涤/天丝弹力单面布的染色
2020-05-06周方颖贺婕余艳娥李童
周方颖 贺婕 余艳娥 李童


摘 要:针对一款蓝色涤/天丝弹力单面布的客户来样,采用先分散染料上染涤/氨,再活性染料上染天丝的染色方式,经过对染色工艺的初定、修改、确定几个环节,制定染色配方及分步染色工艺;分析了中间环节色光的比对控制对最终染色效果的影响。
关键词:涤/天丝弹力单面布;染色配方;分散染料;活性染料
中图分类号:TS193.8
文献标志码:A
文章编号:1009-265X(2020)05-0069-04
Dyeing Processing for Polyester/Tencell Elastic Single-side Knitted Fabric
ZHOU Fangying1, HE Jie1, YU Yane1, LI Tong2
(1.Department of Environmental and Material Engineering, Jiangyin Polytechnic College, Jiangyin 214405, China;
2.Jiangyin Zhenhong Printing & Dyeing Company Limited Co., Ltd., Jiangyin 214420, China)
Abstract:Referring to a customers sample, a blue polyester/tencell elastic single-side knitted fabric, the disperse dye was firstly used to dye polyester/spandex, and then the reactive dye was adopted to dye tencell. The dyeing formula and dyeing process were developed through initial trial, modified plan and final confirmation. Meanwhile, the influence of color and lustre of semi-finished products on the final dyeing effect was analyzed.
Key words:polyester/tencell elastic single-side knitted fabric; dyeing formula; disperse dye; reactive dye
近年来,天丝以其吸湿性好、表面光泽度较好、强度高等优良性能而得到广泛应用。其中,与涤纶混纺开发的面料特别是针织物,质地轻薄柔软,手感滑爽舒适,具有较好的弹性、优质的吸湿性能、保形性、悬垂性及良好的耐磨性、透气性[1]。本文针对一款涤/天丝弹力单面布的客户来样,阐述染色配方的制定,对于二步二浴法染色过程中间环节颜色的比对方法,以及类似蓝色的敏感色产品的染色有一定的实践指导意义。
1 试 验
1.1 试验材料
材料:涤/天丝弹力单面布(江阴市振宏印染有限公司),采用14.7 tex(40s)涤纶/天丝混纺纱并入2.22 tex(20D)氨纶丝在圆机上织制,其中涤纶含量74%,天丝含量19%,氨纶含量7%。
1.2 设备与仪器
皇巨T8高温试色机(上海皇巨实业有限公司);常温打样机(佛山市容桂荟宝染整机械厂);Color-Eye 7000A测配色仪(北京时代山峰科技有限公司);M228AA型皂洗机(锡莱亚太拉斯有限公司);Y571A耐摩擦色牢度仪(南通宏大实验仪器有限公司)。
1.3 染色方法
先选用分散染料对涤纶及氨纶进行上染,在染色温度在100 ℃左右时,大部分分散染料上染氨纶;当温度升至110~120 ℃时,分散染料开始慢慢向涤纶转移并上染[2]。涤纶染色采用高温高压的染色方法[3-4],在染色温度高于100 ℃、压力大于1 kPa的情况下完成上染过程。再选用活性染料对天丝进行常温染色。即采用二步二浴法,分别对涤/氨和天丝进行上染。
1.3.1 涤/氨染色
涤/氨染色升温曲线见图1,加入助剂为冰醋酸、高温匀染剂、螯合剂。
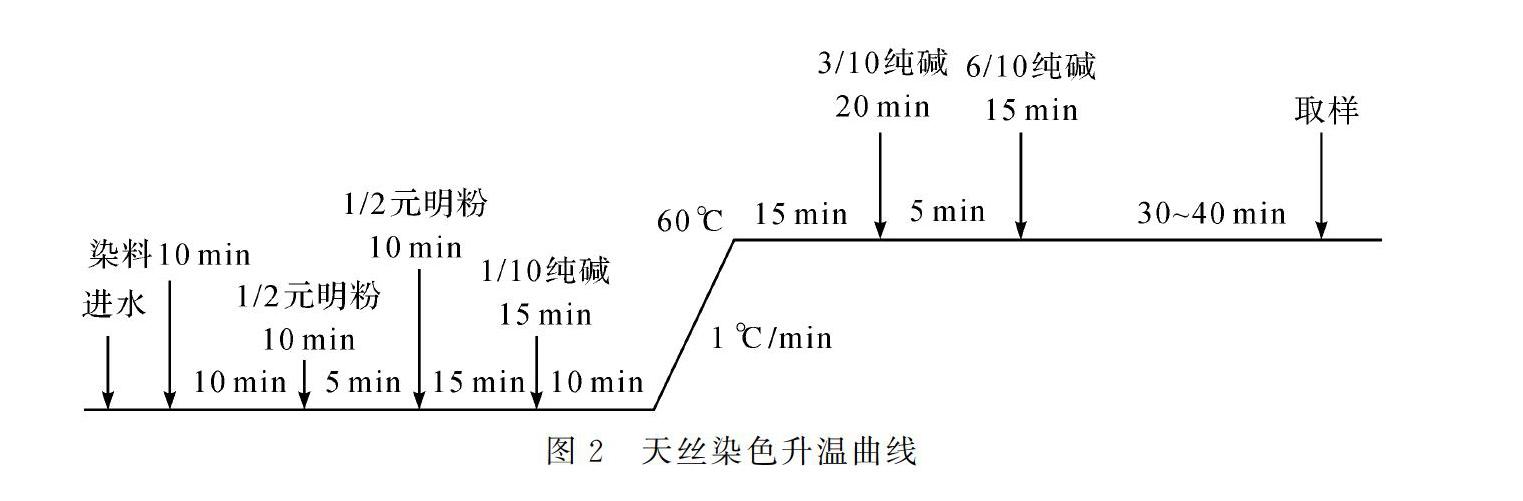
1.3.2 天丝染色
天丝染色升温曲线见图2,加入助剂为元明粉、纯碱。
1.4 测试方法
