基于单件流思想的进气歧管产线优化与设计
2020-04-20刘俊艳
刘俊艳
摘要:“单件流”是企业推行精益生产时常采用的一种很重要的生产方式,单件流主旨是让产品流动起来,效果之一是可以减少在制品库存堆积;某企业注塑产线生产中存在着大量制品库存,文章基于单件流的思想从布局、工艺流程、标准工时等方面围绕生产过程的流动性对该企业的进气歧管注塑车间进行了优化设计;针对在制品问题,提出了基于单件流思想的整流化方案。数据表明,整流化后的生产线效率较原有产能和效率提升了17%。单件流思想的应用对提升生产效率,减少生产中的停滞有着很好改善效果。
Abstract: As a major embodiment of Lean production, one-piece flow is one of advanced production methods. In this paper, the optimization analysis was carried out from the layout, the craft, the cycle,etc. for the Intake Manifold workspace and proposed the one-piece flow plan. Combined with simulation and the practice makes it perfect. By optimizing, It shows that the production line has a great improve on the productivity and efficiency than ever. The application of the one-piece production line can bring better benefits for the enterprise.
关键词:单件流;产线优化;Witness仿真
0 引言
在我国制造业转型升级背景下,传统生产管理方式已不能满足制造业企业降本增效、满足供给侧改革的要求。制造业企业如何去库存、降成本、去过剩产能实现高效生产是亟待解决的问题。精益生产的“单件流”以“流动”的思想解决生产过程中的停滞、减少在制品库存、消除产线浪费,有良好的效果。国内外,有不少学者对“单件流”的应用进行了实践与研究。崔琳琳[1]等研究分析认为服装行业实施单件流生产可以提高生产效率,但是推行会放大隐藏的问题,建议注意瓶颈工序,将所有潜在问题做可视化管理,从单件流深入研讨发展同步流提升绩效。