焊装车间CO2气体保护焊烟尘处理设计分析
2020-05-08赵鹏
赵 鹏
(北汽福田汽车股份有限公司 制造本部,北京 102206)
二氧化碳(CO2)气体保护焊在车身制造中广泛应用,是电阻焊接的重要补充方式[1]。CO2气体保护焊会产生大量污染物,是焊接车间烟尘的主要来源。
1 CO2气体保护焊的烟尘危害及主要处理方法
1.1 焊接烟尘的特点
焊接烟尘具有微粒较小、温度较高、粘性较大、焊接烟尘产生量较大的特点[2]。对焊装车间CO2气体保护焊工位实地观测,在净高11m左右的厂房,烟尘在无风条件下上升到距地面5~8m处横向扩散成片状,周边不断弥散,进而污染整个焊装车间。
1.2 焊接烟尘的危害及相关标准
焊接烟尘可引起焊接尘肺、肺炎和血液系统疾病[3],具有较大的危害性。
根据GB16194—1996《车间空气中电焊烟尘卫生标准》规定,焊接烟尘浓度应小于等于6 mg/m³;按照北京市职业卫生健康有关环境评价标准GBZ21—2007《工作场所有害因素职业接触限值》第1部分“化学有害因素”中对焊接烟尘的有关规定,焊接烟尘加权平均值应小于等于4 mg/m³。
1.3 焊接烟尘的主要处理方法
焊接烟尘处理通常用到全面通风、局部排风和除尘处理[4]中的一种或多种,具体见表1。
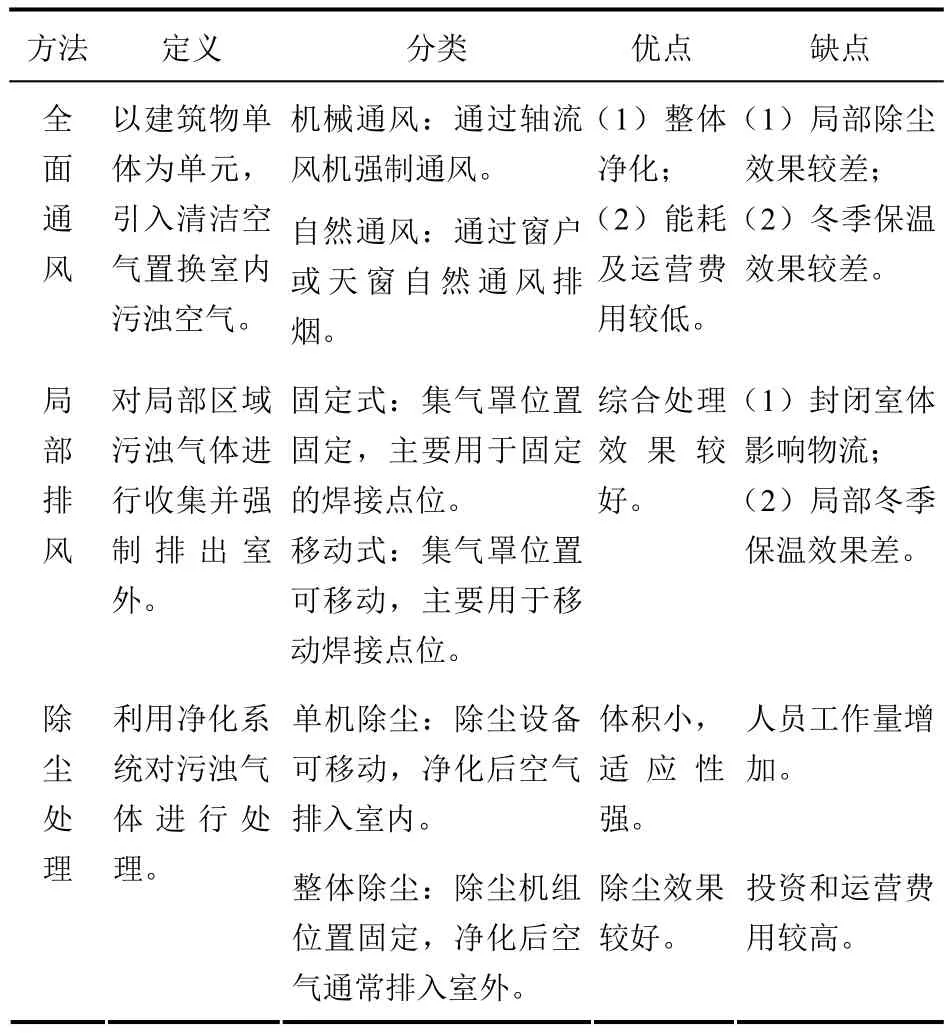
表1 焊接烟尘的主要处理方法
1.4 各工厂采用的排烟除尘方式
各工厂通常根据不同的工艺条件,综合采用多种排烟除尘方式,满足焊接烟尘治理的需求,具体见表2。
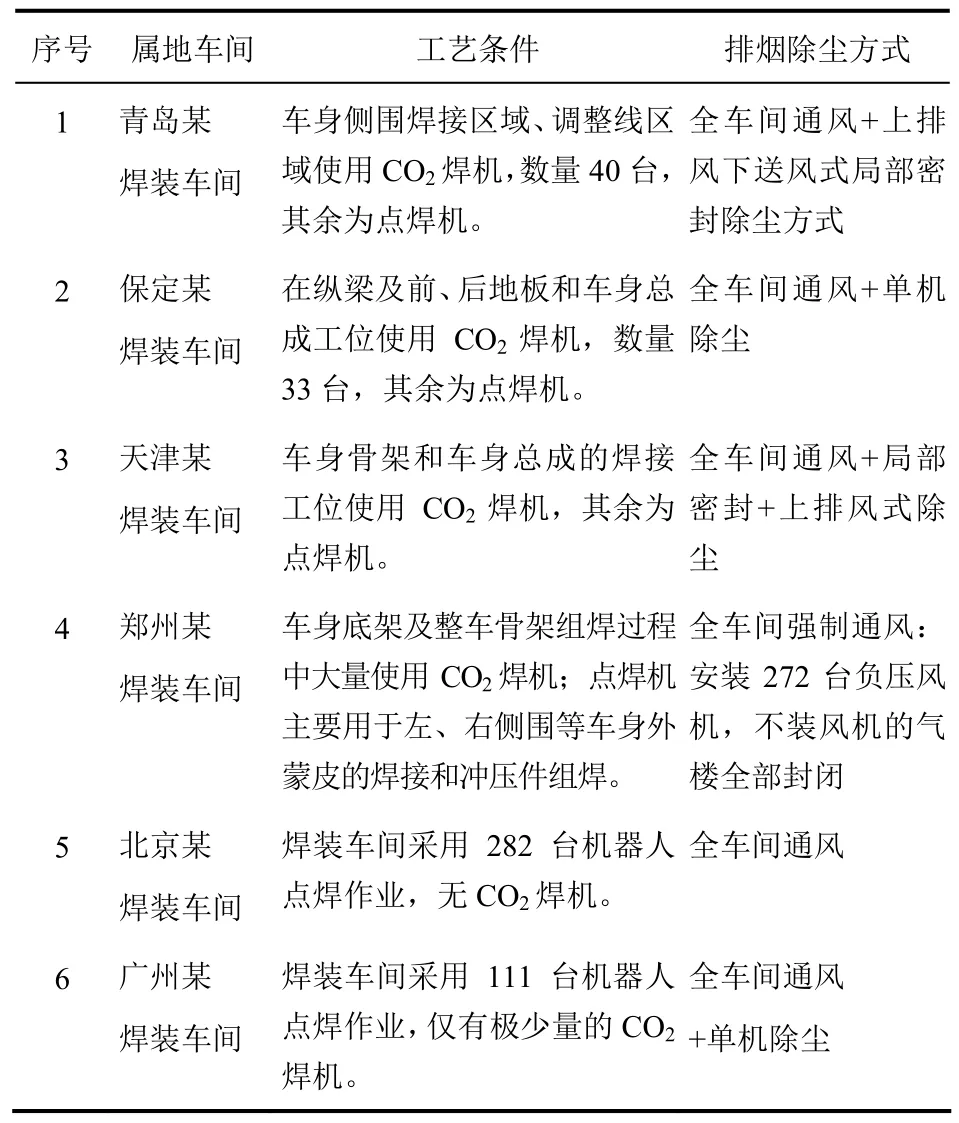
表2 各工厂工艺条件及排烟除尘方式
2 CO2气体保护焊烟尘治理实例解析
汽车焊接车间中,CO2气体保护焊是车间烟尘的主要来源。因各焊装车间CO2气体保护焊工位设置上有较大差异,应根据不同焊接车间实地情况,采用适宜的焊接烟尘治理方式。
以某车身车间焊接烟尘处理改造实例进行介绍。
2.1 治理前车间概况
山东某装焊车间厂房占地约30 000m2,其中一条焊装线生产节拍10JPH(Jobs Per Hour,每小时生产量),有7个CO2气体保护焊工位,工位各不相邻,共有约20台焊机。作业区域焊接烟尘浓度为2.8~8.5 mg/m3,部分区域超出国家标准。
