摩擦后清洗机对Zara不良的影响和改善
2020-05-11黎关超徐风波曾小强
黎关超,徐风波,刘 坤,沈 水,曾小强,李 伟
(北京京东方显示技术有限公司,北京100176)
1 引 言
近年来,以液晶显示器为首的各种新型平板显示器件得到了迅速发展,特别是以薄膜晶体管液晶显示器 (TFT-LCD) 为代表的液晶显示器件,因具备功耗低、显示性能优良、无辐射等一系列的优点,已广泛应用到人类生活的每一个角落[1]。而FFS(Fringe Field Switching)技术作为兼备广视角和高透过率的唯一技术,越来越受到制造厂商的青睐[2]。但是FFS技术在生产过程中,易导致Zara类不良高发,降低产品良率,造成生产成本增加。
Zara来源于日语,用于表示液晶显示器显示画面的不良现象[3],多指液晶面板在暗态画面下显示区域发生的微小漏光现象,面板点亮后,在暗室中切换到全黑画面,通过不同角度或视角即可观察到[4]。
本文主要研究摩擦后清洗机(After-Rubbing-Cleaner,ARC)对Zara不良的影响。首先通过分析Zara不良的分类和成因机理,并通过生产实践中过滤器滤径减小、KOH流程优化、直供水改造、腔室污染降低等方面研究了Zara不良改善的方向,收集了大量数据,得到了可明显改善Zara不良(摩擦后清洗机导致)的方法。
2 Zara不良分类
Zara不良根据点灯现象的不同表现出不同的形态,大致可以分为以下几类[5]:散状Zara:L0画面小面积内多个分散亮点;团状Zara:L0画面成团聚集发亮;辉点数:L0画面大范围内多个分散亮点;未确认面板污渍类不良L0画面片絮状侧视发暗或发亮。

图1 Zara造成的不良分类Fig.1 Adverse classification caused by Zara
3 Zara发生机理分析
产生Zara不良的原因有很多,一般认为与取向膜[6](材料特性、厚度、平整度和覆盖率)、摩擦布[7](材料特性和摩擦强度)、摩擦后清洗机(洁净度和清洗能力洁净度)等都有关系。根据对不良屏的分析,大致可将Zara不良机理分为以下几类:
PI碎屑:摩擦工艺生产过程中将PI膜脱落产生PI碎屑,经过摩擦后清洗机未清洗掉残留物;微生物:摩擦后清洗机内部滋生的微生物附着在基板表面;PI膜污染:摩擦后清洗机内PI碎屑浸泡后污水滴落到已取向PI膜表面,烘干固化后,对表面取向层产生污染,此位置PI膜取向层不同于正常区域,导致的显示异常。
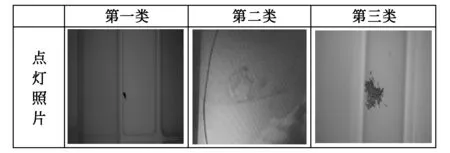
图2 Zara发生机理Fig.2 Genesis mechanism of Zara
根据对Zara不良大量取屏分析,发现PI碎屑∶微生物∶PI膜污染比例大致在2∶7∶1(78∶278∶34)。
4 Zara改善研究
如上所述,Zara不良与摩擦后清洗机的内部洁净度和清洗能力有较大关联(占比70%以上)。针对此两类原因,在生产实践中分别从过滤器滤径减小、KOH流程优化、直供水改造、腔室污染降低等方面进行了改善研究。
4.1 过滤器滤径减小
摩擦后清洗机清洗单元有DET、SJ/CJ、BJ/HPMJ和FR,对应过滤器尺寸分别为1.25,0.45,0.45,0.2 μm。
取寿命到期的过滤器(图3)分析发现:膜外观,滤膜颜色略微发黄;SEM观察,滤膜上有明显细菌残骸,膜孔被有机胶体堵塞;EDS显示膜孔中堵塞物只含C和O元素,说明是有机物。
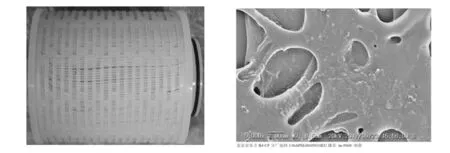
图3 寿命到期的过滤器(a)及滤膜表面(b)Fig.3 Filter with expired life(a) and the surface of filtration membrane(b)
过滤器能有效堵截水中的微生物,但是不同滤径的过滤器过滤能力是有差异的。基于滤径越小、过滤能力越强的原则,同时兼顾生产成本因素,进行了滤径减小(1.2/0.45/0.45/0.2→0.45/0.45/0.2/0.2→0.2/0.2/0.1/0.1)的改善实验,以Zara发生率为判定标准,结果如图4所示, Zara不良显著降低。

