高压压浆辊线性加压对经纱上浆性能的影响
2020-04-26张欣
张 欣
(郑州纺机工程技术有限公司,河南 郑州 450001)
为了使织造经纱过程中的断头率降低,要提高经纱强度与耐磨性,浆纱的主要目的就是增强纱线强度,并且保证纱线弹性,从而降低摩擦力,提高纤维之间的抱合力,使经纱可织性得到提高。实践表明,假如浆纱工艺合理,并且质量良好,就能够实现优质、高产与消耗降低的目的。另外,每个企业都是根据相关经验设置浆纱机浆纱工艺参数,缺少历史数据量化分析,无法保证浆纱质量。因此,实时监测浆纱工艺参数尤为重要。假如高压压浆辊设计为线性加压,是因为经纱在上浆辊中覆盖系数的不同,从而导致浆液吸收不足问题[1]。为了将预压浆辊线性加压的功能有效发挥,以经纱上浆角度为基础,全面分析压浆辊线性加压的必要性与实用性。
1 高压压降辊线性加压的优势
1.1 压降效果的提高
合理的主压浆辊与预压浆辊压力值能够使纱线上浆性能得到提高,在纱线进入浆槽吸浆到被压浆送到浆槽的过程中,纱线浸润时间和吸附浆液总量,除了纱线特数、上浆纱线种类、浆液含固率等,还和浆槽浸压方式相关。
比如GA390型浆纱机,利用预压浆辊与浸压辊侧压使浆槽中的浆纱能够垂直进入预烘桶中,此方式浆液循环比较快,并且浆槽容积比较小。但是纱线从进入到浆槽到出浆槽,浸浆长度与压榨的时间短,在短时间内无法实现理想化的纱线上浆效果和压浆效果。在上浆过程中,不仅要使纱线吸附能力满足上浆需求,还要实现主浆辊线性压力的合理设置,使预压浆辊压浆效果得到提高[2]。
1.2 品种适应性的提高
在社会不断发展的过程中,逐渐出现了各种纺织纤维与纺织纱线,在纱织品种不断丰富的过程中,对于经纱的要求也在不断提高。新型纱线具有不同的纤维特性与结构,浆液吸附量不同,并且也具有不同的被覆与浸透上浆比例需求。比如莫代尔、莱赛尔、黏胶等再生纤维素,因为纤维光洁,所以上浆要求等同于涤纶长丝上浆的需求,纱线纤维集束为重点,所以浸透上浆大于被覆上浆。在上浆过程中的被覆上浆完整,并且具备良好浸透上浆效果。由于在砂浆中浸透浆液能够避免纱线内部纤维滑移,提高纱线抱合力,并且结合被覆砂体浆液,进一步提高浆膜完整性与耐磨强度。纱线具有良好的浸透上浆效果,通过预压浆辊施加压力。因为要通过浆纱线速度的改变,对预压浆辊压力进行改变,从而改变压浆效果。那么,经纱能够对浆液吸附量进行有效的控制,从而进一步满足经纱柔韧性与织造的需求。因此,预压浆辊的线性加压能够使经纱上浆性能得到提高[3]。
2 浆纱机线性加压的在线监测
根据浆纱机线性在加压过程中需要的具体情况实现分层次、分级的系统建设方案制定。此方案主要包括3层:第一层的设备主要为可编程逻辑控制器(Programmable Logic Controller,PLC),对各种传感器信号进行收集,属于监控各工艺参数的基础;第二层的主要设备为工业控制计算机,主要是自动保存利用通信协议传输信号,方便提取客户端数据;第三层主要设备指的是个人PC机,主要任务是根据管理需求对浆纱机工艺参数信息进行查询,方便数据的管理与分析,对经验进行积累。
通过系统结构分析,在现场使用多种技术手段集合型号不统一的电控系统。对于将西门子PLC作为控制主机的两台浆纱机,由于浆纱机具有液晶显示板,安装收集工艺参数,通过PLC主机收集工艺参数,只需要和通信处理器连接,使其利用PROFIBUS-DP协议和工业控制计算机相互连接,从而得到两台设备的实时数据。
中间层利用工业控制计算机,对运行过程中的可靠性与稳定性进行保证。工业控制计算机是利用串口对PLC传输工艺参数进行接收,对收集各种数据进行监视,如果出现异常,就会发送报警信号[4]。