厂房已设计整体机械通风,换气次数为3次/h。车间具备可移动式焊接烟尘净化机,由于工人焊接点位距离较大,需不断调整机器及万向吸尘臂的位置,无法满足实际生产需要。
2.2 焊接烟尘治理设计方案
2.2.1 局部排风系统风量计算
车间面积较大,并已设计机械通风系统;焊装线CO2气体保护焊工位固定且焊机数量较多,7个工位各不相邻,因此考虑增加局部排风系统。
每个工位设计单独的密封房。由于工位零部件物流量较大,无法完全密闭,应尽量采用软帘与外部隔开。
单个工位面积约为36 m2,高度按4.5 m计算,单位密封房体积约为162 m³。排风量L为

式中:V为密闭房体积,取值162 m³;N为换气次数,次/h,根据除尘经验取值30次/h。
根据式(1)计算理论上所需排风量为L=4 860 m³/h,考虑到一定的漏风系数(取值0.1),则所需排风量为4 860 m³/h×1.1=5 346 m³/h。
2.2.2 冬季采暖设计
该工厂位于山东潍坊,冬季日均最低气温可达-6℃,车间内温度在全面通风的条件下约为6~10 ℃,若有较大风量排出,则温度进一步下降,不利于人员现场作业。
考虑设置送风加热系统,综合评估各方案后发现运营费用过高,所以仅在风机平台处预留电加热系统的设备位置。按工位70%空气循环使用设计排烟除尘设备,可避免车间大量补入冷空气,温度降低。
若工位温度不满足作业要求,首先可在满足工位烟尘排放标准的条件下适度降低风速,其次可以提高生产线边供暖热水的循环速度,再次可以补充电加热空调设备。
2.2.3 送风设计
增加送风设施,既能够提升冬季生产线温度,也可影响密封罩内的烟尘气流,同时兼顾了操作人员的舒适性。
送风的风速会影响焊接点焊接效果,焊点处风速应满足≤2.0 m/s的工艺要求,否则CO2气体起不到保护作用,影响焊接质量。送风的风管对物流也有较大不利影响,因此应考虑采用合理的送风方式。规划沿密封房内的工艺立柱每3 m设置一个送风口,送风支管道延伸到车间底部约0.5 m高处,端部独立的送风罩口具备调节风速和送风角度的功能。
