医疗废物高温蒸煮及其与生活垃圾焚烧协同处理
2020-05-09彭小龙
彭小龙
(上海康恒环境股份有限公司,上海 201703)
1 引言
医疗废物具有高腐蚀性、可燃性、传染性、高毒性等特点,会对自然环境以及人体造成巨大损害,因此受到广泛关注。根据《医疗废物管理条例》规定,严禁医疗废物混入生活垃圾进行处理,必须进行集中处理处置,以达到杀灭病原体,防止疾病传播和医疗废物减量化、无害化的目的。
医疗废物集中处置的方法主要有焚烧法和高温蒸煮法。焚烧法是一种将医疗废物在回转窑或热解炉中安全焚烧的处理方法,具有全种类处理、高减容率的特点。但是,焚烧法较高的运行要求、巨大的投资成本以及较难控制的环境污染,渐渐难以适应当前的情况。近年来,高温蒸煮法由于其环保、经济、易操作等特点,应用越来越多,一些学者也认为以高温蒸煮为代表的非焚烧技术是未来的发展趋势[1-3]。
本研究对医疗废物的蒸煮工艺现状进行总结,主要介绍了主设备一些具有争议的问题以及辅助系统的能源和三废处理情况,发现其与生活垃圾焚烧具有协同基础。
2 典型高温蒸煮工艺简介
高温蒸煮工艺主要遵循HJ/T 276—2006 医疗废物高温蒸汽集中处理工程技术规范(试行)[4]:将医疗废物置于134 ℃的水蒸气氛围中并停留一定的时间,利用水蒸气释放出的热量,使医疗废物中的致病微生物发生蛋白质变性和凝固,进而死亡,从而使医疗废物无害化,再进行填埋或焚烧处置,具体工艺流程如图1 所示。
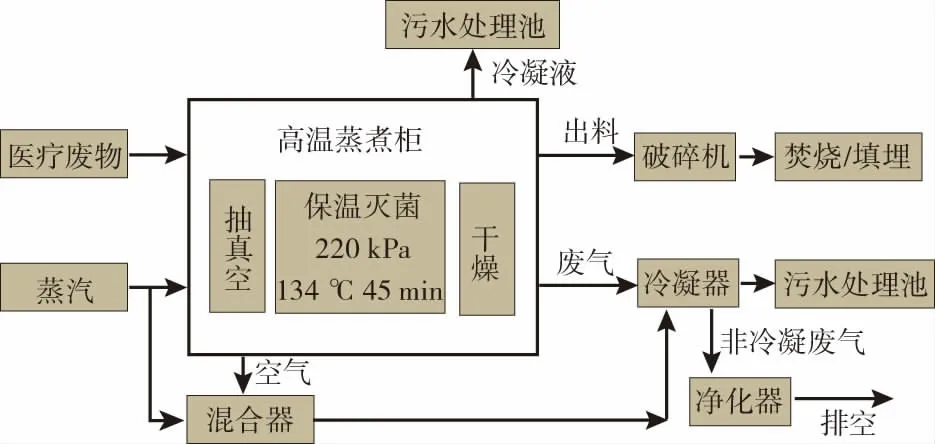
图1 医疗废物蒸煮工艺流程示意
3 主设备要点
3.1 破碎与蒸煮的顺序
HJ/T 276—2006 中,按医疗废物的处理顺序,工艺可以分为蒸煮- 破碎、破碎- 蒸煮、同时蒸煮破碎等3 种形式,推荐采用破碎- 蒸煮、同时蒸煮破碎2 种。靳俊平等[5]结合我国的实际情况分析后,建议采用蒸煮- 破碎的工艺。通过近期调研显示,市场主流的设备厂家中已均不采用同时蒸煮破碎工艺,破碎- 蒸煮工艺也鲜有项目应用,蒸煮- 破碎工艺已成为主流工艺。该工艺蒸煮柜内无机械运动,故障点少,运行稳定;医疗废物在蒸煮前不进行破碎处理,减少了病菌在车间内的扩散,运行安全环保。相比于其他2 种工艺,破碎- 蒸煮工艺效率较低,经济成本略大。HJ/T 276—2006 中明确规定蒸煮过程至少保持45 min,45 min 3 种工艺均能保证医疗废物的达标处理,因此,更加稳定、安全、环保的蒸煮- 破碎工艺便受到了市场的青睐,成为了主流技术。
3.2 装载量对灭菌效果的影响
医疗废物的产生量逐年增长,而医疗废物蒸煮设备的额定处理量却不会变化。有的项目为了在后期不增加运行班次或不追加设备投资,采用增加每批次医疗垃圾装载量的方法。但装载量对于医疗废物的灭菌效果存在一定影响,过多的装载量会使蒸煮的灭菌效果不合格。谷良平[6]研究发现,在空气排除率83.4%、灭菌时间30 min 的参数条件下,灭菌效果随着装载量的提升而减弱,只有在装载量小于60%的情况下,才能保证灭菌效果合格。杨祖顺等[7]研究表明,装载量对设备的升温曲线有明显影响,半载状态下可在35 min左右初次达到灭菌温度;满载状态下则需要65 min左右初次达到灭菌温度。李望昌[8]指出,对于冷热交替使用,加热气化,但出口管径不大、不能迅速释放的容器,应严格控制装载量在70%以下。因此为保证灭菌效果合格,在运行中应严格控制装载量在70%以下。
3.3 设备外形的选择
高温蒸煮设备主要有方柜型和圆舱型2 种:方柜型横截面为圆角矩形,四周有夹套加强,蒸汽先通过夹套,对设备预热后再进入柜体;圆舱型横截面为圆形,受力均匀,外部无夹套,蒸汽直接进入舱体。方柜型比圆舱型更可能产生裂纹、发生蒸汽泄漏等情况,韩立柱等[9]认为这主要是:①因为加强筋的末端恰在R 弧的切线位置,应力集中;②焊接时工艺不合理造成了过烧;③设备过高的使用频率等。现在,随着技术的迭代,焊接工艺的升级,少有项目会出现蒸汽泄漏的情况。但是,方柜型由于外部存在夹套加固,其制造成本高于圆舱型。
4 辅助系统现状
4.1 热源蒸汽系统
为了保证医疗废物的处理效果,供给蒸汽一般要求为0.4~0.6 MPa 下的饱和蒸汽,流量根据处理量确定,如5 t/d 的项目需500 kg/h 的蒸汽流量。对于蒸汽源,HJ/T 276—2006 中明确指出,应本着低投资、低运行费用、与处理系统相匹配的原则进行,有外接蒸汽源的项目,蒸汽可通过控压装置接入高温蒸汽处理系统;无外接蒸汽源的项目,需配备相应的蒸汽发生装置。低压蒸汽具备成熟的供给系统,在医疗废物蒸煮方面主要考虑其经济性。主要蒸汽来源为电锅炉、燃气锅炉、燃油锅炉、生活垃圾发电厂等,不同蒸汽源的成本分析见表1。

