RFRL30型剑杆织机用于丝织物织造的工艺调试探究
2020-04-22吴彤田恒荣张正伟李绪泉
吴彤 田恒荣 张正伟 李绪泉


摘要: RFRL30型剑杆织机是一款高性能织造设备,已经广泛应用于各种复杂服装面料、装饰布、滤布、安全织物等领域。近年来,越来越多的客户也在使用RFRL30型剑杆织机织造丝织物,为了提高织机运转效率、提升面料质量,针对丝织物的纱线特点和面料要求,文章探究了RFRL30型剑杆织机生产丝织物过程中织机工艺参数的调节及注意事项;针对特殊品种的织造,通过反复试验织机的调试工艺参数,找到了最佳状态,满足了客户需求。
关键词: 剑杆织机;丝织物;织造;调试;工艺参数
Abstract: RFRL30 rapier loom is a kind of high-performance weaving equipment,which has been widely used in various complex clothing fabrics,decorative fabrics,filter fabrics,safety fabrics and other fields. In recent years,more and more customers have been using RFRL30 rapier loom to weave silk fabrics. In order to improve the running efficiency of the loom and the quality of cloth,the research team explored the adjustment of weaving process parameters and production precautions during the production of raw silk fabrics by RFRL30 rapier loom according to the yarn characteristics and fabric requirements of silk fabrics. For the weaving of special varieties,the research found out the optimum condition by repeatedly testing the technological parameters of the loom debugging,and the requirements of customers are satisfied.
Key words: rapier loom; silk fabric; weaving; debugging; process parameters
据相关资料披露,至2018年末,中国有中、高档剑杆织机约29.12万台,简易的GA74型系列剑杆织机40余万台[1],剑杆织机占无梭织机总量的四成之多,为主要的织造设备。剑杆织机区别于其他无梭织机的主要不同之处为引纬部分,它是以剑杆作为牵引器,牵引着剑头做规律性运动,剑头夹持着纬纱,迫使纬纱从储纬器或纬纱筒上退绕出来,并穿越引纬区域(梭口),该引纬方式对纬纱具有广泛的适应性和高度的灵活性[2]。按剑杆的材料类型,剑杆织机可分为刚性剑杆和挠性剑杆,刚性剑杆以德国Dornier(多尼尔)机型为代表,其剑头为积极式夹持纬纱;挠性剑杆在国内外有多个厂商生产,国外有比利时Picanol(必佳乐)、意大利Itema(意达)、意大利Smit(斯密特)等,国内则有日发、中纺机、金德等,其剑头夹持纬纱是靠纬纱张力勒进剑头去,为消极式夹持纬纱。这种消极式夹持方式没有积极式夹持对纬纱的适应性广泛,目前各个厂商都加大了对剑头结构及运动模式的改进,力求适应更多类型的纬纱。按剑头行进轨道形式的不同,剑杆织机又可分为无导钩引纬和带导钩引纬,采用无导钩引纬的有意大利 SMIT系列剑杆织机和日发RFRL30/31型剑杆织机,该方式对经纱、剑杆、剑头的磨损降到了最低,极大减轻了经纱断头和机物料消耗,同时适合于高支高密织物的织造;带导钩引纬有多个厂商生产不同机型,他们采用了不同的导钩形式,都在持续研发创新,力求减轻剑头重量、减轻对经纱的磨损及增加牵引纬纱的稳定性。
