等离子机床切割烟尘收集装置组态控制系统设计探讨
2020-05-12姜爱宁岳源远韩小勇姜洪旗
姜爱宁,岳源远,韩小勇,姜洪旗
(山东核电设备制造有限公司,山东 海阳 265118)
工业烟尘是大气污染的主要来源,板材切割从人工到自动化,从火焰切割到等离子切割、激光切割,技术不断进步并普及。然而,无论切割技术如何进步,切割过程中产生的烟尘始终没有减少,它不仅危害着人类的健康,而且还消耗了大量的能源。
切割烟尘的收集处理有多种形式:水下切割、下吸式切割、水床+侧吸式切割等,本文设计制造了一种低吸+侧吸的烟尘收集装置,在使用过程中根据现场实际要求,设计了组态式集中控制电气方案,能够以极其简单的控制方式,满足烟尘的自动控制收集。
1 系统整体设计
系统整体硬件组成有上位PC机装置、无线信号传输装置、PLC中央控制装置、烟尘浓度检测装置、气动缸工作装置,切割定位装置、烟尘收集净化装置。
系统工作原理如下:
(1)上位PC机人机界面通过串口与无线装置进行双向通信,信息通过无线装置发射和接收于PLC中央控制装置进行双向通信。
(2)PLC中央控制装置接收上位机PC的执行信号,对系统控制装置、气动缸工作装置、烟尘收集工作装置,进行指令操作,完成PC机组态控制要求。
(3)烟尘浓度检测装置将烟尘浓度的检测信号传输给中央控制PLC,PLC进行信号比对处理,同时,将污染指数传给上位机PC显示,上位组态界面显示当前烟尘浓度值,同时,执行数据储存。
(4)切割定位装置将切割机的现在工作状态切割信号传递给中央控制PLC、控制信号进行程序计算比对,将设备切割位置及其工作状态传输到上位机PC,组态界面将显示目前设备切割位置及其烟尘收集装置的工作状态。整体工作系统原理图如图1所示。

图1 整体工作系统原理图
2 组态系统选型设计
2.1 硬件选型
PC上位组态机是人机交互的界面,按照工业现场的工作环境条件,选用了研华工控机,满足其连续工作、环境恶劣的工作要求。
无线传输系统选择了经过试验验证的ASTM D4541,可以满足EMC试验验证要求,不会产生信号干扰和传输问题。
PLC中央控制系统选用西门子最新的SMART系列S200,其硬件组态简单,功能强大。
气动控制装置采用SMC系列产品,可以在恶劣高温的环境下,保证气动缸的密封性和灵活性。
2.2 软件选型
为了实现工业现场的组态控制,系统选用了组态王5.5组态软件,该组态软件包含I/O驱动程序、网络通信程序和串口通信程序,可以连接不同品牌的PLC,进行通信控制,而且,它是一款以PC为核心的用于工业现场数据采集和过程控制的专用软件,可应用在自动控制系统一级的软件平台和开发环境。
PLC选用西门子最新开发的SMART系列,它编程简单,具备网络通信功能,组件简单,选型丰富,功能强大。
3 系统整体设计
烟尘整体设置装置机构如图2所示。

图2 烟尘整体设置装置结构
为了满足烟尘的充分收集,在切割台的设置上,采用底部分槽设置工艺,根据切割机在哪个部分进行切割,打开对应的收集舱门,这样可以满足烟尘的强力收集,而不会由于整体部分的打开,减弱收集的吸尘能力,收集原理如图3所示。
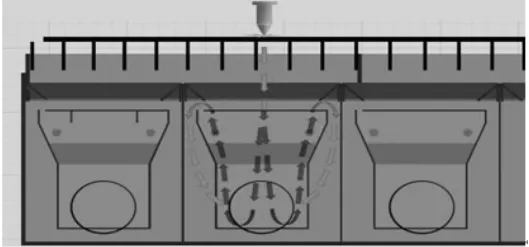
图3 单个舱门收集烟尘的循环图
图3是单个舱门收集烟尘的循环图示,图4是整体烟尘收集割台的整体设计工艺图。
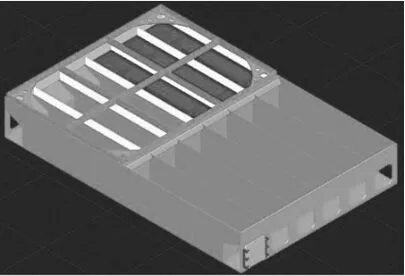
图4 整体烟尘收集割台的整体设计工艺图
整体控制工作原理:切割机床在切割开始时,切割位置信号同时传递给烟尘收集控制系统,在得到位置控制信号后,开启对应位置的烟尘收集舱门,同时,在PC组态界面上显示舱门开启位置显示及烟尘浓度指示值,组态界面如图5所示。

图5 控制系统PC组态图
图5是系统控制的组态图,包括自动开启按钮,各个舱口烟尘浓度显示,烟尘收集舱门开启状态指示,烟尘浓度记录数据,烟尘浓度历史曲线指示。
4 工程应用验证
上述激光切割烟尘收集在车间进行了单台分部试验,试验中采用原始的切割方式进行,在采用切割材料一样、切割尺寸一样的情况下,分部验证了切割现场烟尘的情况,现场试验照片如图6所示。
该经过试验验证设计的等离子烟尘收割装置在机床进行切割的过程中,能完成整体的烟尘收集,不会对外界产生环境的二次空气污染,能够保证完全收集生产中连续批量化的生产作业产生的烟尘,具有防止烟尘污染大气的功能,获得了良好的工程实践应用,同时,与其他设计形式相比,设计制造的成本低,完全满足了实际试用的功能要求。

图6 现场试验照片
5 结语
(1)通过对激光烟尘收集装置的研究,获得了烟尘收集装置整体工艺设计。该工艺简单,可重复操作性强,满足了工业生产中连续生产要求,具有良好的工程应用性和经济性。采用整体收集、单体舱门开启的技术方案,为工厂车间切割烟尘收集提供了一种新型的施工工艺。
(2)在激光切割烟尘收集控制装置中,通过大量的数据测试,控制系统的功能完全满足了使用要求。在收集过程中,能够自动跟踪切割位置,并且自动检测烟尘的浓度,完成了不符合直接排放空气的烟尘整体收集功能,正确开启了收集烟尘收集舱门功能,在系统中保证收集烟尘浓度数据的记录以及原始数据的保存,满足了环保部门的整体环保数据查询、监测要求。
(3)由于切割过程中,会产生大量的高温固态碎渣,可能会掉落到对应的检测传感器元器件上,造成元器件的损坏,所以,在实际使用过程中,对监测传感器的防护进行适当的设计是必要的。
