科技馆展品控制电路板的设计制作流程标准化分析
2020-05-09刘波唐经纬
刘波 唐经纬
摘 要 通过科普展品“奏乐电磁炮”控制电路板的研发制作过程,拟建立一套“展品控制电路板标准化设计制作流程”,重点探讨流程中每个步骤对控制电路板制作的作用与意义,希望该流程对日后展品控制电路设计制作提高制作工艺、降低维修难度起到一定参考作用。
关键词 科技馆展品 控制电路板标准化 设计和制作流程
0 引言
随着我国综合国力的提升,对科普教育事业越来越重视,各地也掀起了建设科技馆的浪潮。科技展品是科技馆的灵魂,也是科普传播信息的主要载体,但因展品控制电路板设计和制作流程没有行业标准与要求,导致展品控制电路板质量参差不齐、线路杂乱、无法追溯,致使后期维修困难。本文通过对广西壮族自治区科学技术馆自行研发的“奏乐电磁炮”控制电路板设计制作过程来对建立展品控制电路板标准化制作流程的意义和可行性进行分析与实践,希望对科技馆展品性能、品质、维修方面的提升有一定的参考意义。
1 建立科技馆展品控制电路板的设计制作流程标准化意义
建立科技馆展品控制电路的设计制作流程标准化对于制造企业和用户两端都有非常大的意义。对于展品企业,在培训新的电气电路设计人员时,可快速学习展品控制电路的设计流程与设计步骤,熟悉设计制图标准,设计时需要用到的图框、设备符号、线标标号、宏文件早已成为固定的格式可随时调取使用,便于新员工快速上手进入岗位角色。对于熟练的设计者来说,可以免去很多重复劳动,如单片机回路、PLC面板接线图等典型图纸或回路等,通过宏的形式插入,效率高且错误低,连选型工作都能减少,宏文件可以包含部件数据,他的受益是模块化的设计驾轻就熟,多人同时设计时也能有效避免由于设备符号、线标标号等问题导致汇总图纸困难等问题,确保顺利地完成项目。设备进入运行阶段后出现故障时也能随时调取所需图纸,让维修逻辑有迹可循,方便现场人员进行故障分析,快速解决故障问题,有效地减少因员工辞职导致设备无法维修等问题。
科技馆维修技术员使用标准化设计制作流程制作出来的展品主控制模块更加统一、电路布局更加统一、制作风格更加统一,在培训维修时就能更加专注地去学习一个系列的主控制模块,再剖析几个典型展品的控制电路板控制排故方法,则可起到举一反三的效果,大大减小维修难度。可见,建立科技馆展品控制电路标准化设计制作流程的工作是一劳永逸的事情,可一次性的投入取得长期性的回报。
2 科技馆展品控制电路标准化设计和制作流程的主要内容
