煤矿污水处理控制系统设计
2020-04-15付强
付 强
(山西焦煤汾西矿业水峪煤业,山西 孝义 032302)
引言
本文以某煤矿污水处理为背景,分析了污水处理工艺,设计了污水处理控制系统硬件结构,编写了基于西门子PLC 的下位机控制程序,开发了基于WinCC 的上位机监控软件,系统预想结果表明所设计的系统稳定可靠,满足工业生产需求。
1 工业污水处理工艺及控制要求
1.1 污水处理工艺流程
某煤矿污水处理站,设计日污水处理能力为20 000 m3,其中3/4 是工业废水,1/4 为生活污水。废水处理流程包括一、二、三级处理,前期处理时生产废水和生活污水使用各自的处理管道。主要处理流程依次为:格栅渠道、沉砂池、格栅调节池、泵提升、絮凝沉淀池、曝气生物滤池、气水反冲洗滤池、部分水水泵提升、深度处理车间、回用水池。深度处理车间处理工艺依次为:部分净化水、保安过滤器、超滤装置、超滤产水池、水泵提升、保安过滤器、反渗透装置、反渗透产水池、回用水池。
1.2 设备控制要求
1.2.1 生活污水格栅渠道控制要求
固液分离机既可根据前后液位差控制,也可根据时间控制运行,由PLC 自动控制开停。固液分离机起始状态为停止,当连续停止运行时间超过30 min 或前后的液位差超过0.15 m 时,固液分离机开始工作,每次连续工作10 min,自动停止。进水配水井液位在最高水位和最低水位时报警[1-2]。
1.2.2 生产废水格栅调节池控制要求
在进入格栅井的总管上设流量计,流量信号送至加药间浓硫酸投加系统的控制箱。调节池泵坑内设有pH 仪,实时监视pH 值,当pH 值超过9.5 时,发出声光报警。当调节池内液位低于停泵水位-4.1 m时,所有水泵停止运行。根据调节池的水位自动控制运行。当水位位于停泵水位和低水位之间时,水泵按设定频率50 Hz 运行,当水位位于低水位和正常水位之间时,水泵按设定频率45 Hz 运行;当水位高于正常水位时,水泵按40 Hz 频率运行。当调节池液位达到-0.5 m 时,发出声光报警。潜水泵出水总管流量计工作流量的范围为0~620 m3/h,当流量超过640 m3/h 时触发报警。
1.2.3 生产废水絮凝沉淀池控制要求
絮凝沉淀池内有6 台搅拌机,在2 个絮凝沉淀池设有液位计,在最高水位2.75 m 时触发声光报警。池内设有移动吸泥刮渣机1 套,包括刮泥机1 台,吸泥泵2 台,设备自带现场控制箱,控制箱留有与主控室相接的PLC 接口,在启动情况下吸泥车可在沉淀池上自动来回行走运行,正常情况下吸泥车间隔2 h自动启动运行1 次,每次运行30 min。
1.2.4 生产废水提升泵池控制要求
泵池内设1 台液位计,用于控制水泵的启停。提升泵池内设定停泵水位、启泵水位、正常水位、最高水位和报警水位分别为-2.9 m、-2.4 m、-1.5 m、-0.5 m和-0.2 m,以上5 个数值在计算机上手动可调。当水泵位于停泵水位和正常水位之间时,1 台水泵运行;当水位位于正常水位和最高水位之间时,2 台水泵运行;PLC 自动累加计算每台水泵的启动时间。当水位超过报警水位时,中控室计算机发出声光报警,当水位持续升高,3 台水泵同时进入工作状态。
1.2.5 鼓风机房控制要求
鼓风机房内有9 台罗茨风机,每3 台为一组,均设有就地控制和远程控制。1 号风机组的远程控制设在气水反冲洗滤池内,气水反冲洗滤池不允许远程控制。2 号风机组远程控制设在曝气生物滤池内,3号风机组为生产废水格栅调节池提供压缩空气。
1.2.6 回用水泵房控制要求
