面向应力剥层测量的铝合金电解工艺研究
2020-05-06杨巍
杨巍

摘 要:X射线衍射法可以无损地测量表面残余应力,但需要结合剥层法才能测量材料一定深度上的残余应力。本文设计了一种电化学剥层的装置,采用NaCl溶液作为电解液,可以对金属平面小区域进行材料去除,电解深度可精确控制。以铝合金材料为例,试验优选出电解加工参数电流密度23.87A/cm2和电解液流量1200cm3/min。通过对数据拟合曲线进行优化处理,标定了实际深度蚀除速度约为7.42μm/s。最后对铣削铝合金板进行表层残余应力测量,测量结果符合一般铣削铝合金残余应力分布规律。
关键词:残余应力;铝合金;X射线衍射法;剥层法;深度蚀除速度
1引言
X射线衍射法是近年来广泛使用的残余应力测量方法,其优势在于无损、易操作、迅速、精度高[1,2]。但是由于X射线对金属的穿透能力有限,往往只能测量金属表面的残余应力。即便X射线的透入深度较深,也会因为材料表层存在的应力梯度而对测量结果产生影响。故使用X射线衍射法测量随深度变化的残余应力往往需要结合剥层法[3]。为了测量金属表层的残余应力分布,本文设计了一种成本低、结构简单、安全可控的电化学剥层装置。并以航空工业中应用广泛的7050-T7451铝合金为例,通过试验确定了较优的电解参数,标定了铝合金深度蚀除速度,最后测量了铝合金铣削表层的残余应力。
2 电化学剥层装置设计
电化学剥层法则主要是通过电解发生的氧化还原反应去除阳极金属。电解加工中,电极与工件之间接直流电源。电极接电源负极,工件接电源正极。电极与工件保持一定的加工间隙。电解液以一定的速度流过间隙,使两极之间形成导电通路。故本文中设计一种电化学剥层的装置,用于测量试样表层不同深度的残余应力值。如图1所示。
自制电解装置实物图和半剖视图如图2所示,电解装置用于安装电极,形成密闭空间,内部流通电解液以电解加工表面金属。电解装置分为端盖、底座、固定电极和接头。
3 铝合金电解加工参数优选
因为氧化层和表面粗糙度均对残余应力测量产生影响[7]。故本章以电解后表面的氧化层和粗糙度作为评价指标,优选电解加工参数。本文研究电流密度i和电解液流量ql对电解加工铝合金表面质量的影响。
3.1 电流密度优选试验
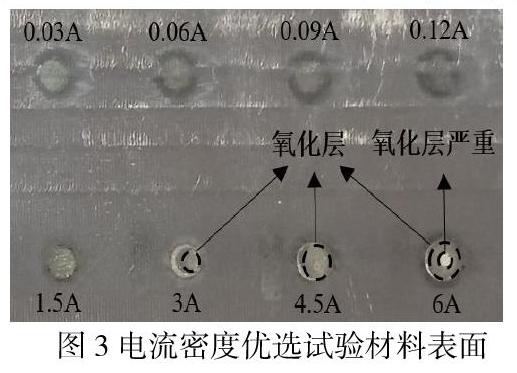
原理以电解抛光为主的电解设备,采用的电流密度较小,在0.2-1.0A/cm2范围内,电解速率较慢,约为4-20μm/min。而电解加工电流密度很大,范围为10-100A/cm2。不同电流密度下,铝合金材料电解后表面如图3所示。用Mahr便携式粗糙度仪对电解后的区域进行表面粗糙度Ra测量,取样长度为1.75mm。每个位置测量三次取平均数,结果如表1所示。
由图3 观察分析可知,在0.2-1.0A/cm2范围内的电解抛光,加工后表面无光亮,去除量极少,且四周杂散腐蚀严重。由于去除量极少,其加工后的粗糙度与试样原先表面粗糙度基本相同。综上所述,优先考虑氧化层的大小深浅,其次结合表面粗糙度Ra值,故认为电流为3A、电流密度为23.87A/cm2是较优的电解加工参数。
3.2 电解液流量优选试验
电解液流量对电解质量有着一定的影响,合适的电解液流量有助于更新电解液,迅速排除电极表面上的电极产物。不同电解液流量下,铝合金材料电解后表面对电解后的试样进行表面粗糙度Ra测量,每个位置测量三次取平均数。
随着电解液流量的增加,加工表面氧化层逐渐变浅,但同时表面粗糙度增加。优先考虑氧化层的大小深浅,其次结合表面粗糙度Ra值,故认为电解液流量为1200cm 3/min是较优的电解加工参数。
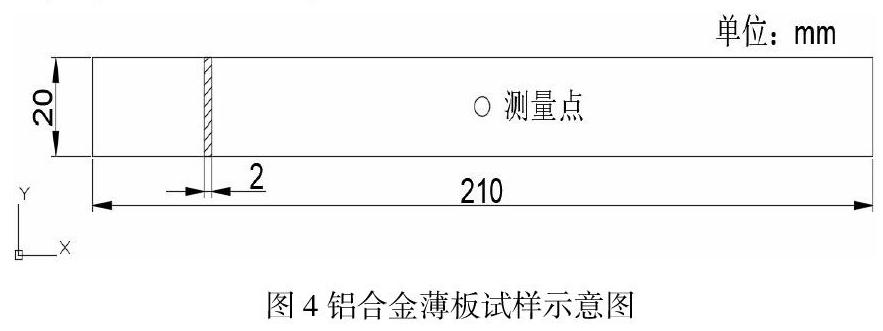
4 铣削铝合金残余应力测量
侧刃铣削铝合金板得到试样,见图4,刀具为整体硬质合金立铣刀,铣削参数为n=15000r/min,f=7000mm/min,ae=0.5mm, ap=3mm。按深度蚀除速度vh实=7.42μm/s。采用基于cosα法的二维面探方法测量残余应力,工作电压和电流分别为30kV和1mA。测量铝合金采用Gr靶,X射线入射角度为25°,半高宽定峰选择波长为K-Alpha、面心立方结构、311晶面,输入杨氏模量70.3GPa和泊松比0.33[11]。
5结语
为了研究金属表层的残余应力分布,设计了电化学剥层的装置,以7050-T7451铝合金为例,研究了电解铝合金较优的电解加工参数,分别从理论和试验得到深度蚀除速度,最后实际测量了铣削后铝合金板的表层残余应力,结论如下:本文设计的电解装置结构简单、加工制造方便、成本很低、安全可控,能够对金屬平面的小区域进行电化学剥层,满足X射线衍射法结合剥层对金属沿深度方向上残余应力测量要求;以实际铣削铝合金板为例,测量了其表层残余应力分布,符合一般铣削铝合金表层残余应力外拉内压,最后趋于0的分布规律。
参考文献:
[1]张定铨等. 材料中残余应力的X射线衍射分析和作用[M]. 西安交通大学出版社, 2000.
[2]刘金艳. X射线残余应力的测量技术与应用研究[D]. 北京:北京工业大学, 2009.
[3]罗子华, 胡永会, 袁海洋. 无损测量铝板表层残余应力的方法[J]. 铸造技术, 2014(8).
[4]唐志涛. 航空铝合金残余应力及切削加工变形研究[D]. 山东:山东大学, 2008.
[5]Tang Z T , Liu Z Q , Wan Y , et al. Study on Residual Stresses in Milling Aluminium Alloy 7050-T7451[J]. 2008.
[6]GB/T 7704-2017, 无损检测 X射线应力测定方法[S].
