锁渣阀在线运行中故障探讨及解决思路分析
2020-04-17王伟
王伟
摘 要 本文通过分析neles品牌的锁渣阀气路控制原理,介绍了锁渣阀在线运行中常见的故障以及可能原因,并针对在线运行的特殊性,提出了锁渣阀在线故障时的应急处理方法,通过此应急方法的运用,保障了工艺系统的在线稳定生产,避免不必要的停车事故发生。
关键词 电磁阀;气控阀;动作原理;限流垫片
在水煤浆气化炉工艺生产过程中,锁斗系统锁渣阀起着非常关键的作用,其能否正常运行,关系着整个工艺系统的稳定生产。通常水煤浆气化装置中每台气化炉装有三台锁渣阀,分别为锁斗安全阀、锁斗收渣阀 、锁斗排渣阀,其执行机构常选用双作用双气缸执行机构或者双作用单气缸执行机构。因其配有的控制附件繁多,运行过程中故障点也相应较多、在线进行故障判断时也比其他阀门困难。本文以国内煤化工装置中应用较多的neles品牌的锁渣阀为例,详细分析了锁渣阀在线使用中控制附件的主要故障并提出了在线解决的方法。
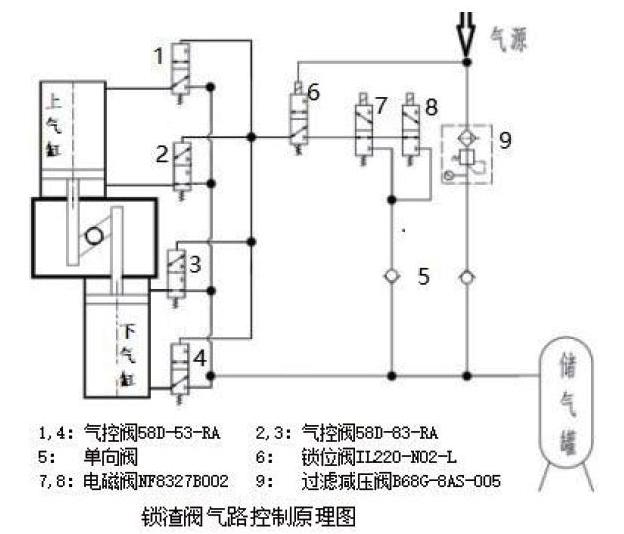
锁渣阀控制气路动作原理分析如下:
控制附件在正常工作时,两台串并联工作的电磁阀(7,8)均带电,电磁阀同时导通,气源通过电磁阀、锁位阀(6)后为四台气控阀(1,2,3,4)提供可正常工作的信号气源,从而使气控阀(1,4)导通,气源通过气控阀后进入上气缸的上侧和下气缸的下侧。同时,气控阀(2,3)关闭,将上气缸下侧和下气缸上侧的气源排出。在气源的作用下推动活塞运动,从而带动拨叉、阀杆转动,阀门打开;当事故状态下仪表气压力低于设定值或正常操作时电磁阀失电后,控制气控阀的信号气源切断,气控阀(1,4)关闭并切断气源,同时将气缸内部的气源排出,气控阀(2,3)导通,气源通过气控阀后进入上气缸的下侧和下气缸的上侧推动活塞动作,再驱动阀门关闭[1]。
锁渣阀运行过程中控制附件的主要故障及在线解决处理方法分析如下:
1 阀门动作正常,反馈信号异常
在确认阀门开关动作均能到位的情况下,重点对阀位反馈开关进行检查,包括开关内的接线,必要时对阀位反馈内部的微动开关进行调整或者更换。
2 阀门开关不动作
当确认阀门不能正常打开时,则依次进行下面的检查。
(1) 检查两台过滤减压阀,查看压力表指示是否正常,一般气源压力应大于0.4MPA,同时查看气源管路上是否有泄露情况。
(2) 对电磁阀进行检查,快速的判断方法就是断开电磁阀出口处的气源接头,查看是否有仪表气漏出,如果有则可以认定电磁阀部分正常。如果无气压,则需要进一步对电磁阀部分进行详细检查。主要查看电磁阀的供电电源是否正常,电磁阀线圈是否损坏,可以通过测量电磁阀线圈阻值的方法判断线圈的好坏。在常温下,常用的ASCO AC220V电磁阀线圈,阻值在十几兆欧左右是正常的,若偏差太大,则可能线圈损坏。最后,还可能是电磁阀内部滑阀卡死,切换不到位导致电磁阀工作不正常,此时需要进行更换验证[2]。
(3) 在检查并确认电磁阀部分工作正常以后,仍不能消除故障,则要对与气缸连接的四台气控阀进行检查,检查两种规格的气控阀是否均工作正常,最简单的方法就是在阀门给开指令时,仔细检查中间两台气控阀(2、3)是否都向外排气,若气控阀(2、3)排气孔不排气,则需要对不排气的气控阀进行手动操作,拆掉相应气控阀的消音器后用工具现场手动拨动气控阀滑阀切换,使其排气。同时,检查气控阀(1、4)是否有漏气现象,有漏气现象时则拆掉漏气的气控阀的消音器,同样用工具现场手动拨动气控阀滑阀切换,使阀门动作以满足工艺紧急排液需要,当工艺条件允许后再和工艺沟通更换工作不正常的气控阀;
当现场阀门不能正常关闭时,其检查思路结合阀门动作原理并参照不能正常打开时的处理措施进行[3]。
3 阀门开关动作时间不符合工艺要求
因锁渣阀在线运行中参与锁斗顺控程序,其开关时间均有严格要求,若出现阀门开关动作时间不符合工艺要求时,可以通过调整过滤减压阀气源压力大小和在气控阀排气孔处增加不同孔径的限流垫片来控制阀门开关动作时间,以满足工艺需要;
通过以上分析,我们知道在生产现场的实际运行中,造成锁渣阀不能正常动作的主要附件是气控阀和电磁阀。当然,在实际故障中,除了以上控制附件异常导致阀门不能正常动作外,执行机构或阀体部分故障也会造成锁渣阀动作异常,随着阀门在线使用时间的延长,执行机构损坏的频率会不断增加,甚至会超过控制附件的故障;而且气缸的一些故障有时很难和控制附件故障区分,需要进行详细的检查后才能确定,这就要求我们不断提高自己的现场问题判断能力,以应对更复杂的阀门故障,保障工艺系统稳定运行。
参考文獻
[1] 陆培文,汪裕凯.调节阀实用技术[M].北京:机械工业出版社, 2017:10.
[2] 美 J.W.哈奇森.调节阀手册(第二版)[M].北京:化学工业出版社,1984:12.
[3] 中国石油天然气集团公司人事部编.仪表维修技师培训教程[M].北京:石油化工出版社,2011:73.