不锈钢引带焊接工艺在轧机中的应用
2020-04-19田中涛
田中涛

摘 要: 在不锈钢带钢板轧制的过程中,不可避免的会损失一部分钢材,为了减少损失提高成材率,减少资源的浪费,人们想出了一种在钢板的两端各焊接一处钢板的方法以便提高钢板的成材率。基于此,本文将重点分析两种常用的不锈钢板引带焊接工艺。并对其工艺流程,成品钢板的成材率,钢板的焊接裂缝处拉伸强度等相关参数进行了测试比较。最终得出结论,只要焊接参数设定合适,能够完全能够满足大张力轧制的要求。
关键词: 不锈钢引带;焊接工艺;轧机
【中图分类号】TG335.5 【文献标识码】A 【文章编号】1674-3733(2020)01-0221-02
本文在试验中所应用到的轧机是宝钢不锈钢事业部森吉米尔可逆式单机架冷轧机。在焊接试验中所采用的焊机是NB2000型1600mmMIG对接组合焊机。最后对采用两种不同焊接工艺的优缺点进行了比较[1]。对焊接工艺的应用是否能够影响钢板的抗拉伸强度进行了测试,并在文章的最后重点探究了引带技术应用的关键点,以期能为同行产生几点启发。
1 两种引带焊接方式优缺点的比较
首先了解目前市面上常用的两类焊接方式主要的工艺流程:
方法一:首先,在热带退火酸机组处,设置有一台焊接辅助机组。钢卷在焊接辅助机组内进行钢板两端引带的焊接;其次,焊接后进行卷材;其三,钢板在热带退火酸机组处进行开卷;其四,将钢板送终辅助机组处于前一段带钢的尾部进行焊接。最后,是将带钢切断,当送至热带酸洗带钢机组的出口处,即可将引带进行切断。完成整个工序。
方法一的优点:
1.钢板不需要进行二次重卷,减少了工序上的浪费
2.引带机组的产能较高,只需要执行开卷流程即可
3.从构成引带的机组设备来看,各环节设计是经过严密思考的,所以在设备的构成上是较为简单的。
4.引带重复次数少
5.由于工艺设计上经过仔细的设计,设备的构成较为简单,所以在引带机组内的投资是较低的。
方法一的缺点:
1.由于尽量的将工艺流程进行简化,所以对机组设备设计的要求较高。
2.從工艺流程上看,这类焊接方法是需要通过热带退火酸机组的,可能会对钢板自身的刚性造成一定的影响,所以存在着一定的断带风险[2]。
3.降低了热带退火酸机组的产能
4.增加了热带退火酸机组的能介消耗
方法二:
将一台轧机布置在热带退火酸机组与轧机的中间环节。首先,带钢在引带焊接机组上进行第一步的卷材;其次,在尾部连续焊接两根引带。最后,在出口处剪断引带,完成整套工序。
方法2优点:
1.钢板需要进行二次重卷,增加了工序上的步骤。
2.在后续进行轧制的过程中,由于黑卷的轧制强度弱于白卷,所以在机组的设计要求上,强度有所降低。
3.整个工序中没有热带退火酸机组的加入,所以没有断带风险。
方法2缺点:
1.从工艺流程上来看,整个钢卷在工艺流程上,大部分时间是在焊接机组上完成的,所以导致整个焊接机组的产能较小。
2.由于需要进行重卷导致引带的重复次数较多。
3.缺少了热带退火酸机组设备,所以导致整体机组的投资费用是较高的。
2 引带对成材率的影响
采用不同长度的带钢板有着不同带钢利用率,笔者一共试验了3种不同长度的引带,10M,8M,以及不用引带3类情况。最终的带钢利用率详见图1。
通过曲线的走势可以明显的得出,焊接过引带技术的钢板的带钢成材率有了显著的提升。如果在结合钢板是否经过焊缝刨削工艺,则可以很顺利的通过板型辊。这种类型的带钢成材率在3种情况下的成材率是最高的。与最差的结果相比,最终的成材率至少提高了2.55%。
引带焊接工艺可以重复使用引带
从目前主要使用的引带来看,长度通常为 6~12m。引带并不是独立的部分,而是可以由多根引带相互焊接而成。但是要保证每一根引带是大于2m。这是在长度方面的要求。在引带宽度方面也有着一定的限定:引带整体的宽度应
当小于钢板的宽度,引带厚度的确定应当以钢板厚度为基准,引带厚度波动的范围为钢板厚度的±25%,从宏观上看,不可以超过钢板厚度的0.5mm。
引带应用的优势是在提高了钢板最终成材率的同时,也不浪费引带。引带可以重复多次进行使用,每次所浪费的部分就是焊接的一小段,所以在引带使用的次数上,有了明显的提升[3]。
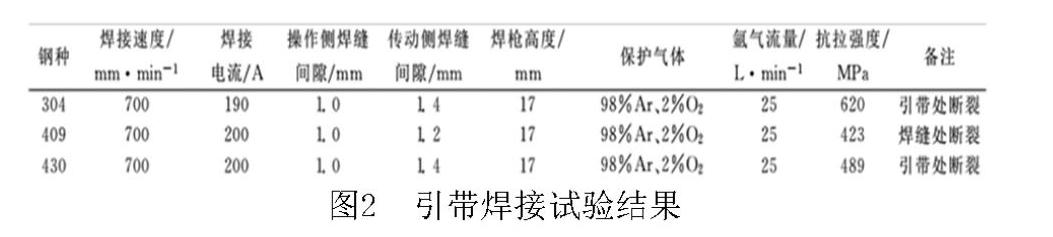
3 引带焊接试验
根据结果对比可以明显的看出,焊接退火前后之间钢板自身的轻度改变几乎无差异,能够满足轧机大张力的要求。上述参数如果结合目前市面上常用的轧机所工作的强度来看,则大大的超出了轧制张力最大上限的要求,可以投入使用。目前市面上常用的轧机最大张力为392MPa,而经过焊接,刨削工艺处理后的钢板最大强度可达到420MPa,大大能
够满足轧机工作时的要求。
结束语:目前常用的引带焊接工艺主要有两种,在前文中已经详细分析了两种引带焊接工艺的优缺点,企业可以根据自身的需求进行相应的选择。部分企业担心在钢板经过焊接后可能会影响钢板本身的抗拉伸强度,根据试验结果表明,只要参数设定合适,对最终的钢板强度的影响是微乎其微的,同样能够满足大张力轧制的要求。通过引带技术能够提高钢板的成材率,而且在焊接工艺时对钢板自身的轧制强度基本没有影响,所以,引带焊接工艺能够有效的提高企业的经济效益,值得企业广泛进行应用。
参考文献
[1] 任来锁,柏永,吕圣才,燕照顺.引带焊接技术在可逆冷轧生产中的应用[J].天津冶金,2013(01):13-16.
[2] 金晓.不锈钢准备机组[J].冶金设备,2018(05):40-42+19.
[3] 叶乃威.焊缝清理技术在不锈钢轧制中的应用[J].轧钢,2008(01):70-72.