回用水泵房设有9 台水泵,每3 台为一组,均设有就地控制和远程控制。水泵与电动蝶阀实现联锁,开泵则开阀,关泵则关阀。在三组水泵所在的水池均设有液位计,3 号水泵出水总管内设有余氯仪。另在1 号、2 号、3 号出水总管和滤池出水口设置4 台流量计。1 号泵组所在的反冲洗水池设有液位计,在井口水平线以下0.3 m 高水位时报警,井口水平线以下1.8 m 低水位时报警并自动停泵,水位低于井口水平线以下0.5 m 时,限制滤池反冲洗程序不得启动。2 号泵组将水送往深度处理车间,泵组所在水池液位到达井口水平线以下0.3 m 高液位时发出报警,液位为井口水平线以下4.6 m 时为低液位报警,并自动停泵。当深度处理车间UF 原水池水位到达最高报警水位时,2 号泵组停止工作。3 号泵组将净化水送至回用水池。回用水泵房里设有消毒间,NaClO 储池内设有液位计,消毒液高、低报警液位分别为2.0 m 和0.7 m。
1.2.7 污水二次提升泵房控制要求
二次提升泵房内设有转鼓格栅除污机2 台,无轴式螺旋输送机1 台,潜污泵3 台,电动单轨吊车1台。仪表配置为超声波液位计1 个。每台水泵均带有自身监控系统,包括漏水监控、漏油监控、过热监控等。当任何一种保护信号发出时,需自动停泵,计算机报警并记录故障。当前面调节池内pH/T 组合测定仪测得pH 值超过9 或低于6,或池内温度连续30 min 超过360 ℃时,泵房水池内水泵停止运行。
2 污水处理控制系统硬件设计
2.1 上位机硬件配置
根据工艺流程、生产规模、网络组成、控制点数配置控制系统的硬件组成,控制系统的硬件主要包括工控机、下位机PLC、电气控制柜、通讯设备、UPS及现场仪表。企业管理级包括工程师站及企业决策层,单元级为操作员站,现场级包括各PLC 主站及其从站,现场级还包括现场智能仪表及设备。管理级和单元级属于工业以太网,单元级和现场级构成了Profibus-DP 网络,硬件结构图如图1 所示。
控制系统上位计算机选用DiggCom 工控机,在工程师站配置两台DiggCom 工控机,一台用来组态上位机,另一台用来运行组态界面。为鼓风机房操作员站配置一台DiggCom 工控机。
2.2 下位机硬件配置

图1 系统硬件结构图
控制系统需要设置650 个控制点数,其中数字量输入420 点,数字量输出100 点,模拟量输入90点,模拟量输出40 点。另外系统控制点数需要留有15%的余量,按照这一思路,结合实际现场布置PLC主站和各分站位置,并为主站和各分站分配模块。PLC 系统有一个主站,带有五个ET200 M从站。CPU及从站1 设置在鼓风机房操作间,控制附近反冲洗车间、深度处理车间、回用水泵房、污泥脱水间、浓缩池车间的设备。从站2 和从站3 位于加药间旁电气室内,控制附近格栅渠道、絮凝沉淀池、加药间、提升泵池的设备。从站4 和从站5 位于曝气生物滤池旁的电气室内,控制二次提升泵池的设备,各分站均留有冗余控制点数。
控制系统下位机选用西门子S7-300 系列PLC,电源模块选用PS 307 10A,CPU 选用CPU 317-2 DP,以太网通讯卡选用CP343-1。
2.3 控制系统通讯设备
工控机和PLC 之间通过工业以太网通讯,通信协议为TCP/IP。工程师站和操作员站距离超过了100 m,通讯介质使用普通双绞线不能保证信息的安全准确传递,因此使用光纤作为工业以太网通讯介质,距离在100 m 内使用双绞线作为工业以太网传输介质。工控机使用网卡连接以太网,PLC 使用CP343-1 连接以太网,工业以太网交换设备选用菲尼克斯工业交换机,该交换机具有2 个光口和6 个电口,分别用来连接光纤和双绞线。PLC 主站和ET200M分站之间通过Profibus-DP 总线连接。现场仪表通过4~20 mA 信号线与PLC 的I/O 口连接。