展品控制电路标准化设计制作流程的建立由展品概况、互动方式和实现方式、展品运行流程图与控制原理图、展品主控制模块选型、展品控制程序设计与元件注释、控制电路板布局设计标准化、控制电路板接线图标准化、控制电路板制作七大块组成。
展品控制电路标准化设计制作流程具体以广西科技馆展品技术部自行研发的展品“奏乐电磁炮”的控制电路系统设计流程为例进行探究。
2.1 展品概况
明確展品概况的作用在于明确展品的制作方向和成品效果。展品实现方法和互动方式的作用在于明确展品的主要构造、工作方式以及观众的操作方式,从而得出展品控制电路板需要控制的点位数量以及控制形式,为后面主控制器的选型和主控制程序的逻辑做铺垫。
奏乐电磁炮是一件结合型创新展品,展品的设计思路是将电磁炮与敲击琴结合,控制线圈电磁炮发射钢球撞击敲击琴发出声音,展示线圈电磁炮的工作原理和声音的三要素两个科普知识点。
该展品将线圈电磁炮与铝制敲击琴结合,在电磁炮炮管口出口处安装敲击琴块,电磁炮发射钢球撞击敲击琴琴块发出声音,钢球撞击琴块后落回初始点,展品总共15个线圈电磁炮,每个电磁炮炮管口安装的敲击琴块长度不同,被撞击时震动频率不同从而产生不同音调。线圈电磁炮由电源、升压板、发射板、电容、线圈组成,由主控制模块控制升压板使电源对电容进行充电,控制发射板使电容对线圈进行瞬间放电形成磁场吸引钢球向上运动,磁场消失后靠惯性继续向上运动撞击琴块回到初始点等待下一次激发。台面设置17个金属按钮,其中15个按钮在手动模式下对应15个电磁炮剩余两个按钮为展品启动和手自动切换按钮。
观众体验时按“启动”按钮启动展品,启动后默认手动模式可根据自己喜好操作15个电磁炮激发按钮激发对应的电磁炮弹奏音乐,在展品启动时可以通过按“手自动”切换按钮进行手动模式和自动模式之间的切换。在自动模式下,选择展品预存展示乐曲则由主控制模块自动控制电磁炮进行弹奏,体验时间为3 min,体验时间结束后设备自动停止,并对内部电容进行依次放电处理。
2.2 展品运行流程图与原理图
展品运行流程图定义了展品的运行流程及主控制程序的逻辑性、处理顺序和程序中的触发条件,是程序的一种图形化表示方法,具有直观、清晰、更易理解的特点。在后期运行维护时维修人员可通过查询展品运行流程图来了解整块控制电路板的设计思路。
展品控制原理图能够通过图表的形式表示出主要控制设备之间的联系,是展品控制电路板设计制作的基础和重要依据,在展品控制电路板后期的调试、维修以及改进过程中起着不可或缺的作用。