采用Color-Eye 7000A测配色仪,在D65光源10°视场下测试,得到染色样与客户样L*、a*、b*值及两者色差;根据AATCC61—2013《耐水洗色牢度》为染色样耐水洗色牢度评级,根据AATCC8—2004《耐摩擦色牢度》为染色样耐摩擦色牢度评级。
2 结果与分析
2.1 染色配方的制定
2.1.1 初定染色配方
根据客户来样蓝色涤/天丝弹力单面布,结合已有产品配方,得出涤/天丝弹力单面布的初定染色配方,如表1所示。
由于蓝色为敏感色,染色后易出现色花色斑,达不到客户要求,为了防止出现的色花过于严重,故先采用分散染料对涤/氨进行上染,且分散染料使用前需要过滤,再采用活性染料对天丝进行上染;该面料染色前要进行去油处理,一方面去除面料表面存在的杂质,另一方面可以有效遏制色花,面料也会变得柔软;且该面料极易损伤,要注意在面料不损伤的情况下进行上染;双染是两次上染,染料用量相对降低;加入高温匀染剂,达到均匀上染的效果,降低色花过多现象,穩定分散染料的上染;面料成分中的天丝极易损伤,故分散染料上染后要进行还原清洗。
染涤/天丝时加入冰醋酸的主要作用是调节染浴的pH值;高温匀染剂一般是非离子型,对染料具有亲和力,与染料结合,延缓了分散染料的上染速度,也就达到了匀染的目的;螯合剂既具有螯合、除垢、稳定的作用,同时也符合环保要求;染天丝时加入元明粉的作用是促进染料的上染,加快上染速率;加入纯碱以达到固色的目的。
2.1.2 修改染色配方
按照初定配方在涤/天丝弹力单面布打样,客户不满意并退回,客户提出染色样的效果需要亮一些,目前染色样偏深、偏红、偏黄。根据客户意见,降低染料用量,分散艳蓝由0.32%改为0.27%,进行降浅,分散紫由0.14%改为0.13%,減少红光。为保证最终染色样的效果,需要控制中间环节——溶天丝样(只含涤纶和氨纶成分)的色光。该样得到客户认可,要求染色样与之色光一致,故采用活性艳蓝单色上染天丝,也可去除一点红光;由于染色样亮度不够,故涤纶染后需要进行氧漂或清水还原;为确定最佳效果,做90 ℃氧漂、100 ℃氧漂和清水还原样进行对比,见图3。图3中,左上角的小块布样为溶天丝样,大块布样为染色样。对比后认为,100 ℃氧漂工艺最为适合,在100 ℃氧漂下可以去除黄光,基本满足客户要求。
对表1的染色配方进行调整,得到修改染色配方,如表2所示。
2.1.3 确定染色配方
按照修改配方再次打样,客户比较满意,对打成样及溶天丝样进行确认,天丝上染后,较溶天丝样略深一点,因此天丝染色需再调整。活性艳蓝用量由0.13%改为0.10%,此时色光达到一致。调整后的配方如表3所示。
分散染料上染时测得pH值为4.8~5.2,可以使染物颜色鲜艳,上染百分率较高[5],从而保证色牢度达标。
2.2 染色样的检验
2.2.1 测色
按照上述工艺染色,将染色样与客户样比对,采用Color-Eye 7000A测配色仪,在D65光源10°视场下测试,结果如表4所示。
根据式(1)计算两个样的色差。
ΔE=ΔL2+Δa2+Δb2(1)
式中:ΔE为对比样的色差;ΔL*为客户样与染色样的L*偏差;Δa*为客户样与染色样的a*偏差;Δb*为客户样与染色样的b*偏差。
经计算得到两者的色差为0.72,这种色差可以视觉忽略,表明该染色工艺可行。
2.2.2 色牢度评级
按照AATCC61—2013《耐水洗色牢度》和AATCC8—2004《耐摩擦色牢度》,对染色样色牢度进行评级,结果如表5所示。
3 结 论
涤/天丝弹力单面布(涤纶含量74%,天丝含量19%,氨纶含量7%)采用分散艳蓝0.27%(o.w.f.)和分散紫0.13%(o.w.f)高温高压上染涤/氨后,再采用活性艳蓝0.10%(o.w.f)常温上染天丝,得到染色样;通过有效地控制分步染色方式下中间环节面料的色光效果,使最终产品符合要求。经测色和色牢度检验,该染色样与客户来样的色光偏差较小,色牢度等级达标,表明该染色工艺可行。
参考文献:
[1] 马方方.天丝涤纶交织物染整生产实践[J].针织工业,2013(10):48-49.
[2] 李朝晖.Softshell弹力三层防水透湿复合面料[J].印染,2013,39(21):29-31.
[3] 尚润玲,丁文才.染色技术[M].北京:中国劳动社会保障出版社,2016:91-94.
[4] 沈志平.染色技术[M].北京:中国劳动社会保障出版社,2009:85-89,161-162.
[5] 沈志平.染整技术(第二册)[M].北京:中国纺织出版社,2009:148-150.