2.4 现场仪表
污水处理使用了30 多个现场仪表,其中压力变送器选用威尔泰V15753-HDEAGE 型,一体化超声波液位计选用爱肯卓M2C 型,一体化雷达液位计选用爱肯卓VG74 型,耐震压力表选用上海中冶横天的MT-YNC-100B 型,流量传感器选用威尔泰XE-DE 型,就/T 组合测定仪选用横河PH450G/Z型,余氯仪选用哈希公司的9184SC 型。
3 生活污水处理系统的软件设计
生活污水处理自动控制系统的软件设计包括上位机监控软件设计和下位机软件设计。系统要对整个工艺流程进行实时监测,确保系统高效率运作,减少事故的发生,达到洁污减排的目的,并且使排放量符合国家标准[3-5]。
3.1 上位机软件设计
上位机软件采用WinCC 进行设计,系统在运行过程中,WinCC 通过驱动程序和外部设备交换数据,包括采集数据和发送数据/指令。每一个驱动程序都是一个COM 对象,这种方式使通讯程序和WinCC 构成一个完整的系统。上位机监控软件主要由七部分组成,具体包括监控系统总图、系统的动态工艺流程图、各设备的运行参数图、手动/自动操作画面、历史曲线查询、报警记录显示表和系统自诊断图,其组成如图2 所示。
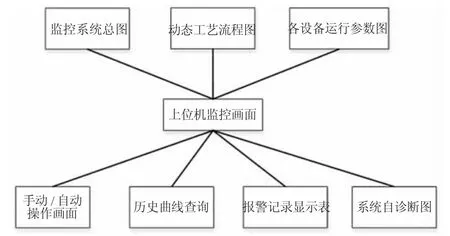
图2 监控画面的组成
3.2 下位机软件设计
下位机的软件以PLC 为主控制器,主要是对粗格栅系统、细格栅系统、提升泵以及沉淀池系统进行控制。整个操作系统具有手动操作和自动操作两个操作模式。
在手动模式下,操作员可以对各设备进行单独操作,手动操作模式如图3 所示。在此模式下主要是控制粗格栅系统、提升泵系统、细格栅系统、沉淀池系统以及生化处理系统。

图3 手动操作模式结构图

图4 自动操作模式结构图
在自动模式下,系统按照设定程序运行,就可以完成整个工艺。自动操作模式结构图如图4 所示,自动控制模式下,整个系统又可以分为各个子系统,本文设计的污水处理系统的子系统包括:粗格栅系统、提升泵系统、细格栅系统、沉淀池系统和生化处理系统。5 个子系统相互配合,共同维持整个系统的运行。
下面以粗格栅系统的软件设计为例进行介绍。污水通过进水管直接进入粗格栅间,而粗格栅系统主要就是通过判断液位差的大小来控制相应设备的运行,从而粗略地过把污水中较大的杂质过滤掉。
如图5 所示。首先确定控制模式处于自动操作模式,然后判断液位差的大小,若液位差小于0.2 m,则开启一号格栅除污机,再开启压榨机,本系统中格栅机和压榨机采用联动模式。延时30 s 后开启栅渣输送机,将过滤出来的栅渣外运。若液位差在0.2~0.4 m之间,则开启二号格栅除污机。若液位差大于0.4 m,则说明系统出现故障,应采取报警措施,并关闭进水槽,对设备进行保护[6-9]。

图5 粗格栅系统工作流程图
4 结语
根据煤矿污水处理工艺流程,设计了一套污水处理控制系统。上位机采用了西门子公司的WinCC 6.2 组态软件,下位机使用西门子可编程逻辑控制器S7-300PLC,并根据生产规模,确定了工控机、网络设备等控制系统所需的其他软硬件。控制系统设计完成后,现场调试及试运行表明,上位机人机界面友好,污水处理系统运行稳定,达到了预期的研究和设计目的。