径向局部圆弧工件的加工
2020-04-22余尚行
余尚行
(广东轻工职业技术学院,广东 广州 510000)
利用普通车床(或经济型数控车床)径向局部圆弧工件的多件加工,从根本上而言,是对机床使用领域与范畴的有效拓展。单纯的机床圆弧加工工艺较为简单,如果为圆弧加工设定“完成多件圆弧加工”情境,则增加了加工的难度,需要设计个性化的工装夹具解决该问题。通过图1所示的十字槽轮来说明此问题。本次十字槽轮加工使用的工件材料由某加工工厂提供,材料型号为45#钢,该批零件生产批量不大,每30天的需求量约为2000件。

图1 十字槽轮
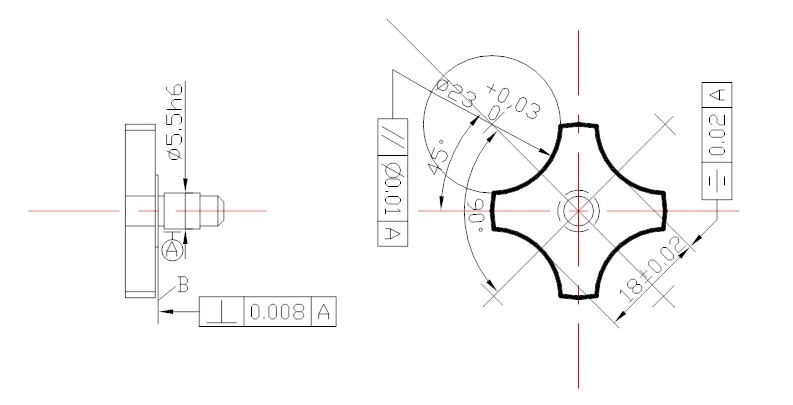
图2 定位、加工精度示意图
接到该产品的加工任务后,在半精车的Φ22.5h8圆弧面后,拟定了几种精加工十字槽轮圆弧方案:
方案一:加工目标——铣圆弧;加工途径——联合使用数控铣床与加工中心达到精加工目的。
方案二:加工目标——精车圆弧;加工途径——设计专用夹具以车床为载体完成精加工。
在数控铣床和加工中心上,使用工件以Ø5.5h6外圆柱面与端面B、半精车的Φ22.5h8圆弧面定位基准,在工作台上用Ø5h6心轴定位,校正心轴对零件后套入安装工件,毎次只能加工一个零件,精度虽然可以保证,但效率太低,刀具磨损快、表面粗糙度不稳定,单件工时单价过高,加工成本太大,未有效发挥数控铣床和加工中心优势。
对上述加工方案加以优化,本次方案优化目标为节约资金投入、延展机床功能范畴。因此,以普通车床为加工载体完成铣圆弧,缩短生产用时的同时减少零件加工的资金投入。
在多次探究实践中总结经验,就车间机床现有的CJK6132经济型数控车床10台、CD6140A普通车床20台设备设计了图3描述的零件夹具,该夹具每次可装夹三个零件以供加工。
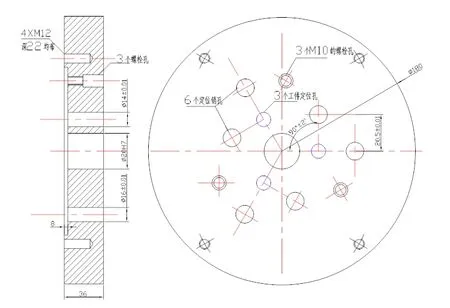
图3 夹具体
1 加工工艺和夹具设计原理
1.1 加工工艺
图4描述了十字槽轮零件精车圆弧Ø230+0.023mm的工序。加工前提为:四处Ø230+0.023mm圆弧、对角圆弧位置尺寸为Ø18±0.02mmmm、对称度公差为0.02mm;0.01mm为Ø230+0.023mm轴线和Ø5.5h6轴线间的平行度允差。
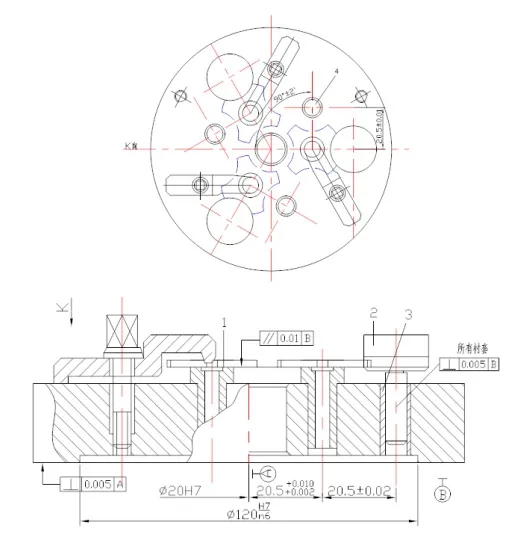
图5 花盘式车床夹具

图4 十字槽轮精车工序简图