图4 过滤器滤径减小结果Fig.4 Result of filter diameter reduction
4.2 KOH流程优化
湿法清洗设备极易受微生物污染。基板表面的异物被去离子水清洗后易在清洗设备的水槽和管道堆积,形成微生物,而微生物在适宜的环境中会以几何倍数迅速繁殖。对于微生物的污染[8]去除,一般采取氧化剂(如H2O2)将其氧化析出或者加入催化剂(如KOH)促进微生物分解析出。
KOH清洗方法[8]:以16%浓度的KOH洗剂稀释后倒入水槽,然后循环冲洗1 h,排掉碱液并用去离子水循环冲洗30 min,排掉废液并更换过滤器;重复以上流程多次(视PM时间合理安排)。改善前KOH清洗流程如图5所示。本文从生产实践中多次KOH清洗后Zara高发的现状出发,重新排查现有KOH清洗流程的问题并优化,使KOH清洗效果更加明显。
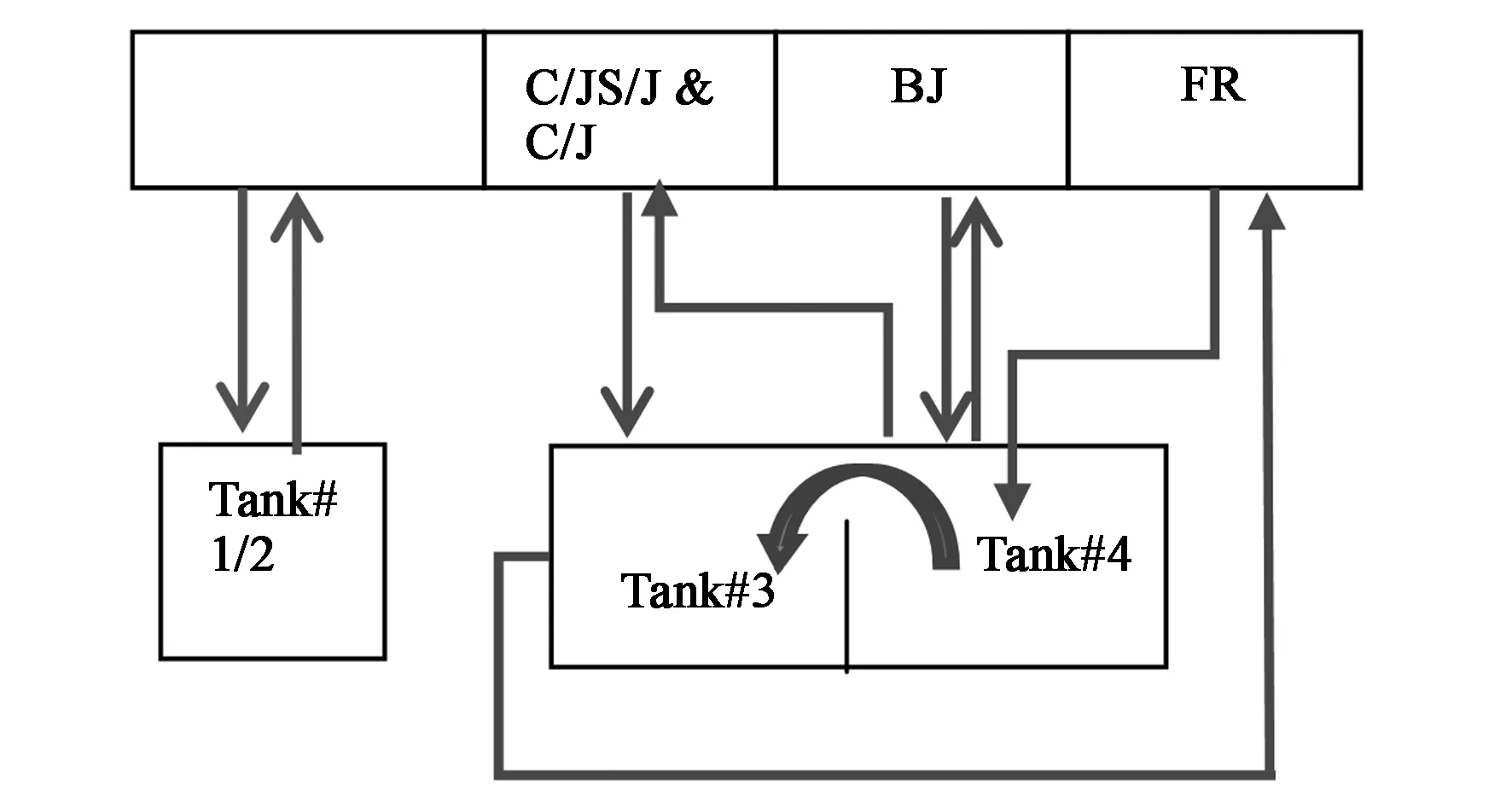
图5 改善前KOH清洗流程Fig.5 Cleaning process of KOH before improvement