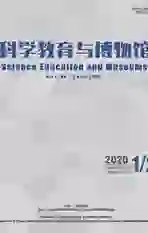
(1)展品运行流程图
根据互动方式绘制展品运行流程图,如图1所示,可以简单明了的了解整个展品的运行流程,按下启动按钮后观众即可选择自动或手动模式,选择手动模式时则对应手动模式的互动方式,选择自动模式时则对应自动模式的互动方式,当体验时间结束后展品休息5 min,休息时间结束时设备复位完成一次正常体验。
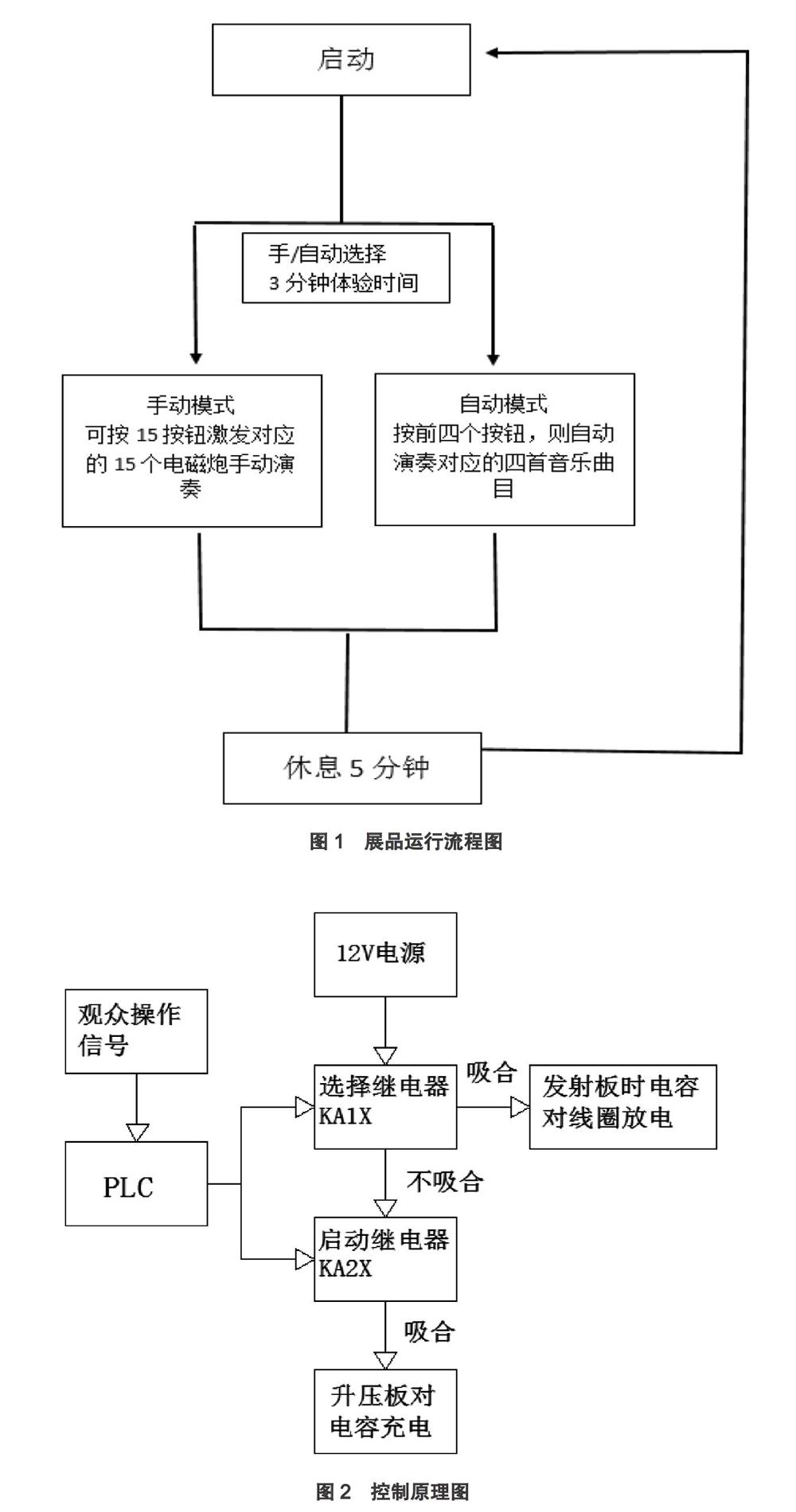
(2)展品控制原理图
绘制展品控制原理图能够帮助设计人员理清控制思路,如图2所示,观众操作的操作信号输入PLC主控制模块后,由PLC主控制模块控制KA1X和KA2X继电器是否吸合来完成电容的充电以及电容对线圈放电,激发单个线圈电磁炮发射钢球,这就是单个电磁炮激发的控制过程。当KA1X处于不吸合状态,KA2X处于吸合状态(启动继电器)升压板得电,升压后给电容进行充电,当KA1X处于吸合状态则切断升压板电源并接通发射板电源使电容对线圈进行放电,KA1X起到一个选择的作用,KA1X表示KA01-KA15对应控制15个独立电磁炮的充电与激发。
2.3 展品主控制器选型
PLC可编程控制器是专门为工业现场控制设计的,具有可靠性高、故障率低、抗干扰能力强、配套设备齐全、功能完善、适用性强、维护方便等优点,能适应大多数展品的开发,面对不同需求的展品研发,增加现成的模块即可。程序可以提供上载、下载、在线监控等功能,在程序开发和后期维护上有很大的优势,非常适合用于展品控制电路的设计与研发。
主控制器尽量选用成熟的国标产品,根据项目的需求,需要控制数字量输入点17个,数字量输出点16个。17个金属按钮是开关量信号,为观众操作输入主控制器的信号。15个数字量输出点将控制15个继电器(KA01-KA15),以继电器的常闭、常开触点控制15个电磁炮充电或激发,剩余一个输出点控制一组继电器(KA21-KA28)控制展品的启动或停止,需要满足自动模式自动演示还涉及数据储存以及乐谱转换,为满足该展品的控制需求所以本项目选择三菱FX2N-48MR PLC控制器作为主控制模块。
2.4 展品控制程序设计与元件注释表