1.2 夹具设计思路
夹具安装工件后由于等待加工圆弧R11.5的圆心位于主轴线,基准轴轴线相对主轴轴线只需平行偏离一个准确距离,见图6。
“一次装夹同时加工三个零件”的目标可通过在夹具盘圆周等密度排列三个定位孔的方式实现。利用定位销2安装在套4中,限位表面尺寸为Ø230-0.008,可保证圆弧表面的位置精度,如(图7)所示。
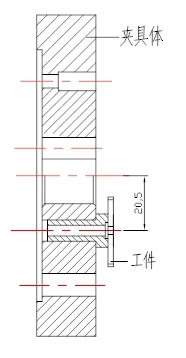
图6 具工件的尺寸
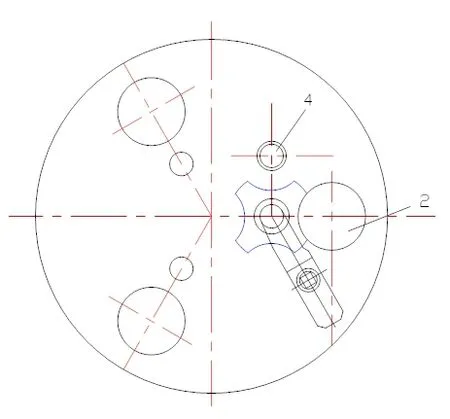
图7 一次装夹3个零件圆弧表面的位置示意图
2 工件在夹具中的定位分析
对工件进行六个自由度约束才能有效进行基于夹具的圆弧加工工作。图8描述了夹具体六个自由约束分布情况:定位套1、定位套4分别约束了3个自由度和1个自由度,定位套1是内孔表面与端面发挥约束作用;定位销2有效约束2个定自由度。
(1)工件X移动、Y转动、Z转动自由度的约束效果归功于定位套1内孔表面与端面定位形成的三个支承点。
(2)二个自由度Y移动、Z移动的约束效果归功于定位销2定位于套3形成的两个支承点。
(3)工件自由度X转动的约束效果归功于定位销2定位于套4形成的支承点。
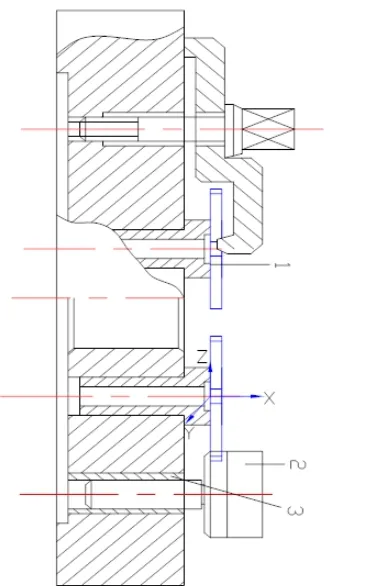
图8 夹具体六个自由约束分布情况
3 定位精度分析
必须使工件形位公差在定位误差以上才能符合圆弧面与工件轴线的距离要求、圆弧面在工件轴线的对称要求,而上述分析显示工件存在定位误差现象。
该夹具保证工件加工精度的措施有:
(1)Ø230+0.023mm圆弧尺寸由刀具调整来保证。
(2)尺寸Ø18±0.02mm及对称度公差0.02mm,由定位套孔与工件采用5.5G5/h6配合精度,限位基准与安装基面B的垂直度公差Ø0.005mm,与安装基准A(Ø120H7孔轴线)的距离20.5+0.01010.002mm来保证。根据工艺加工标准:需要使用相同定位销,工件4个圆弧保持在相同定位套中定位。
(3)夹具体上Ø120mm止口与过渡盘上Ø120mm凸台采用过盈配合,避免夹具误差通过加工过渡盘端面与凸台来实现。
4 夹具体安装工件数量计算
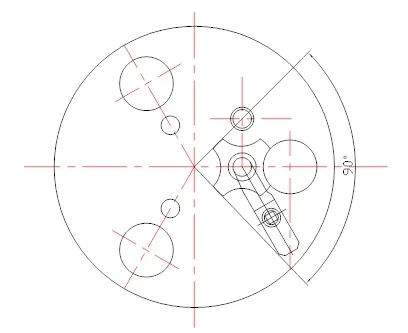
图9 盘面可容纳工件数量示意图