近年来,随着人们生活水平的提高,加之丝织物具有穿着舒适、吸放湿性好、抗紫外线[3]、保健等特点,丝织物的市场需求越来越大,为了适应市场的发展,调试工程师使用RFRL30型剑杆织机进行了织造丝织物的试验,在四川、江苏、浙江等多个客户工厂进行了多个品种的织造,积累了一定的经验。
对于丝织物的织造,可分为生织和熟织两种方式[4],主要是看炼染工序放在织造之前还是之后。生织,就是对未进行炼染的经纬纱線进行织造,加工成织物,后序再炼染成成品;熟织,就是先对经纬纱线进行染色炼染,再织造直接成为成品。根据下游客户的不同要求及生产现状,目前市场上多采用生织,因此本文就生织过程中遇到的问题及采取的措施,进行归纳、总结和探讨。
1 织机部分器件的选用
1.1 剑头形式的选择
采用GS900型剑头制做丝绸面料,左剑头夹片用光面夹片(图1),右剑头采用单牙夹杆(图2)。配置的连接板不易采用,容易摩擦经纱造成断头多及起巢,经纱起毛后钢筘很难通过,致使越来越多的经纱分叉。对剑头、剑带(含筋条)要用800#的砂纸反复打磨,剑头和剑带交接处不能有凸起或者台阶。
1.2 储纬器器件的选择
纬纱张力的控制,不宜采用毛刷的,要用钢刷形式的,如图3所示。特殊织物需配置油壶,增加纬纱被牵引时的稳定性。
1.4 前胸扩幅器的选用
目前该机型的前胸扩幅器有光面棱角型(图4)和螺纹型(图5)两种,重磅织物选择前者,轻薄的如双绉类和大于280的宽幅织机选用螺纹型。
1.5 刺轴的选择
轻薄织物如双绉类采用两环的即可,或者采用全塑胶形式的;重磅的要配置五环刺轴。根据对面料的影响,选择合适的刺轴。
1.6 卷取机构卷取辊、卷取导辊、下压辊缠绕物的选择
卷取辊和导辊、下压紧胶辊上覆盖的糙面橡皮宜采用表面光滑柔软的橡胶,以免面料出现压痕,影响平整度。
1.7 托布板的选择
托布板(钢筘挡板)建议使用双筋形式的,减少对面料移动的影响,并且筋面应该光滑,不易抬高,否则经纱起毛,引起经向疵点。
2 几个重要部位参数的调整
2.1 剑头动程
由于左剑头体积大的特点,左边的动程可以较正常标准大些,建议增加15mm,以保证左剑头进去后开口清晰,不铲断经纱;右剑头体积小,对经纱影响较小,为了避免右边面料纬缩出现,按正常标准调整动程即可,不同门幅的机器动程标准不一样。
2.2 经纱(综框)的高低位置
最大开口时,下层经纱略微接触到绒面就可以,要重点看下层经纱在经纱托架上是不是合适,不能被经纱托架抬变形很多。
2.3 后梁高低位置
后梁高低需根据织物不同灵活掌握,双绉及轻薄品种后梁在标记0以下甚至可以到-1、-2;电力纺及素绉缎等重磅织物后梁可抬高到2~4,应根据断经率和面料情况来改变。
2.4 后梁的前后位置
根据真丝特性,后梁到钢筘挡板距离宜长不宜短,后梁位置要尽可能往后到标记116位置,以减轻开口时经纱拉伸造成的纱线损伤,减少经纱断头率,利于织物的织造,减少停机档问题的产生。
2.5 停经架前后和高低
停经架尽量靠后,即远离钢筘的方向,在刻度91位置为最佳。高低可略高于经线位置,减轻后梁的摆动。
2.6 梭口的调整
开口大小不一,也是根据品种不同而变化:双绉电力纺等平纹组织要加大开口,在28~30mm;素绉缎开口要小些,减小对经纱的摩擦,但要保证剑头进入织口内经纱不能压住剑头。
2.7 平综时间
一般织造丝绸面料的平综时间都在315°~325°[7],稍微晚一些好,减少剑头剑带对经纱的磨擦,减少断头率。
