石蜡成型机长周期运行问题分析及对策
2020-04-22张海飞熊鹰
张海飞 熊鹰
(兰州石化公司炼油厂,甘肃 兰州 730060)
石蜡装置成型机发生故障后必须停工处理,待设备检修完毕后才能恢复生产。所以成型机故障停机时间越长,装置产量越小。成型机传动系统传动点多、故障率高;注料系统进料温度超标、蜡沫多、影响成型机稳定运行、产品质量;包装系统光电控制不精准、故障率高等问题严重影响成型机的长周期运行。
1 存在问题及原因分析
1.1 成型机设备存在的问题
1.1.1包装系统故障:
成型机包装线安装之初使用GK-20型缝包机,随着生产任务的不断提高,原有的缝包机在生产中故障频繁,以不适用于当下块状石蜡产品持续产出的运行工况,亟待更新适于连续运行的缝包机型。
1.1.2冷室涨紧传动系统故障
对磨损坏的传动链轮进行测绘,发现内孔直径磨损增大到2mm 左右,是标准的30 倍,导致传动链跳动与链条形成扭劲,最终卡死不动。其磨损严重的原因在于左右传动链轮内孔是与轴之间是滑动配合进行转动的,因润滑不良,造成磨损快,间隙超标。
1.1.3注蜡系统故障
由于成型机已连续运行近18 年,虽然多年来已经进行过三次大修工作,但由于原厂设计缺陷、机型淘汰等原因,部分配件已无法进行采购,实际运行状况不佳,注蜡量波动故障频发,导致运行故障率居高不下,通过多年来的运行观察,亟待对注蜡系统进行改进,以适应现在的运行工况。
1.2 管理方面存在问题
1.2.1班组对冷室里面的检查不到位
由于冷室内温度为-15℃左右,班组巡检积极性不高。而成型机的大部分圆弧轨道、链条、链轮、拉力传感器均在冷室内,所以存在不能及时发现小故障导致卡盘子的情况出现。
1.2.2成型机夜间维护保运效果不佳
维保单位在工作日的维保效果尚可,均能够及时处理现场发生
2 问题解决方法
2.1 成型机设备本体问题解决方案
2.1.1包装系统故障解决:
经装置和维修车间外出调研了解,GK41 型缝纫机是外单位长期使用的理想机型,只要略加改进就可使用。GK41型缝纫机与元GK20型的基本性能参数对比如下:

型号 电机转速 针距范围 电机功率 缝合厚度 缝合宽度GK41 2000rpm 7—11mm 0.4KW 4mm 55mm GK20 2100rpm 8—11mm 0.5KW 5mm 50mm
2.1.2 GK41型缝纫机安装:
由于新旧缝包机机针高度不同,测绘制作钢支架进行配装:
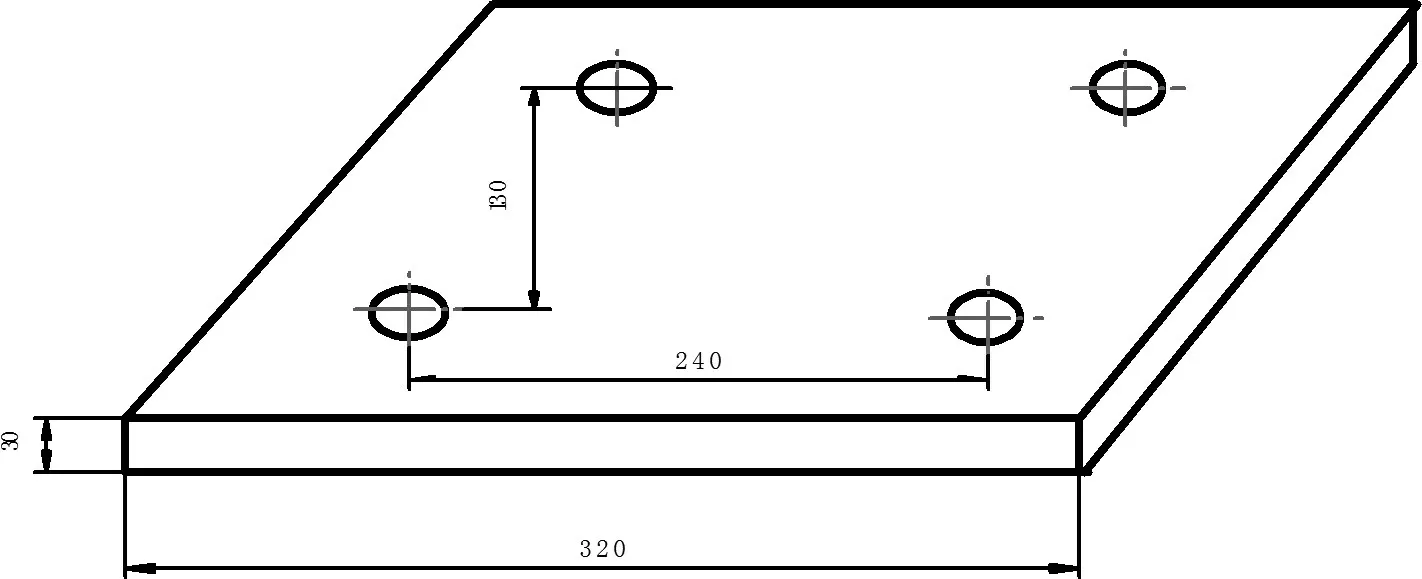
图2 钢支架
2.1.3 缝包机进线改制安装:
GK20型的缝包机为单线单轨缝包机,GK41型的缝包机为双线双轨缝包机,需对进线系统重新制作穿线支架和线辊支架。
2.1.4冷室前涨紧传动系统故障解决:
对冷室前涨紧传动链轮进行改造,加大内孔尺寸后改装滚动轴承(如图1所示),变原滑动形式为滚动传动,解决由润滑不良造成磨损较快的问题。
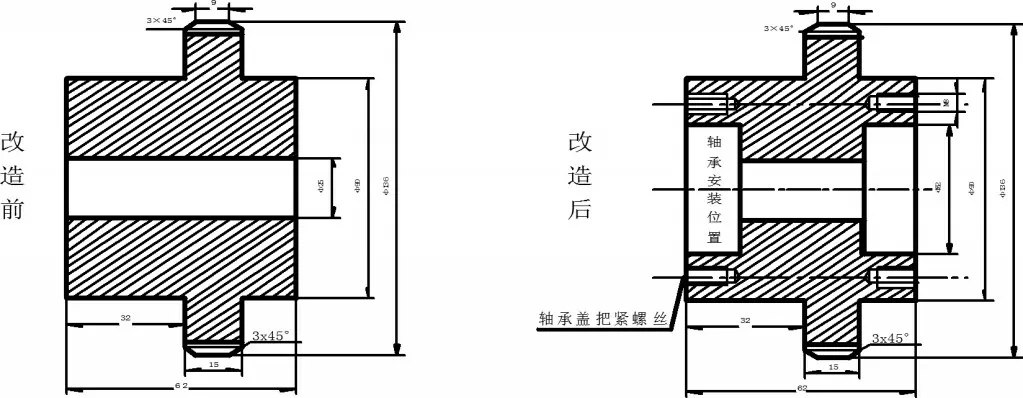
图1 传动链轮改造前后
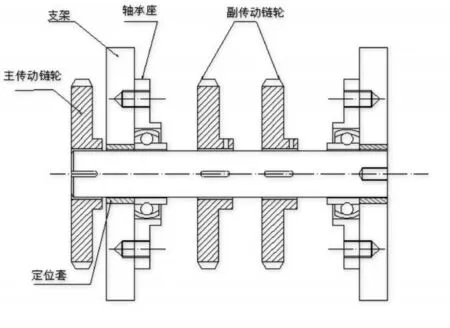
2.1.5 安装铸铁定位套
在前翻转传动机构主轴和支撑板孔之间加工制作铸铁定位套,以防止主轴定位不良造成主链条脱出链轮,导致的卡蜡盘故障发生。
2.1.6 对冷室前翻转轨道进行改制
与维保单位维修公司机修三车间钳工四班联系,进行冷室前涨紧半圆弧导向轨的改制,将板式半圆弧更新为带小舌半圆弧轨道。提高冷室蜡盘框架通过每层翻转部位时,保持稳定平顺的通过状态,避免因定位不准确的卡蜡盘故障的发生。
2.1.7 对注蜡系统进行改进降低注蜡系统故障
将注蜡横梁连接板销套结构更新为关节轴承提高注蜡精度。
通过现场调查发现,注蜡横梁行程控制连接板中,固定板均采用销钉和铜套配合的连接方式,实测销轴配合间隙均大于0.30mm,而且由于交变载荷的影响,磨损逐渐加大,在注蜡横梁运行两端死点位置出现上下抖动,从而影响注蜡量,因此连接板销套结构形式不合理。与维保单位沟通和讨论决定将结构更新为关节轴承结构,安装后确认配合间隙控制在0.02-0.05名,注蜡横梁运行中无偏摆模,稳定效果明显。
更新注蜡图轮盘降低注蜡控制系统故障。
现场检查凸轮盘磨损严重,与维保单位机修三车间取得联系,原厂订购注蜡凸轮盘一件,并快速组织安装,由凸轮盘磨损严重造成的注蜡行程异常故障导致的注蜡量严重波动的故障再未发生,更新效果明显。
2.2 管理方面存在问题解决方案
2.2.1加强三级检查
一级检查:要求管理人员每天三次检查成型机运行情况。二级检查:要求维保人员早上下午两次检查成型机运行情况,并每月定期安排对成型机进行预检修,消除小隐患,避免大问题。三级检查:要求班组员工每小时检查成型机的整体运行情况。特别关注冷室各层涨紧力的调整,具体数据如下:

七层300层数张紧力(公斤)一层300二层260三层260四层300五层260六层260
2.2.2、建立《成型机故障检查登记记录》
加强班组人员设备检查,对发现的小问题、小故障自行排除及修理。月初装置管理人员根据检查记录对班组进行奖励。奖励20~100元。这样做提高了员工排查成型机小故障的积极性,有效降低了成型机的故障率。
2.2.3对夜间故障停机检修提出新要求
夜间成型机故障停机检修要求维保单位必须半小时到现场,处理不了的问题及时安排检修人员进厂加班,缩短了检修时间,保证了成型机长周期运行。
3 取得的效果
3.1 改造效果:
石蜡成型机传动系统链轮及包装系统缝包机经改造后进行调试,设备运行平稳,有效的解决了困扰装置因该设备故障原因非正常停工次数多、时间长、经济损失大的难题,改造非常成功。
3.2 管理措施实施效果
采取以上管理措施后,我们统计2017年3月至10月成型机故障班组自查自改问题数如下:

10月31月份整改问题数3月55 4月50 5月58 6月25 7月84 8月101 9月42
通过鼓励班组成型机故障自查自改,成型机故障停机次数明显降低。2017 年3 月至10 月成型机故障停机时间月平均为32 小时/月,较去年48 小时/月显著减少,提高了设备长周期运行能力,增加了石蜡产量,提高了装置经济效益。