基于设计方案工件轴线位置在夹具回转盘的Ø200mm圆周上,夹具体中心和工件最大外圆的切线夹角(90°)决定了盘面容纳工件数量(图9),盘面容纳工件数量上限计算方法为:

由此判断夹具体盘面平均排列工件数量为三个。
5 受力分析和强度校核
5.1 受力分析
切削力干扰R11.5圆弧加工,对定位销产生剪切作用,结合离心力作用导致定位销发生形变。在忽略离心力干扰的情况下,要保障足够大的夹紧力确保工件位置不发生改变。
5.2 强度校核
根据上述分析结果,剪应力和离心力是干扰定位销变形的关键因素,主切削力是剪应力大小计算依据,强度设计要求定位销的强度克服剪应力的作用。
(1)求取主切削力:主切削力近似计算公式显示,主切削力值大部分程度取决于工件材料、切削深度、进给量。FZ=2000apf(出自劳动出版社96新版《车工工艺》第七章第三节),工件材料为45#钢件、车削时选取ap=1mm、f=0.117mm/r,则:
FZ=2000×1×0.117=234(N)
(2)求取剪应力:根据定位销轴直径为Ø10mm、截面积A=πR2=3.14×52≈ 0.00785(M2)。τ=Q/A=FZ/A=234÷0.00785=29808.9172(Pa)≈ 29.809(Mpa)。
(3)强度校核:定位销轴的材料为45#,材料许用应力为30Mpa。根据剪切强度条件τ=Q/A≤「τ」,τ≈29.809(Mpa)≤「τ」。因此得到定位销轴满足剪切强度要求的结论。
6 夹紧装置和夹紧力
6.1 夹紧装置
工件定位与夹紧相互协作,在工件定位完成的基础上进行夹紧操作,通常以工件压紧在定位元件的形式实现,如此一来,切削力、工件重力、离心力等因素不会使工件发生位置变化。图10描述的夹紧方法为:利用压板夹紧工件,使用人工螺栓二次夹紧。
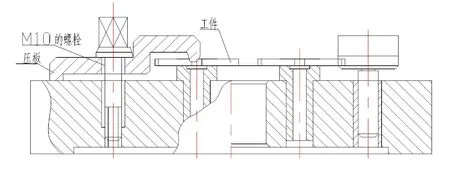
图10 工件夹紧方法示意图
6.2 夹紧力
大小、方向、作用点是夹紧力确定的关键点,确定方法如下:
(1)大小:基于工件不对加工进程发生变化的规律,确定夹紧力大小应使工件定位端面与夹具盘定位套平面产生的擵擦力抵消主切削力作用。
(2)方向:等同于轴向切削力方向,和夹具体定位大平面保持垂直状态。
(3)作用点:和工件定位支承点存在对应关系,在工件定位平面附近上发生作用。
7 夹具制作工艺
夹具体、定位装置、夹紧装置是夹具体的基本组成部分。主轴定位锥面是夹紧和定位工件的中介,也是连接夹具体—主轴法兰盘、机床主轴—主轴法兰盘的主要纽带。图11描述了该机制装配图。