2.8 综框高低
开口大小适中,棕框不宜太低,剑头进入织口时,下层经纱刚贴紧绒布即可。针对素绉缎品种,前面相邻两片综框的高低相差6mm为宜,最后的三片差别应小些,3mm即可。
2.9 后梁的制动
细薄织物如乔其、双绉类后梁制动力要小;厚重织物如重绉类制动力要大,或达到后梁不转动。
3 其他辅助
3.1 经纱接头的处置
根據丝织物经纱特点,对接头要求严格,接头要紧固牢靠,纱尾一定不能长。因不同品种对经纱张力要求不同,为了避免出现松紧经疵点的产生,接头完后,应采用定重的纱包(图6)让经纱自然拉伸。
3.2 中间开幅(剪)
为了避免拆布时织口对应不一造成横档,对于开幅织物,开刀最好放到卷取导辊以后。为方便调整及避免传动繁琐,建议采用电子边剪。
3.3 废边纱的选择
一般废边纱选择150D(166.67dtex)带有结节的低弹网络丝(根据经纱粗细),根数不低于16根,以减少右侧出现纬缩现象。如采用纱轮式废边,纱轮上的纱线成型要平整不叠压,每根纱线的张力要均匀,提高织造效率。
3.4 适当的温湿度
温湿度的变化对丝绸织造环节有很大的影响,相对湿度过高会使钢筘易生锈、断边纱、面料收缩大等问题[8],相对湿度过低会使断头率升高、影响实物质量、产生擦白、擦毛等问题,故应采用适当的温湿度,如表2所示[9]。
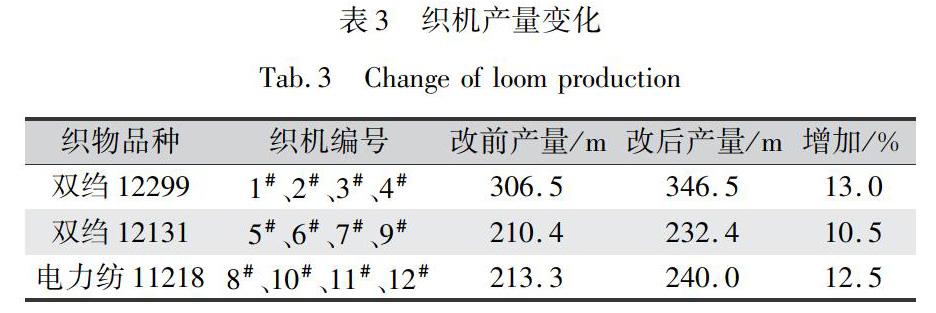
通过上述织机部件的选用及几个方面调试工艺的改进,客户反馈面料疵点如宽急经、纬档等明显减少,单台产量比改进之前提高10%左右,在贵州客户处改进前后某一天的产量变化如表3所示。
4 特殊品种的织造及常见疵点的消除
4.1 熟织时的调试
由于经纬丝在织造前先染色,包覆的角质层已经去除,纱线的耐磨度减少,为此经纱托架和拖布板的接触面均应打磨光滑,亦可采用玻璃棒代替上述两个接触纱线和面料的零件。
4.2 提花丝织物的织造
目前市场上多数为多臂丝织物,随着客户需求的不断提高,近年来调试工程师也协助客户开发了提花丝织物。浙江一个客户做出口女装产品,经纱为20D(22.22dtex)真丝,纬纱为20D(22.22dtex)真丝+75D(83.33dtex)网络丝+扁平丝,经密101.16根/cm(公制筘号168.6,每筘齿穿入6根),纬密115根/cm,在织造的过程中出现了经向条纹(或阴影),调整提花机高低、综平时间、打磨剑带等,效果不明显,经仔细检查发现面料过于压向拖布板,造成面料受到的摩擦力过大,进而面料受损呈现颜色变化。修改装造,把靠近钢筘的综丝略微抬高,问题解决。
4.3 面料停车挡的消除
对于丝织物,停车挡是一个常见疵点,RFRL30织机在电气控制上修改了主机启动动作,采用优质品牌伺服器,同时优化电子卷取和送经程序;机械方面重点关注两侧打纬的同步及适当的间隙,卷取机构、送机机构采用定制蜗轮蜗杆间隙。通过以上织机配置加上几个方面的精细调试,织机织造绝大部分品种没有出现停机档。随着生产环境的改变和织机零件的磨损,停机档也会突发,需根据具体表象分析解决。四川客户在一台运转正常的织机上试验一个织物紧度很小的品种,偶然会出现没有规律的停机档,多方调整没有效果,和调试工程师沟通后,在拖布板部位增加一根圆管托起面料,变相增加织口宽度,问题得到解决。
5 结 语
本文主要针对丝织物的纱线特点和面料要求,通过对织机部分器件的简单介绍和对比分析,指出适合于丝织物的优选配置;同时,探讨了影响织机效率、面料质量的辅助设施的调试方法,对丝织物实际生产提出了一些参考数据。RFRL30型剑杆织机已经能够正常织造市场上绝大多数的丝绸产品,在织机高速、高运转效率的情况下,达到了客户对丝绸产品高品质的要求,获得了较高满意度。
参考文献:
[1]洪海沧,李雪清. 近期国内外织造技术的进步与发展趋势(上)[J]. 纺织导报,2019(7): 71-74.