表1 不同蒸汽源成本分析
4.2 废渣处理系统
加拿大、德国等国家规定医疗废物灭菌效果达到99.99%后,可同生活垃圾一起处置。Wang[10]研究表明,灭菌后的医疗废物可以和市政垃圾一同送至生活垃圾填埋场处置,联合处置不影响填埋场产气的主要成分,不改变填埋场渗滤液组分。程亮等[11]指出,当灭菌率达99.99%时,医疗废物对人体健康和环境产生危害的程度将大大降低,生物危害性被消除,可将处理后的医疗废物看作普通垃圾。目前,医疗废物蒸煮的废渣主要送往生活垃圾填埋场填埋或生活垃圾焚烧厂焚烧。
4.3 废水废气的灭菌
医疗废物蒸煮产生的废水主要有2 部分:①清洗水,如地坪清洗水、周转箱清洗水、收运车清洗水等;②冷凝液,如蒸煮时蒸汽的冷凝液等。其性质与医疗机构污水的性质相似,排放标准可遵循GB 18466—2005 医疗机构水污染物排放标准。污水首先进行灭菌处理,之后排入管网,不在厂区内进行回用。医疗废物蒸煮废水的处理目前主要采用次氯酸钠消毒的工艺。
医疗废物蒸煮的废气主要包括蒸煮时的抽真空排气以及车间抽气,有害成分为少量病原体、恶臭、汞蒸气、VOCs 等。一般废气的净化有炭吸附、冷凝法、膜分离法等,通过工艺的组合,可去除有害成分。
5 医疗废物高温蒸煮与生活垃圾焚烧协同处理
5.1 经济性分析
焚烧可以为医疗废物蒸煮提供稳定的蒸汽、为灭菌系统提供可靠的电力、接收灭菌后的医疗废物、协助处理灭菌过程中产生的废水废气等;生活垃圾焚烧厂增加了蒸汽的销量、外部废渣废水的处理等收入,提高了全厂效益;还可共用部分管理人员,降低运营成本,提高管理水平,具体协同关系见图2。