夹具体加工工艺描述:
(2)在三爪卡盘上装夹配车夹具体止口Ø120H7mm。
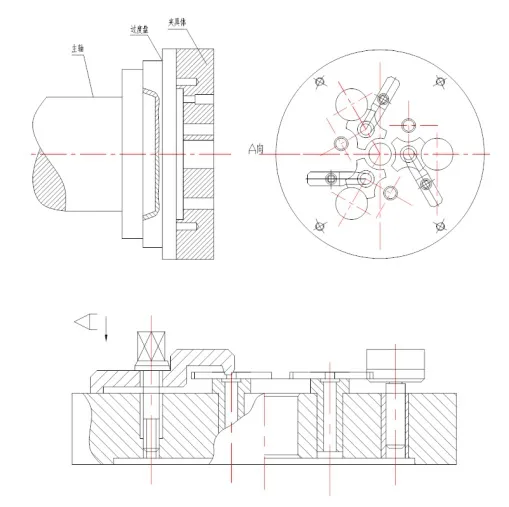
图11 装配图

表1 普通机床与多工件机床的单件机动工时对比

表2 普通机床与多工件机床的单件耗电数据对比

表3 普通机床与多工件机床的刀具性价比数据对比
(3)确保修正后的止口端面的平面度误差在0.01mm以下,实施高精度分度钻削4个M12深22mm孔径。
(4)对攻丝实施4个M12深22mm螺纹加工工艺。
(5)在车床主轴上固定夹具体,实施端面Ø180mm外圆及Ø20H7mm内孔的粗、精加工。
(6)以数控铣床为载体、以小端面为基准,确保大端面和大外圆校正后的误差在0.01mm以下,实施3个M10的螺栓孔、3个Ø14±0.01mm和6个Ø16±0.01mm均布定位孔的粗、精加工,实现差异性定位孔轴线和基准面保持垂直状态,同时表面糙度不能等于或超过R1.6。
(7)攻丝完成3个M10的螺栓螺纹。
(8)对工件倒角,除去多余毛刺,得到夹具体成品。
8 工件加工工艺
工件在完成外表面加工、R11.5粗、半精加工后,在以上夹具环境中等待“径向局部圆弧表面加工”操作,同时R11.5圆弧表面转换为Ø23mm的孔径加工,精工件孔径至Ø230+0.023mm,完成孔后可采用(内卡钳测量、内径百分表、专用塞规)检验孔径,确保尺寸合格方可转位插销加工第二个圆弧。精车第二个圆弧面时则用已经车好的Ø230+0.023mm圆弧面为定位基面。
9 加工效率对比
夹具设计优势在于提升零件加工效率,因此对比“本文提出的普通机床多工件同时加工方法”和“数控铣床(或加工中心)单工件加工方法”的生产效率,包括单件机动工时、单件耗电、刀具性价比的对比,数据如下:
(1)单件机动工时数据。(表1)
(2)单件耗电数据。(表2)
(3)刀具性价比数据。(表3)
对比结果显示:由于加工方法与使用刀具差异,本文设计的多件同时加工方法的效率在数控铣床(或加工中心)单件加工方法效率之上。
10 结语
本文对径向局部圆弧表面加工的研究集中在“工件装夹定位”方面,完善的工件装夹定位方案与科学的冷却因素、刀具条件相互配合便可获取良好的径向局部圆弧表面加工效果。实践结果显示:本文所设计的工件加工夹具依托普通车床即可高效、高质量完成径向局部圆弧表面零件的加工,值得推广应用。
