以太网通信在汽车喷涂机器人队列传输的应用分析
2020-04-20韦志杰
韦志杰

摘 要:在汽车生产车间,喷涂机器人队列传输的准确性、可靠性,成为生产品质及机器人控制有效输出的关键要素。本文在喷涂机器人系统队列传输现场介绍分析和应用基础上,解读以太网通信在其系统控制中的原理和特点,对于如何加强系统队列传输相关组件定检保全并进一步提升控制稳定性给出一些建议。
关键词:以太网通信;喷涂机器人队列;脉冲数据
1 引言
1.1 喷涂机器人队列传输介绍
在汽车生产车间,喷涂机器人承担车身内外表面的涂装业务。传统的3C2B工艺,即3个涂层2次烘烤,面漆包含了色漆段和清漆段,一条线体上,由2套独立系统的机器人完成相应喷涂过程。色漆机器人和清漆机器人之间,通过从色漆站到清漆站的队列传输,队列数据承载对应的喷涂信息,完成各自喷涂任务。其中,色漆站机器人内部系统完成从上件到手工段再到自动段的传输;清漆机器人内部系统完成从闪干缓存段到人工段再到自动段的传输。
1.2 三菱以太网通信介绍
传统的系统与系统之间的数据交互,基本采用硬接点的形式,但遭遇数据量大、数据类型复杂的喷涂机器人队列信息传输,基本很难实现,本系统在采用三菱Q10系列PLC,通过CPU内置以太网通信基础上,完成色漆站、清漆站机器人之间的队列数据通讯传输,实现数据的交互共享,摆脱了传统信息交换的束缚。
2 喷涂机器人队列传输应用
2.1 色漆站系统内队列传输
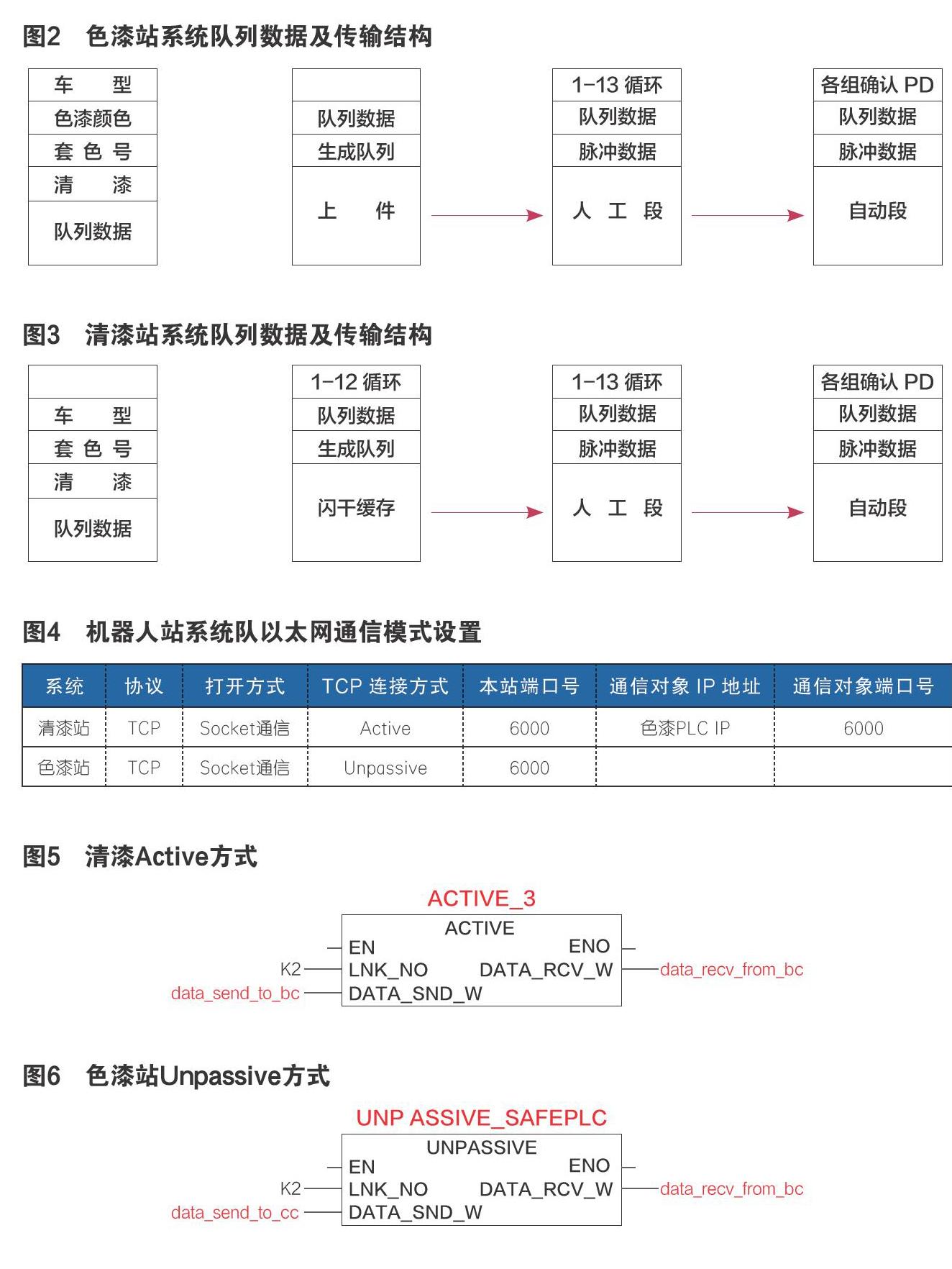
色漆站系统为双链输送形式,线速固定,车身上件,一般三个方式生成队列,即扫描枪、人工输码以及载码体。队列数据包含车型、色漆颜色、套色号、清漆等4大类数据信息,各类数据内又包含多达十数种数据数。在色漆双链末端安装编码器,生成队列数据的同时,生成脉冲数据,一般按每米固定脉冲数换算叠加,系统调试时,已完成脉冲数据的核实。上件后,系统按1-13#的循环队列号赋予人工段,至特定脉冲数据,逐一往自动段传输,最后脱离自动段后,数据清除,从上件等待循环。机器人接收队列数据,还通过机器人4台一组的前段接近开关进行最终确认及接收,简称各组确认PD。机器人接收队列数据后,按预定的程序号进行色漆喷涂作业。
2.2 清漆站系统内队列传输
清漆站系统也为独立的双链输送形式,线速与色漆一致,相对于色漆站的上件数据,清漆站来源于闪干缓存段,即两系统的以太网通信的交换数据,队列号从1-12循环,队列数据包含车型、套色号、清漆等3大类数据信息,与色漆相同,在清漆双链末端安装编码器,生成队列数据的同时,生成脉冲数据。上件后(闪干缓存),系统按1-13#的循环队列号赋予人工段,传输形式、原理、以及机器人工作方式均与色漆站的保持一致。
2.3 以太网通信队列传输
2.3.1 以太网传输模式
本系统以太网通信,基于色漆、清漆站三菱Q10系PLC内置以太网通信的配置。从使用的可靠性出发,清漆站系统作为主站,色漆站作为从站,因此队列传输实际是以清漆站系统作为以太网通信的主要端口进行设置,发起、接收、反馈,确保主站数据的可靠稳定性。