图2 医废蒸煮与生活垃圾焚烧协同处理关系示意
表2 为广西某医疗废物高温蒸煮项目前期与生活垃圾焚烧协同、不协同处理的经济性对比,该项目处理量10 t/d,负责医疗废物的收运,采用高温蒸煮灭菌工艺,协同处理时,蒸汽来自焚烧厂(220 元/t),废渣送去焚烧厂处理(200 元/t),人员共27 人;非协同处理时,蒸汽来自燃油锅炉(260 元/t),废渣送入填埋场处理(100 元/t),人员29 人;支出项中的管理费用和财务费用随比例相应变化,其余支出项协同处理与非协同处理相同。依据《建设项目经济评价方法与参数》(第3版)[12]的规定和要求进行测算,结果显示协同后项目的收益率提高了近1%,回收年限缩短约1 a。协同与非协同处理相比,虽然废渣处理成本较高,但协同后废渣焚烧处理的环境效益高于填埋处理,即在废渣处理方面,协同比非协同采用了更高的技术标准。

表2 医疗废物处理与生活垃圾焚烧协同、非协同处理经济性比较
5.2 掺烧可行性分析
医疗废物和生活垃圾在成分上的巨大差异,使得混烧后将与原垃圾焚烧炉的设计工况出现偏离。张怀强[13]的研究指出一般医疗废物成分中塑料、玻璃、织物等共占比70%左右,含氯塑料占比8%~18%。肖志伟[14]的研究表明医疗废物的氯元素主要集中在含氯塑料中,含氯塑料的氯含量为33%~56%,棉签氯含量0.15%左右,其余组分氯含量小于0.1%。医疗废物与生活垃圾组分典型值见表3,工业分析、元素分析、热值的典型值见表4。由表3~4 可看出,在组分上,医疗废物的橡塑与玻璃含量明显多于生活垃圾;在工业分析上,灰分(A) 含量明显少于生活垃圾;在元素分析上,氯元素含量明显高于生活垃圾;在热值上,医疗废物明显高于生活垃圾。生活垃圾的产生量一般为每人0.6~1.3 kg/d,医疗废物的产生量为每人0.003~0.008 kg/d,医疗废物的掺烧量在1%左右。但是,考虑到运行时医疗废物不会和生活垃圾完全混合,部分时间可能存在掺烧量超过1%的情况,掺烧量5%时的焚烧变化也应考虑。从表4中可以看出,1%掺烧时,物料成分变化微弱,对焚烧影响可忽略,但是掺烧量5%时,氯元素含量增大50%以上,对焚烧锅炉的稳定运行已有一定影响,主要表现为锅炉腐蚀强度增加、排烟温度提高引起的锅炉效率降低、烟气净化石灰耗量增大等。因此,如何提高医疗废物在垃圾中分散的均匀性,是保证掺烧稳定运行的关键因素。

表3 医疗废物与生活垃圾组分典型值 %

表4 医疗废物与生活垃圾工业分析、元素分析、热值的典型值
6 结论
1) 综述了医疗废物处理中的破碎蒸煮顺序、装载量、设备外形等问题,认为先蒸煮后破碎的工艺顺序更符合市场环境;运行时医疗废物的装载量应严格控制在70%以下;圆舱型蒸煮柜在制造成本上更有优势。
2) 医疗废物的高温蒸煮工艺和生活垃圾焚烧具有良好的协同基础,医疗废物蒸煮与垃圾焚烧协同处理具有成本优势,是医疗废物处理的发展趋势。
3) 医疗废物与生活垃圾掺烧时,如何提高医疗废物在垃圾中分散的均匀性,是保证掺烧稳定运行的关键因素。