霍雅蕊[2]把单件流应用在裤企行业,从推筐系统设备布局、设备配比、薪酬制度、人员配比、培训制度等方面深入分析单件流推行的条件,主张循序渐进地推进实施单件流。马辉[3]等把单件流应用在物流快件的自动分拣过程中,取得了很好的优化效果;葛常吉等[4-8]从精益生产的角度,基于单件流生产方式的及时化、自动化的精益生产理念,综合运用流程程序分析、价值流圖析等工业工程相关方法和工具,通过重组班组作业、修改员工作业流程、细化员工工作任务、对产线员工进行人员培训等方式,重新设计优化物流配送方案和调整管理模式成功改善了机器零部件生产和车辆总装产线,产生了较好的精益改善效果。本文针对单件流生产优势和推行中存在的问题,提出基于单件流生产方式的及时化、自动化的精益生产理念重新设计优化生产。
H企业注塑车间生产中存在大量在制品库存,并且冷却工序时间过长成为生产瓶颈,为使生产顺畅,减少在制品库存,提高生产效率,增加产能,文章基于“单件流”思想对布局、工艺流程、标准工时进行了分析,并提出改善方案。
1 注塑车间工艺流程及工时测算
1.1 车间工艺
注塑车间属于生产集中供料,生产A、B、C、D四种半成品,经过室温冷却后分别将A与B,C与D进行注塑并总成焊接,再经过除尘、气密初检、冷插、热插1、热插2、热插3、装配1、装配2、气密终检、包装、成品入库、发往客户这12道后处理工序。
1.2 工时测算
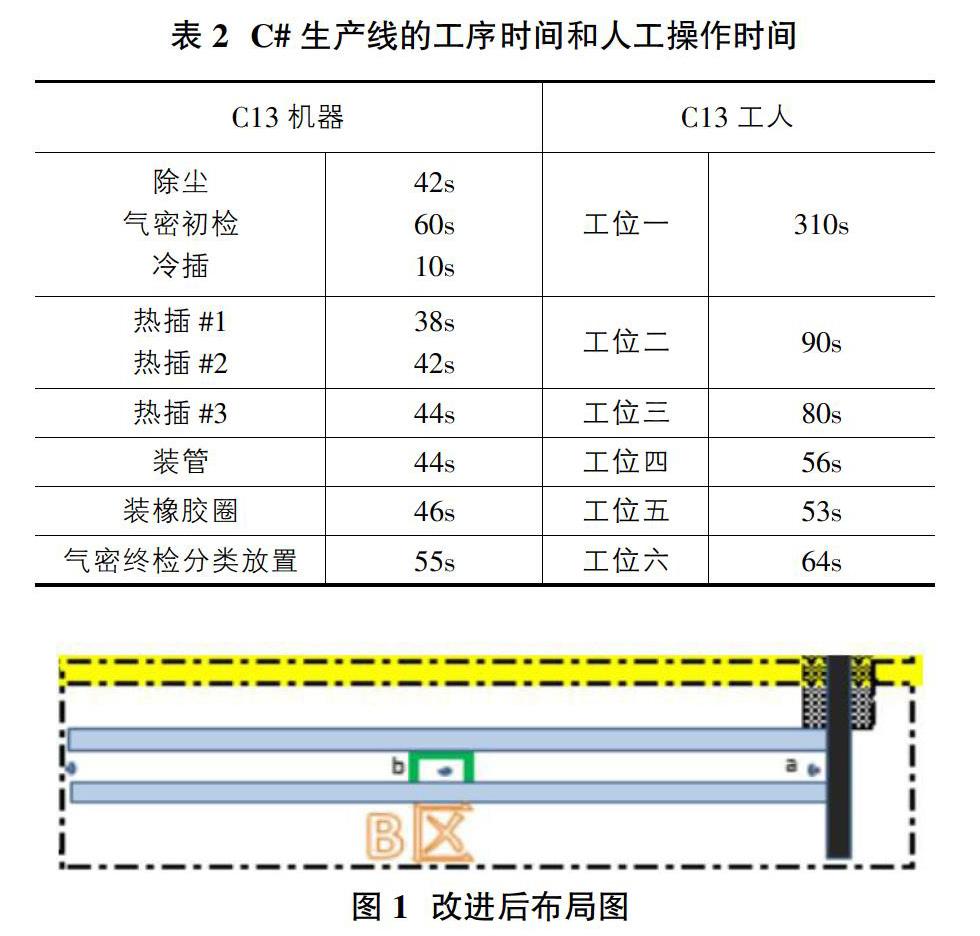
对注塑和焊接机器工时观测如表1所示;C#生产线的工序时间和人工操作时间如表2所示;C#生产线机器工时如表3。
由表1-表3可以发现,生产瓶颈为气密终检。气密终检的时间70s大于其他环节的时间,其次生产瓶颈为热插3和气密初检,时间分别为:74s和68s。
2 生产线的改善方案
由工序工时分析,气密终检为瓶颈工序;节拍不平衡会带来的工序间的产品停滞,降低产品流动性,基于单件流的思想,需要消除停滞,尽量让产品流动起来,尽量让工序间节拍平衡是一个较为常见的改善方向;对于本产线,除了进行节拍平衡改善外,还须先改善自然冷却2h而存在的在制品库存。从工艺、产线布局、工时等多方面考虑,提出了以下改善方案。
2.1 车间冷却区的改进
为降低2h冷却时间,改进车间冷却区(B区)。去除所有的在制品存储柜,替换为双层滚轴式传送带,传送带充分利用空间资源,设计为立体式。其间设置两个工位a,b。工位a负责分拣注塑件,将A,B,C,D分拣开来,并分别放到上下两条传送带上;工位b负责安装部分注塑件的零件,同时也负责检查注塑件(如图1所示)。