2.3.2 以太网通信Active与Unpassive连接方式
三菱Q系特属的Socket通信,TCP连接方式上,清漆站系统为Active,作为客户端主站,主动打开方式,能命令从站,端口打开发送数据,端口关闭则不发送;色漆站系统为Unpassive,即部分被动打开方式,对IP和端口不做限制,端口打开了发送数据,端口没有打开则等待。
2.3.3 色漆站往清漆站队列传输
通过色漆站、清漆站系统以太网通信模式及TCP连接方式的端口设置、确认及组态,已经满足色漆、清漆系统之间的以太网通信,实现数据交互。当色漆站系统队列移动至自动段出口,满足特定脉冲数据及PD开关信号条件时,请求并往清漆站系统传输队列数据,清漆站系统接收该队列数据后,转入自身系统的闪干缓存队列,1-12号循环,同时反馈接收完成信号给色漆站,色漆系统将所传输队列数据清除,等待下一队列数据通信传输,一个周期通信完成。
3 以太网通信队列传输常见问题及分析
3.1 以太網通信网络中断
以太网通信中断,常见为色漆站系统至清漆站系统以太网线损坏或水晶头松动,对应PLC报警提示,需对应处置恢复。
3.2 以太网通信队列数据未传输
色漆站、清漆站以太网通信队列数据传输,软触点程序做有闭环的握手信号,但系统本身未有对应的报警输出,基本很难发现数据是否传输成功、完成。
3.3 清漆站队列上件数据丢失
清漆站队列上件,数据源为以太网通信存储的闪干缓存段,现场发现系统内队列往人工段传输时,队列数据出现丢失挤占的情况。
3.4 定检保全及控制稳定建议
(1)以太网线损坏或水晶头松动,建议每6月进行端口松动检查及桥架裸露网线损坏检查。(2)以太网通信队列数据传输丢失,建议增加对应的软报警提示输出,同时色漆、清漆系统各配置一根硬接点反馈,作为更可靠握手信号交互,做到软硬件双重控制逻辑。(3)另外,清漆系统闪干缓存往人工段队列传输出现的队列挤占丢失情况,基本是双链的机械抖动导致脉冲编码器数据跳转导致,建议增加:人工段产生队列,但车型、清漆数据为0的报警,防呆检测,快速处置,确保队列数据可靠的条件下,规避机器人数据错误撞车隐患。
4 结论
综上所述,在汽车生产车间,趋势工业高自动化水平,喷涂机器人队列传输为以太网通信模式,经济性、高效性更强。本文通过应用的基础上,解读以太网通信在其系统控制中的原理和特点,并对系统运行过程常见问题进行分析,给出提升系统以太网通信稳定性的一些建议。通过不断提升对三菱Q系PLC以太网通信的技术和管理水平,更好服务现场生产。
参考文献:
[1]王辉.三菱电机通信网络应用指南[M].机械工业出版社.2010.
[2]郭昌荣.FX系列PLC的链接通信及VB图形监控[M].北京航空航天大学出版社.2008.
[3]蔡永财,薛明英,王斌.浅析涂装车间喷涂机器人防碰撞方案的设计及应用[J].现代涂料与涂装.2016.19(1):36-38.