乐谱转换为主控制程序参考吴文廷《用三菱PLC控制电子琴生成音乐》,将乐谱按有无连音、弹奏时间、高中低音,转化为一个5位数字音符码,从左往右第一位为是否连音1表示连音0表示不连音,2、3位表示弹奏时间,4、5位表示音符(其中1-7表示低音,11-17表示中音,21-27表示高音)。制作PLC 输出端Y1-Y27与敲击琴键高中低的映射表(即Y1-Y7对应琴键低音1-7,Y11-Y17对应琴键中音1-7,Y21-Y27对应琴键高音1-7),制作高中低音符表与数字的对应表(即1-7对应Y1-Y7,11-17对应Y11-Y17,21-27对应Y21-Y27),制作数字音符码对应寄存器表,把乐谱按照有无连音、弹奏时间、高中低音,转化为一个5位数字音符码并逐个导入依次的寄存器中。在程序启动时根据按钮调取对应的寄存器,通过程序计算调出的5数字音符码,控制对应的继电器吸合以及吸合时间,继电器控制发射,使电容对线圈进行瞬间放电,完成单次音符弹奏。在通过变址寄存器指令按顺序从寄存器中逐个调出,逐个计算,逐个执行,从而形成一次完整的曲目演奏过程。
利用PLC控制KM01-KM15继电器常闭端来使升压板对电容进行充电,控制KM01-KM15常开端来控制发射板使电容对线圈进行瞬间放电,使线圈产生磁场吸引小球向上运动撞击发音块发出声音。电路安全措施是必不可少的,KM21-KM28为启动继电器,如不吸合升压板无法对电容进行充电,同时程序设置在体验结束后,将会对每一个电容进行逐个放电,并且提供调试模式、手动停止、手动放电等控制按钮,使维修和体验更加安全。(主控制程序因篇幅太大在此不做展示)
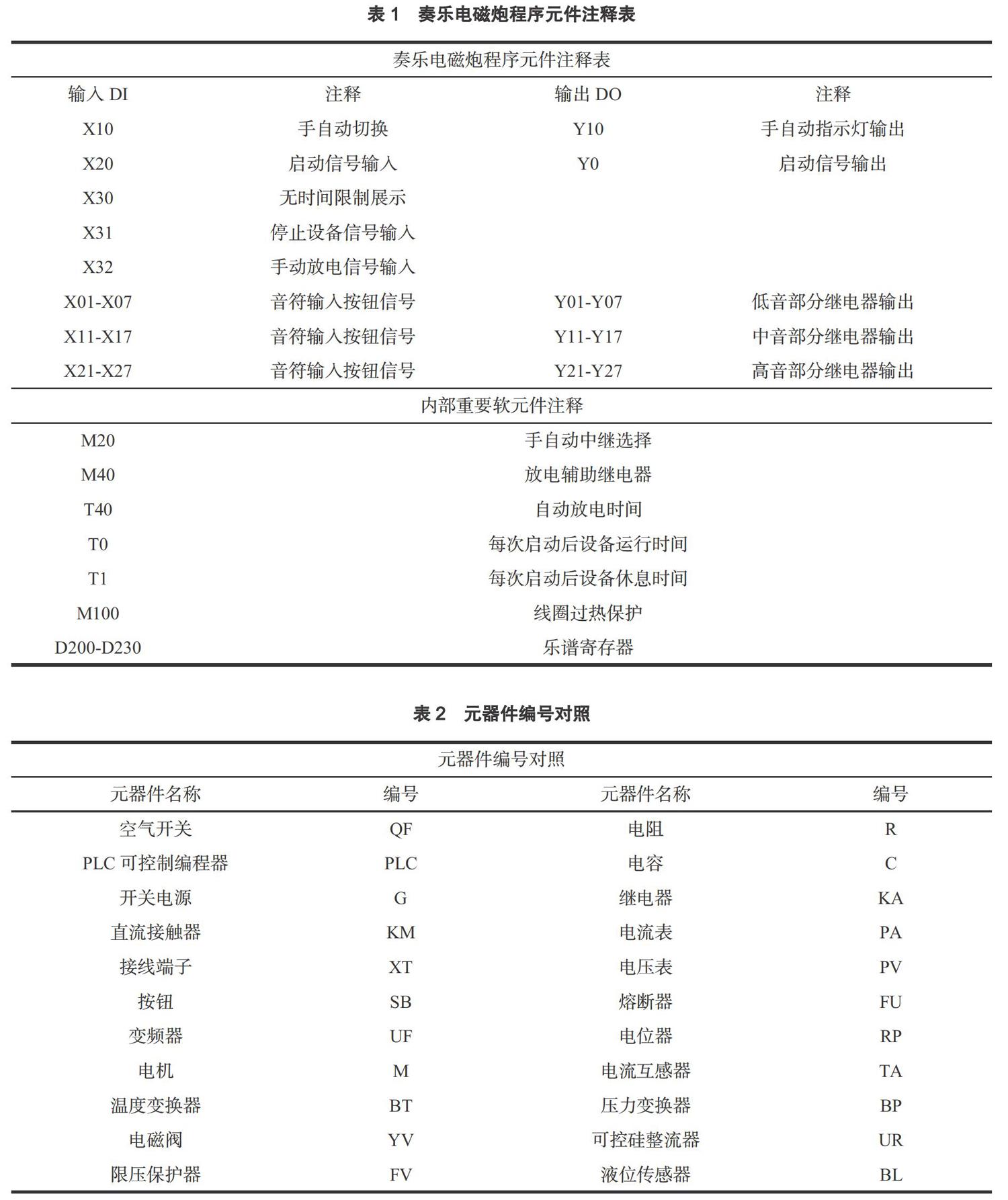
在梯形图程序编程中会使用大量的软元件,在设计控制程序時应同时建立元件注释表,如表1所示,元件注释表的作用在于记录重要元件的定义与作用,为后期修改程序或是维护设备时提供有力的帮助。
2.5 控制电路板布局设计标准化
在绘制控制电路板布局图前,需根据公司使用习惯建立一套字母元器件对照表,如表2所示,需严格按照对照表进行绘图设计,按元器件的种类和顺序给每一个元器件定义一个字母加数字的组合编号,则电路板布局图将表述得更加清晰,制作和维修技术人员便可根据元器件组合编号识别元器件,在后期展品控制电路维修排故时,可根据元器件组合编号和线标迅速检测出故障原因,更换故障设备。
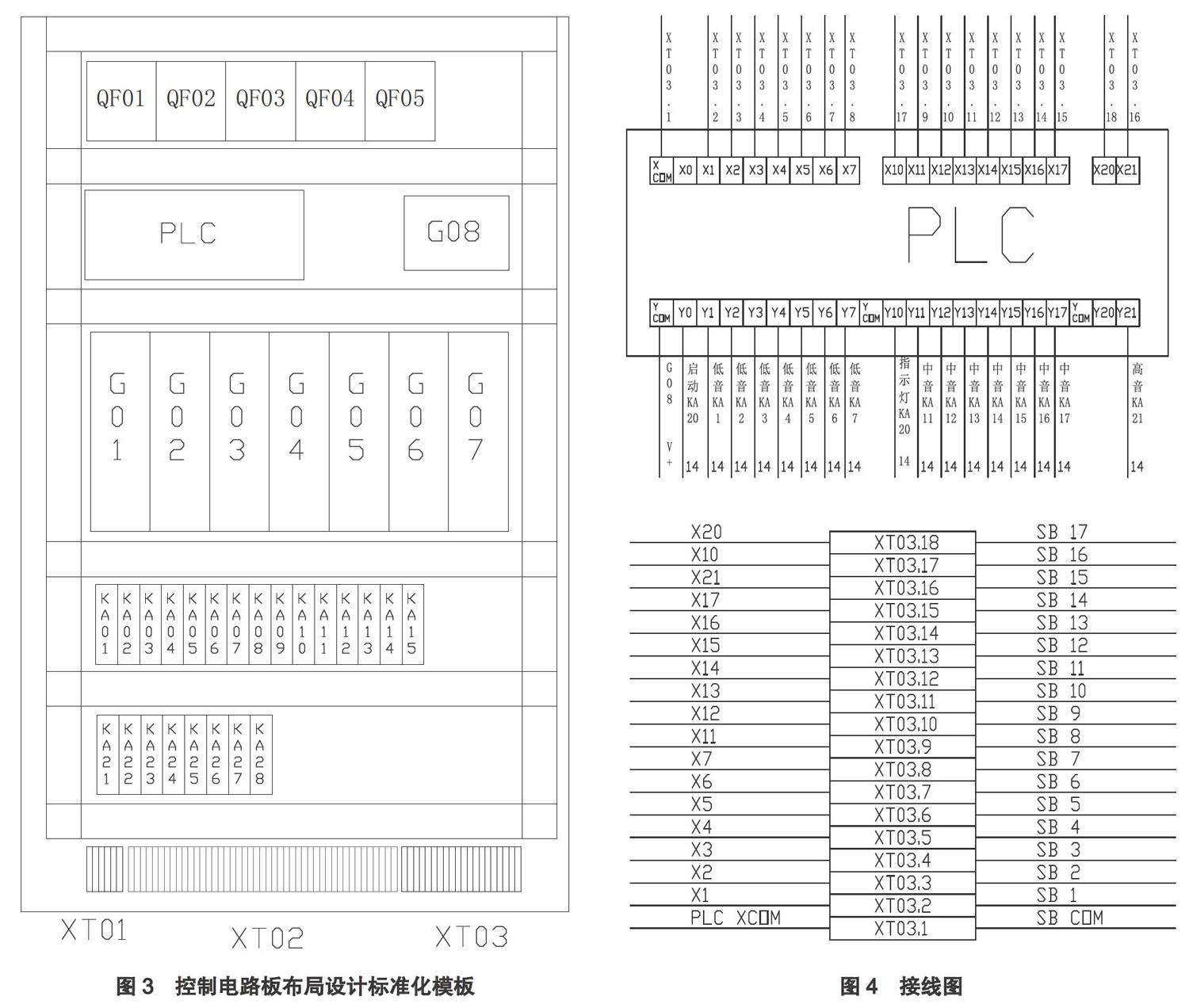