送风风量按照4 860 m³/h设计,略低于排风量5 346 m³/h,保持工位微负压,既能增加工位新鲜空气流入,也对冬季保温起到一定作用。送排风风机采用变频电机,一方面根据各工位生产及污染情况适度降低排风和送风风速,尽可能降低焊接点附近风速;另一方面综合冬季工位温度控制与焊接烟尘情况,适度调整送排风风速。
2.2.4 设计方案
在焊接烟尘超标的工位采用局部下送风上排风的处理方案,分别设置焊装烟尘处理系统及内循环系统,在风机边预留增加电加热空调的位置,如图1所示。
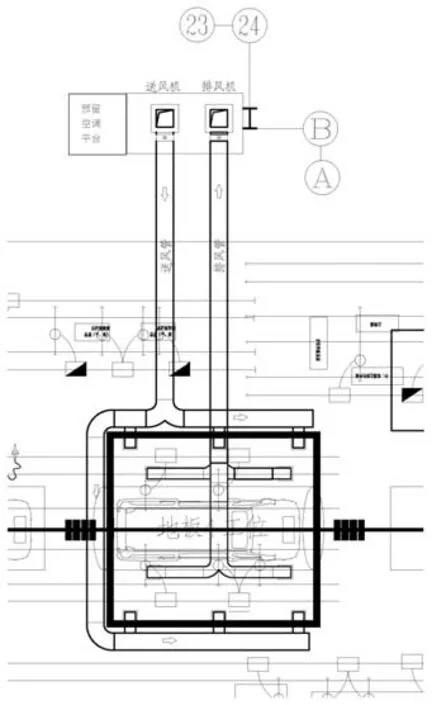
图1 局部排风系统平面示意图
密封房内采用吊顶锥形排气罩,送风支管道延伸到车间底部约0.5 m高,端部设有送风罩口。送风和排风管道均布置在密封房外侧顶部,整合成排风管道和送风管道各一条至风机处。排风和送风烟囱从风机处沿厂房立柱伸出屋面,间隔6 m。密封房效果如图2所示。

图2 密封房效果示意图
根据工位物流要求,能够全部密封的工位采用整体密封,无法全部密封的工位采用部分密封加软帘的方式处理。用彩钢复合板、钢型材对各区域进行密封,无法密封处用PVC透明软帘做围挡,尽量保证工作区域照明度和密闭性。
车间外新风或循环风通过送风机组进入车间内各工位区域,管道支管延伸到距离地面0.5 m处,送风口均匀排布,操作人员可根据需求调整送风角度和风速。从密封房下部送入空气后,区域内的污浊热空气向上方汇集,在上升过程中污浊的热气流不断卷吸周围空气,上升至排风罩口处,气流被抽吸入罩口,进入排风机组,经滤筒过滤后的气体部分通过烟囱排入大气,部分回流至送风系统,循环利用。
在车间立柱下方设有风机控制箱,送风和排风量均可根据现场需求调整。
2.3 治理效果
送、排风系统安装完毕后,操作工位焊接点附近风速为0.7~1.3 m/s,满足焊点处风速≤2.0 m/s的要求。焊接烟尘浓度为0.2~1.8 mg/m3,达到设计规范要求。
3 结束语
在汽车焊接车间,CO2气体保护焊已成为烟尘污染的重要源头。在现阶段无法用更清洁环保的焊接方式替代的情况下,利用通风除尘方式降低CO2气体保护焊烟尘污染已成为共识。利用现有条件积极有效地采取防护措施,能够最大限度地降低危害。
