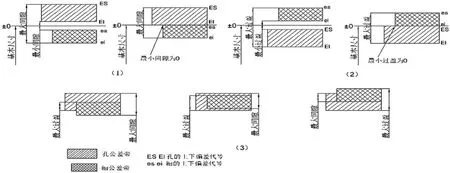
图1
2.2 公差配合的实际应用
三种配合关系反映在机械装配中,只有两种形式就是间隙和过盈。间隙和过盈应用在不同场合的机构中。两个相互滑动或滚动的零件及为方便装配及拆卸的零件均采用间隙配合。而过盈配合多用在需要传递较大扭矩和承受轴向载荷机构中。如联轴节与传动轴的配合。一些定位要求较高但承受载荷不大的的零件采用过渡配合。我们叫它“零对零”配合,就是存在极小的间隙或过盈。此类配合常用在滚动轴承和其相关的轴与轴承座之间的配合。在机械装配中过盈配合采用“温差法”进行装配。通过加热或冷冻使其零件膨胀或收缩,来获得装配间隙。过盈量的大小决定了被加热零件的加热温度和保温时间。过渡配合由于配合间隙或过盈较小,可以采用打装和压装法进行装配,但此方法仅适用于截面积较小的零件装配。对于截面积较大的零件,仍需用温差法来获得装配间隙。最后就是间隙配合,这种配合在机械装配中最为普遍。间隙的大小决定了装配时的难易程度,就是间隙大装起来比间隙小装起来容易。我们可以得出结论,就是间隙的大小决定了机械装配的效率。
2.3 配合间隙计算
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei。从图1(1)中我们可知:
最大间隙=ES-ei
最小间隙=EI-es
如图2,轴座孔的尺寸Φ400H7经查表可知,ES=+0.063 EI=0。滚动轴承外圈的尺寸公差带不等同于一般基轴制的公差带,我们视它的上下偏差均为0。将孔的上下偏差数据代入公式1,所得结果最大配合间隙为0.063mm最小配合间隙为0。当最小间隙为0同时轴承座孔存在着形位公差,此条件下轴承无法装入轴承座内。由于操作侧轴承座装配后需要在轴向有一定的窜动量,因此,轴承座不能使用温差法装配。通常我们会手工抛磨轴承座内孔来获得装配必要的间隙。手工打磨不仅效率低而且在抛磨直径稍大的孔时,也不能保证轴承座内孔的形位公差。
3 尺寸极限公差在加工中的优化
在机械加工时,如果无特殊要求,操作者只要将零件尺寸加工到下偏差就完成了零件的加工。上面我们提到过,加工到下差的零件配合间隙小装配困难。产生这种现象的原因,是机床的精度和操作者的心理因素分不开的。我们抛开机床因素不提,来分析一下操作者的心理,当一个零件的尺寸加工到下差,它就是一个合格的零件。操作者没有必要继续加工。如果再加工不仅浪费时间也有加工超差的可能。
3.1 尺寸中差理念建立
根据上述零件加工后所产生的问题,我们有必要对现有的尺寸极限偏差进行改进优化。我们可以在尺寸上下偏差之间取一平衡点,我们将这点定为尺寸中差。孔与轴的中差代号分别用EM em表示。那么它的取值应该为

3.2 实例说明
(1)将图2中Φ400H7上下偏差尺寸代入公式2,

400H7优化后的实际尺寸便是400.0315~400.063,从而我们可以得知轴承座内孔与轴承外圈最小配合间隙0.0315mm可以装配。
(2)针对典型的间隙配合与过盈配合优化后的效果。从中我们能看出优化后的最小间隙、最小过盈均被放大。这样会改变装配时该“松的不松”该“紧的不紧”的局面。增大了配合间隙,提高了装配时的效率。
4 结语

图2
建立中差理念意义深远,它势必会提升机械零件加工及装配的质量,提高装配的工作效率。中差尺寸看似增加了零件加工的难度,只不过是将尺寸下偏差做了上移。这个小小的上移过程,会培养我们做事从能够做成功到尽量去做完美。