B区传送带长约为17米,速度可调节,针对不同的需求调节生产速度,同时远距离的传送时间也可作为注塑件冷却时间的一部分。B区传送带为可操作式传送带,工人的检验,加工,巡检均可以在此区域进行。
传送带选用链网式,可增大注塑件与空气的接触面积。上方传送冷却后的注塑件,下方返回不合格品(残次品和温度不合格件)。在整条线运转过程中可以确保到达下一工序的注塑件为完全冷却的合格品,也能够将不合格品聚集在传送带右端,便于回收利用。
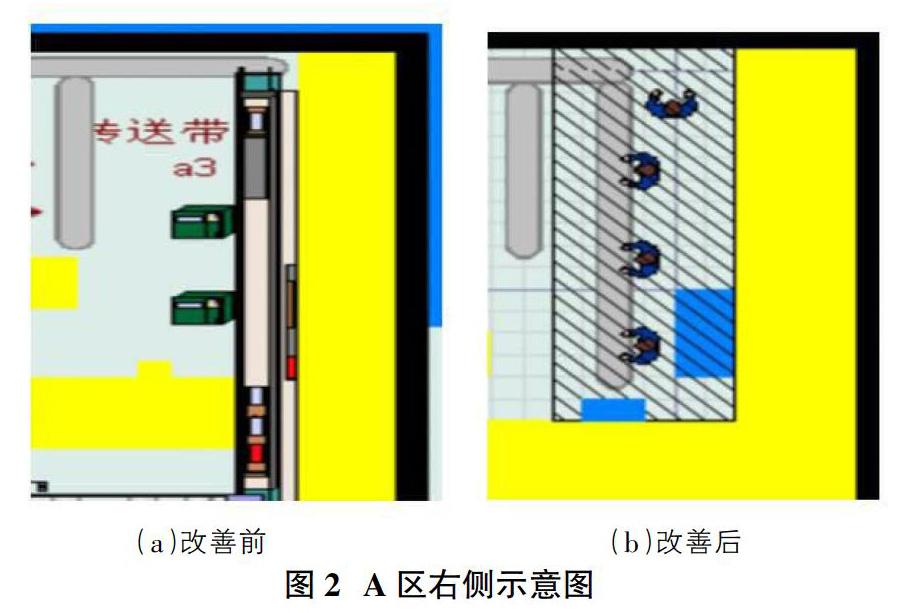
2.2 A区右侧加工区的改进
取消A区右侧加工区,撤掉加工棚,改为主冷却区域;引进外力冷却设备,合理放置在A区右侧及其下区域;改善前后对比图如图2所示。冷却传送带a3总长约为14米,根据季节和产量要求的 变化而变化。传送带左侧为两个冷风机,主要原理是利用空气的对流和压缩机的制冷功效。
工业冷风机通过风管将冷气吹入传送带的封闭段,而在传送带的下方给予通风口,两边循环加快对流。出风口的开启和进风口有一定的时间差,保证冷风在封闭区域内充分利用。传送带采用链式滚轴,加大注塑件与空气的接触面积,必要时可加转动盘给注塑件缓慢转动的空间。
2.3 工序热插3优化
热插3过程中员工会停线取件,且线外操作时间过多,采取人机配合并行作业的方式缩短工时间。按照需要设置物流配送人员,同时线上员工装零件的8s工作时间与机器加工并行,这样便可以有效缩短该工位的工作周期时间。由于整条生产线工作时间最长的工序便是热插3,故可以提高整个流程的效率。由人机分析可得,此方法可行。
2.4 整体流程程序分析
对整体流程进行改善前和改善后的分析,单个注塑件的生产周期降低了68.1%,达到了注塑件在车间内无长时间停留,为一条流的实现提供了进一步的可行性支持。
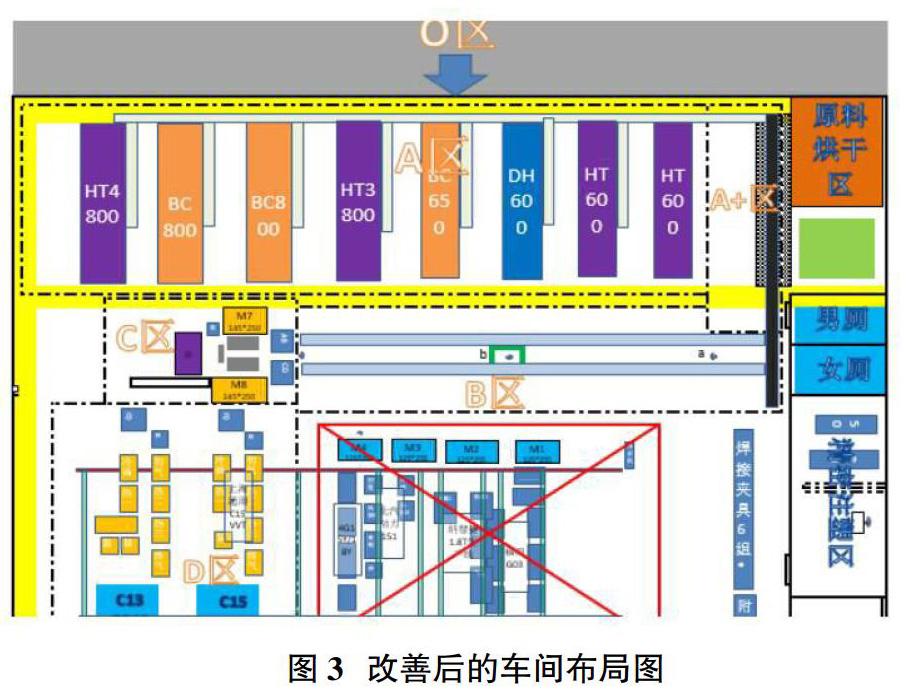
3 改善后车间生产线的布局
改善后的车间布局如图3所示,留有原材料仓库(O区),注塑加工区(A区),改变冷却待加工区(B区)为长距离操作运输区(B区),摩擦焊接区(C区),装配检测区(D区)。
新加A+区为主要冷却区,原有的初加工棚拆除,初加工工序放到了冷却区传送带上完成.面积约扩展15平方米,放置一台工业冷风机,机械手(C区)保持现有生产模式不变,传送带末端的流向根据C13的具体排布(如图4所示)进行实用性导向排布。
为了验证方案的可行性,采用Witness进行仿真分析。本文在仿真模型中按一班生产11.5h来进行,模拟运行的结果为682件。根据仿真报告数据统计(如表4所示)可以看出热插1、热插2、热插3的效率得到明显的提高,由于增加了机器的原因气密初检和气密终检的效率有所降低,但总体效率提高。据此可以得出以下结论,在优化后的工位的空闲时间均得到了显著降低,在保证工序衔接正常和一条流平稳运行的前提下也实现了车间产量的提升,达到了优化的目的。
