PLC在机床技术改造中的应用探讨
2020-05-03张德田艾建军曹丽苹
张德田 艾建军 曹丽苹


摘 要:用PLC与触摸屏结合起来,代替传统继电器-接触器控制方式,在传统机床改造、自动化生产线改造中较为常用。本文以电动机Y-△启动控制系统改造为载体,探讨了PLC、触摸屏技术在机床改造中的应用。
关键词:PLC;触摸屏;技术改造
1 现状分析
目前,传统中小企业中,机床仍采用传统控制方式。随着时代的发展,计算机技术逐渐兴起,为传统中小企业的改造升级提供了技术支持。PLC被誉为工业现代化的三大支柱之一,将PLC与触摸屏结合起来,可改变原有电气控制系统继电器-接触器单一的控制方式,使之更加环保化、数字化、智能化,为提高企业经济效益有显著意义。
2 项目要求
某工厂风机控制系统运行过程如下:按下启动按钮,电机Y形联结降压启动,定时器开始延时,到达延时时间后,自动切换到△联结全压运行。运行中按下停止按钮,电机停止运行。系统改造要求保留原主电路,用人机界面HMI给出主控信号,选用继电器输出PLC作为控制器,控制原来继电器-接触器电路。
3 解决方案
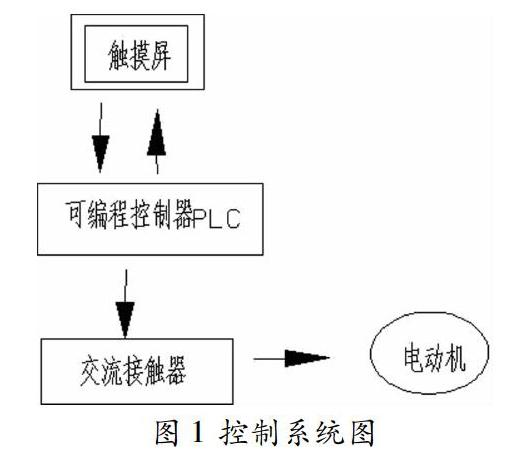
系统解决方案框图如图1所示。三菱FX-2N系列PLC具有控制功能强,性能价格比高,抗干扰能力强的优点,在市场占有主流地位。系统的设计、安装、调试工作量少,编程方法简单,易维修。选用昆仑通泰TCP7062Ti,配合使用,应用的灵活性更强。
4 电气设计
4.1 设计I/O分配表
保留原主电路,采用AC220V的交流电源为PLC供电。PLC的输出Y1-Y3控制三个接触器线圈,为防止接触器故障造成电流短路故障,连接接触器互锁电路。I/O分配表如表1所示。
4.2 HMI组态设计
设定触摸屏与PLC连接地址分配表,如表2所示。
组态设计界面如图2所示,用昆仑通泰MCGS人机界面HMI给出主控信号,设定启停按钮及指示灯,通过对话框设定延迟时间。
4.3 PLC程序设计
在原来的Y-△接触器控制电路的基础上,修改控制回路。编写如图3所示梯形图。Y联结低速延时时间可以由PLC内部定时器完成,不必再额外接时间继电器。按下SB2时,X0常开触点闭合,继电器Y0、Y2得电,电动机Y联结低速运转,同时定时器T0开始计时,当到达D0设定时间后,定时器T0动作,使Y2线圈失电,Y1线圈得电,电动机转换成△联结高速运转。停止按钮SB1按下时或者电机过载,热继电器FR动作时,输出继电器Y0、Y1、Y2和定时器T0均失电,电动机停止运行。
5 整体调试
(1)下载程序到PLC。
(2)下载组态界面到触摸屏。
(3)连接好触摸屏、交换机与PLC的通信线。
(4)在触摸屏上设置延时时间。
(5)按下启动、停止按钮观察运行现象。
6 结语
本文以电动机Y-△启动控制系统改造为载体,分析了PLC、触摸屏在传统机床继电器-接触器控制系统改造中的应用,给出了实践步骤。为中小企业技术改造升級、提高经济效益有积极指导作用。
参考文献:
[1]汤晓华.电气控制系统安装与调试项目教程[M].北京:高等教育出版社,2018.
[2]孟英楠.PLC技术在机床电气改造升级中的应用探究[J].河南科技,2015(22):108.
[3]刘吉祥.PLC在机床电气控制系统改造中的应用[J].中国设备工程,2017(9):50-51.
基金来源:2019年保定市科技计划自筹经费项目,项目名称:台钻改制为自动攻丝机的研究与实践(项目编号:1911ZG001)
作者简介:张德田(1981-),女,汉族,河北保定人,硕士,讲师,主要从事机电一体化研究。