建立控制电路板布局设计标准化模板,可运用CAD平面制图软件,根据展品制作经验、控制需求与元器件数量选取市面常见尺寸的控制柜,以大、中、小三种机柜的底板尺寸作为模板。如图3所示,电路布局设计时可将控制电路板按行分区,如第一行为空气开关区、第二行为主控制模块区,第三行为电源区、第四行为驱动模块区,第五行为接线端子区,其中分区数可因大、中、小机柜进行分区整合,使元器件有足够的空间安装在底板上。根据元器件编号对照表给每一类元器件以字母命名和数字编号,根据所需元器件大小制作宏文件,调取元器件宏文件设计出控制电路板常用布局设计图模板,日后设计机柜布置图时就可根据制作展品控制需求选取大小适合的模板修改元器件即可。这大大提高了机柜布局图设计的时间,同时布局风格也能进一步实现统一标准化的设计理念。
2.6 控制电路板接线图标准化
控制电路板接线图设计是必不可少的步骤,设计人员设计完成并校验后交由制作人员制作。以奏乐电磁炮为例,如图4 所示,接线图以独立元器件绘制,需接线的元器件接线端需标注去往元器件接线端的组合编号,被接线的元器件接线端则标注此线路来源的元器件接线端的组合编号,XT03部分在图纸校对时便可以双向确认的形式来校对接线,而且标注信息将打印成线号套在线路接线端。当设备运行时发生故障可根据线标上的字母编号、数字编号与引脚编号快速梳理线路走向,确定损坏原因,达到迅速排故的目的。
2.7 控制电路板制作
完成布局图和所有的接线图后制作人员需根据图纸采购(领取)需要的电气元件以及材料并使用线号打印机打印出线管接线,严格按照接线图制作控制电路板即可。
3 结语
要改善电路板控制类展品损坏后维修难度大的问题,应从展品控制电路板设计制作开始抓起,建立展品控制电路板标准化设计制作流程,使展品控制电路板严格按照标准化流程进行研发制作,通过审核相关图纸,将问题扼杀在设计阶段,才能保证展品的制作周期、工艺与品质,在展品发生故障时才能有迹可循、找准突破口完成维修工作。建立展品控制电路板标准化设计制作流程,就能从展品核心把控展品的整体制作方向与稳定性。这既能减少厂家后期的研发成本、加快制作周期,又能给予科技馆在采购、验收、维修展品时起到一定的参考意义,形成一种共赢的局面,所以展品控制电路板标准化设计制作流程的建立必然是今后展品设计制作的重要组成环节。
參考文献
[1]吴文廷.用三菱PLC控制电子琴生成音乐[J].黎明职业大学学报,2009(03):30-34.
[2]黄中玉.PLC应用技术[M].北京:人民邮电出版社,2009.
(2019-12-15收稿,2020-02-23修回)
Analysis on the standardization of the design and production process of the control circuit board of the exhibits in the science and technology museum: Take the Exhibit “Music Electromagnetic Gun” for Example // LIU Bo, TANG Jingwei
First-Author's Address Museum of Science and Technology of Guangxi Zhuang Autonomous Region ,E-mail:150499098@qq.com.
Abstract It is proposed to establish a set of “standardized design and production process of control board of exhibits” through the research and development and production process of the control board of the exhibit for science popularization “music electromagnetic gun”. It lays special stress on discussing the effects and significance of each step of the process to the production of control board. The author hopes that the process will play a reference role on the design and production of control board of exhibits and the improvement of production technology and the reduction of maintenance difficulties in the future.
Keywords Exhibits of science and technology museum, control circuit board standardization, design and production process