KOH清洗分两部分,DET自循环和SJ/CJ-BJ-FR循环。而在生产中,流品方向为DET→SJ&CJ→BJ→FR,后一个单元的水前一个清洗单位用,所以洁净度顺序为:FR>BJ>SJ&CJ>DET。FR为工厂端直供水,洁净度高,拆开管道发现无微生物滋生情况。改善前SJ/CJ-BJ-FR整体直接循环,微生物大量洗出后,会污染FR和BJ洁净度较高的区域,导致KOH清洗后微生物析出,Zara高发。
经过多次试验,优化后KOH清洗流程如图6所示,主要有以下特点:
(1)基于FR为直供水、管道内无微生物滋生,将FR从KOH清洗环节中去掉,Tank#3排出的水改为排到FR的下水道;
(2)原有清洗流程为SJ/CJ-BJ-FR一起循环,有整体污染问题,按干净向较脏区域逐渐深入独立循环清洗方式,现改为3个阶段分别清洗,如图6所示。
第一阶段:BJ与Tank#4循环清洗;
第二阶段:SJ & CJ与Tank#3和Tank#4循环清洗;
第三阶段:Tank#3和Tank#4循环清洗。
第四阶段:KOH洗剂有K+残留的风险,在完成以上3个阶段后要用大量的去离子水冲洗1 h以上,期间不间断地测试水槽中水的PH值和电导率,在同时满足PH值达到7和电导率恢复冲洗前水平后方可完成冲洗。