将传感器应用到浆纱机中,工业使用过程中的温度检测主要包括热电阻和热电偶,热电偶在500 ℃以上高温进行测量。对于低于500 ℃的温度,热电偶输出热电势比较小,对于二次仪表抗干扰措施、放大器措施等具有较高的要求,要不然无法进行精准测量。在低温区域中,冷端温度变化会导致出现误差。那么在测量过程中,利用热电阻温度测量仪实现。热电阻是通过电阻热效应实现温度测量,也就是电阻体根据温度改变出现变化,只要对感温热电阻阻值变化进行测量,就能够实现温度的测量。主要包括半导体热敏电阻与金属热电阻,金属热电阻具有良好的稳定性,并且测量比较精准,被广泛应用到工程控制中。纱浆机利用金属铂热电阻传感器,对比铜电阻来说,具有较高的铂电阻精度,并且具有良好的稳定性和非线性,温度越高,电阻的变化率就会越小。铂热电阻温度传感器监测和控制单元控制浆液温度进行结合,此传感器指的是热敏电阻传感器[5]。
在浆液机线性加压在线监测过程中,利用回潮控制仪能够分析被测物体回潮率对物体电阻变化的影响,变化为对数关系。在回潮率不断改变的过程中,浆纱电阻也会出现改变,并且改变电流。变化电流通过控制仪进行处理,使输出电压值和回潮率具备近似线性关系。浆纱含湿量以质量分数方式进行展现,并且和预先设置的含湿量对比,控制干燥过程,直观地展现设定值与测量值的偏差。假如实际测量回潮率和设置回潮率误差在允许范围之内,控制仪输出脉冲信号,对浆纱机车速进行调整,回潮率比较小,速度提高。控制系统具备比例积分微分(Proportional-Integral-Derivative,PID)系统,假如误差范围比较小,那么就会缩小脉冲宽度,间隔比较大,此时调整量比较小,运动缓慢。如果误差范围比较大,那么增大脉冲宽度,动作比较强烈[6]。图1为主机调速的原理结构。
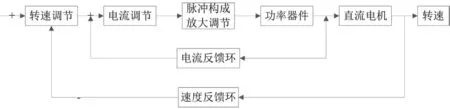
图1 主机调速的原理结构
3 经纱上浆性能的分析
在上浆的过程中,浆液合理分配在纱线中都是利用主压、预压浆辊的压力配合比实现。预压浆辊压力值越大,就会增大浸透上浆比例。表1为预压浆辊线性的上浆效果,表2为不同品种使用预压浆辊线性加压的织造效果。

表1 预压浆辊线性的上浆效果

表2 不同品种使用预压浆辊线性加压的织造效果
品种1指的是转杯纱,在相同浸压方式中,浸透上浆比例比环锭纱要大,所以在上浆过程中的浆液含固率要低[7]。品种2为纯棉普梳纱,其强力比普通黏胶纤维要优越。在上浆过程中使用合理的浆液含固率结合浸压辊压力,使预压浆辊现行压力得到提高,能够使纱线达到预期的吸浆量,使浆纱可织性得到提高。品种3指的是正比例涤棉混纺纱,在上浆过程中的浆纱线纤维成分比根据相似相容原理对浆料组成进行匹配,还能够以织物组织对含固率、上浆率进行确定,并且保证含固率与上浆率比110%要大。另外,提高预压浆辊与浸压浆辊的压力,从而得到良好上浆效果。品种4为聚集纱,纱线纤维伸直度比较高,排列比较整齐。浸压浆辊与预压浆辊压力得到提高,使纱线在预紧辊与预压浆辊的压力得到提高,主浆辊压浆率比较高。品种5指棉涤混纺细号纱,保证浆液对纱线的湿润效果,要使预压浆辊线性加压值与浸压辊压力得到提高,能够使预压浆辊线性加压的功能得到发挥,在短时间内使上浆纱线挤压时间和浸浆时间的吸浆量得到满足。
预压浆辊线性加压功能的使用与实践表示,合理设置预压浆辊线性、纱线控制浆液吸附量,对主压浆辊分配纱浆浆液比例有效掌握,能提高浆纱可织性[8]。
4 结语
纺织纱线的纤维特性各不相同,浆液吸附性也不同,纺线特数和纺纱方法也不同,具有不同的耐屈曲、耐磨度等。在上浆过程中,只要对纱线的浆液吸附量进行控制,包括浆液合理分配在浆液纱线中,对纱线上浆性能进行稳定,使纱线速度得到提高,缩短纱线在浆槽中受浸压的时间,如果这时压浆辊压力配置值不合理,就会使纱线对浆液的吸附量出现波动,影响到浆液纱线合理的分配。因此对浆槽预压浆辊线性加压进行改造,从而解决上浆过程中的问题,通过本研究,使压力值设置合理,提高不同纺织纱线的稳定性。