4 改善前后生产线的产能和效率
C13生产线上各个机器的标准工时差距较大,最短的工时为34s,最长的工时为78s。由注塑和焊接机器工作时间表(表1)可知,除热插3外,各机器的注塑时间和焊接时间均低于78s,整个生产过程的瓶颈在热插3上。根据瓶颈工序计算得出一个班次的产能约为583件(12h×60min×60s/74s=583.78)。通过调研,工厂的实际产能为一个班次(12h)500-600件。改善前后的产能及个机器的效率如表5-表6所示。
从改善后标准工时表可看出C13生产线上的瓶颈工序均得到了相应的改善,此时的工序热插3的标准工时为60s,为时间最长工序。根据其工序时间计算得出一班的产能约为720件(12h×60min×60s/60s=720)。初步估计产能可达680件/班。实际投入生产后,产能为650-680件/班。
基于单件流的思想,改善后“流动”式的生产方式,使得任何一个環节的耽搁都会放大影响;所以产线通过目视化管理反应生产异常,以便管理者能够快速有效进行异常响应。
5 结语
引入“单件流”思想,以快速流动为导向进行改善,车间产能提高了17%。在导入“单件流”过程中,要坚持产品的快速“流动”的主旨,配合同步提高管理水平,使“单件流”更加顺畅的落地,取得更好的效果。
参考文献:
[1]崔琳琳,左言文,涂晓明.基于精益生产的服装单件流生产研究[J].天津纺织科技,2018(2):14-16.
[2]霍雅蕊.基于裤企推筐式单件流的软硬件分析[J].2019(1);94-95,123.
[3]马辉.物流快件自动分拣单件流控制探讨[J]..物流工程与管理,2019(17):215-216.
[4]葛常吉,马如宏,董晓慧,李爱华.基于单件流的叶轮轮毂及柜体精益生产研究[J].盐城工学院学报(自然科学版),2018(3)40-47.
[5]孙贤初,常宽.空调冷凝器焊接精益化单件流的研究与应用[J].焊接技术,2018(7):60-63.
[6]李皓然,王琼鹏,李树果,刘书豪.精益理念在高压开关制造企业中的应用研究[J].中国管理信息化,2019(9):94-95.
[7]薛京京,张强,陈之永.汽车厂总装车间单件流模式改善研究[J].汽车实用技术,2019(11):168-171.
[8]刘刚,张光涛.面向航空机载企业机加车间的物流仿真研究[J].物流科技,2019(7):45-48.