图6 改善后KOH清洗流程Fig.6 Cleaning process of KOH after improvement
优化后的KOH清洗流程,避免了洁净度低的模块对洁净度高的模块的污染,在生产实际中也证明了有较好的清洗效果:清洗后前3 d Zara发生率从1.64%降低至0.47%,对生产影响时间从48 h(不良高发后需停线排查原因并改善)降低至3 h(清洗流程分阶段导致清洗时间延长)。
4.3 直供水改造
循环水长时间使用,管道内易滋生微生物,积累到一定程度后会脱落造成Zara不良。同时,受连续生产的影响,被循环水内微生物污染的管道只有在PM时才有机会进行KOH清洗,在两个清洗周期间都属于不良高发风险区间。
将全部的循环水改造为直供水,可使各模块使用水洁净度大幅提升,理论上对Zara不良的改善有重要的意义。但从节约用水和预防污渍不良(产线宕机时,基板在ARC清洗模块下长时间冲洗产生)角度出发,在实际中只对DET和BJ区域进行了直供水改造,如图7所示(单位plm,FR/Tank#4已经为工厂端直供水)。实践证明直供水对Zara不良有明显的改善,如图8所示。

(a)改造前(a)Before transformation

(b)改造后(b)After transformation图7 直供水改造示意图Fig.7 Sketch of direct water supply transformation
同时,直供水洁净度高,有效避免了循环水内微生物沉积,不良高发的风险;另外两项额外收益是:KOH清洗周期大幅延长:从1次/2M延长至1次/6M,过滤器使用寿命大幅延长,见表1。
4.4 腔室污染降低
摩擦后清洗机腔室污染降低的原理和前文所述类似,主要通过减小下方喷淋管的数量和流量来改善基板上方的污染问题,以及调整模块的角度来增强清洗能力,相关的调整如表2所示。
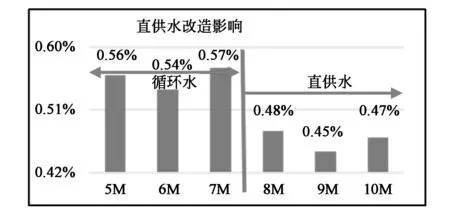
图8 直供水改造效果Fig.8 Eeffect of direct water supply transformation
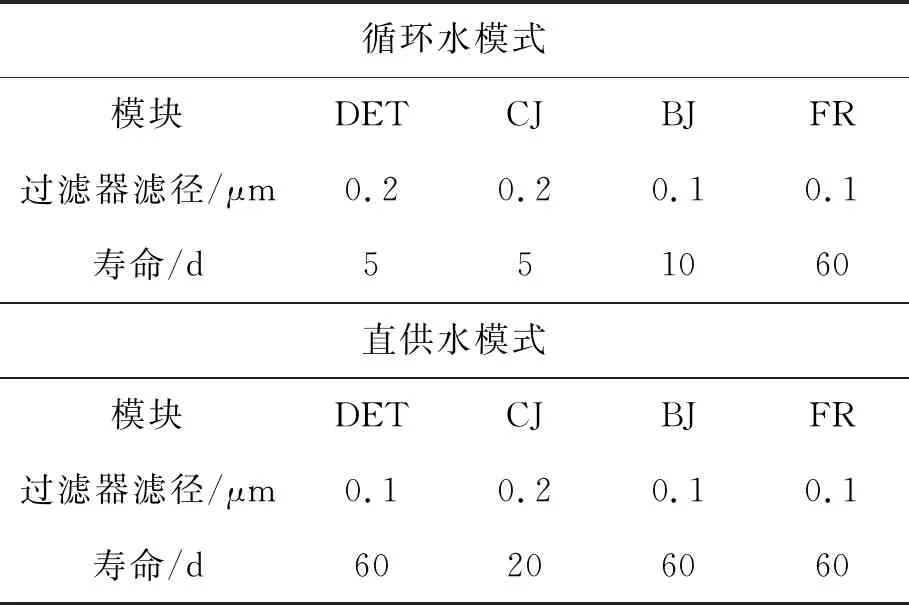
表1 过滤器寿命对比Tab.1 Life comparison of filters

表2 腔室污染降低Tab.2 Pollution reduction of chambers
摩擦后清洗机腔室污染降低的原理和前文所述类似,主要通过减小下方喷淋管的数量和流量来减少下方喷淋管冲击上盖和侧壁残留的水滴污染基板;实践证明,腔室污染降低对Zara不良的改善效果显著:由0.47%降低至0.24%,如图9所示。

图9 腔室污染降低影响Fig.9 Effect of pollution reduction of chambers
经过以上措施改善后,Zara不良数据上已有明显降低,为进一步验证改善后各类型的比重,再次取屏100片进行分析。结果表明,PI碎屑∶微生物∶PI膜污染=62∶11∶27,微生物比重从71%降低至11%,从实物上佐证了这一类型的Zara不良已有明显的改善。
5 结 论
通过以上机理研究和实践验证,从过滤器滤径减小、KOH流程优化、直供水改造、腔室污染降低等方面出发,研究了摩擦后清洗机与Zara不良的关系,并进行了相应的改善:
(1)过滤器滤径减小,经过多次试验和长时间的观察确认,滤径(μm)由初始的1.2/0.45/0.45/0.2变更至最终0.2/0.2/0.1/0.1,不良率由0.74%降低至0.55%;
(2)KOH流程优化,将原流程的多模块直接清洗变更为各模块三阶段分开清洗,避免了洁净度低的模块对洁净度高的模块污染,清洗后前3天Zara发生率从1.64%降低至0.47%,对生产影响时间从48 h降低至3 h;
(3)直供水改造,对DET和BJ区域进行了直供水改造,大幅提升了此两区域的洁净度,不良由0.55%降低至0.47%;同时,KOH清洗周期大幅延长:从1次/2 M延长至1次/6 M,过滤器使用寿命大幅延长;
(4)腔室污染降低,主要通过减小下喷淋管的数量和流量,减少基板上方的污染和增加清洗能力,不良率由0.47%降低至0.24%。
通过机理分析和大量的试验验证,在一年时间内实现了Zara不良由0.74%改善至0.24%,降低了0.50%,年收益达1 338万人民币,为企业贡献了可观的经济效益。