HONG Haicang,LI Xueqing. Recent progress and development trend of weaving technology at home and abroad(I) [J]. China Textile Leader,2019(7): 71-74.
[2]陈革. 织造机械[M]. 2版. 北京: 中国纺织出版社,2009: 104.
CHEN Ge. Weaving Machinery [M]. 2nd Edi. Beijing: China Textile Press,2009: 104.
[3]宋萍,睢建华,王祥荣,等. 真丝面料防紫外线性能探究[J]. 丝绸,2014,51(11): 1-4.
SONG Ping,SUI Jianhua,WANG Xiangrong,et al. Study on anti-UV property of silk fabrics [J]. Journal of Silk,2014,51(11): 1-4.
[4]马颜雪,李毓陵,刘梦佳,等. 整体褶裥机织面料的织造新方法[J]. 纺织学报,2018,39(4): 42-46.
MA Yanxue,LI Yuling,LIU Mengjia,et al. Innovative weaving for integral pleated woven fabrics [J]. Journal of Textile Research,2018,39(4): 42-46.
[5]《丝绸文化与产品》编写组. 丝绸面料的織造(3): 丝绸面料的现代织造[J]. 现代丝绸科学与技术,2018,33(1): 25-27.
Silk Culture and Products Compilation Group. Weaving of silk fabrics(3): modern weaving of silk fabrics [J]. Modern Silk Science & Technology,2018,33(1): 25-27.
[6]王进岑. 丝织手册(上)[M]. 2版. 北京: 中国纺织出版社,2000: 409-425.
WANG Jincen. Silk Weaving Handbook(Part One) [M]. 2nd Edi. Beijing: China Textile Press,2000: 409-425.
[7]方卫东,孙锦华,俞建成,等. 剑杆织机制织纱罗织物的关键技术与应用[J]. 丝绸,2016,53(12): 18-23.
FANG Weidong,SUN Jinhua,YU Jiancheng,et al. The key technique and application study of weaving leno textile by rapier loom [J]. Journal of Silk,2016,53(12): 18-23.
[8]王进岑. 丝织手册(下)[M]. 2版. 北京: 中国纺织出版社,2000: 1385.
WANG Jincen. Silk Weaving Handbook(Part Two) [M]. 2nd Edi. Beijing: China Textile Press,2000: 1385.
[9]吴彤,孙庆军. 方眼疵点产生的原因分析及防治措施[J]. 山东纺织科技,2018,59(5): 13-15.
WU Tong,SUN Qingjun. Root cause analysis and preventive actions of reediness defects [J]. Shandong Textile Science & Technology,2018,59(5): 13-15.
