高速垂直摆动合分流带式输送机在定制板式家具自动化生产线中的应用研究
2020-04-15苗中银
张 挺,苗中银
(广州宁基智能系统有限公司,广东 广州 510000)
引言
在板式家具自动化生产线中,产品输送需要换向或转向,而线体控制存在一定问题,出于稳定和安全输送需要,每段线体上在任何时候只能存在一张板,即只有在前面板的板尾离开本段线后,后板才能起动进入本段线体,因此板与板之间距至少为一段线体的长度,单段线体越长,板间距越大,输送效率越低。现代高速(40 m/min)高效(23 件/min)封边机,板间距最短0.5 m(前板尾、后板头之间距),如果采用平常输送方式,会导致封边机的利用率降低。因此必须采用一种更高效的输送方式,本次研究的内容,前期采用双层输送,在封边前采用垂直摆动合流带式输送机,在封边后采用垂直摆动分流带式输送机输送机,能有效满足封边机的高效吞吐量,实现产线高效生产。
1 垂直摆动合分流带式输送机的介绍
1.1 高速性
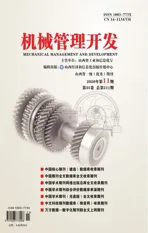
垂直摆动合分流带式输送机的高速性体现在高速摆动,使用了高惯量伺服电机驱动。该型输送机主要由机架,皮带输送线体,主动辊,摆动伺服电机,减速箱,驱动轴,曲柄盘,连杆和电气装置等组成,其结构如图1 所示。
1.2 板件表面的特性
生产线中的板件上、下表面都有PVC 材质贴面,表面光滑,但四周尚未封边,板件边沿容易受撞崩塌,因此在过渡时要避免挤压,避免线体对接时前慢后快,或对接角度大等情况。
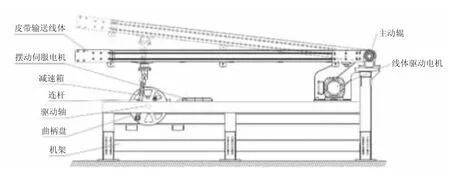
图1 结构组成
1.3 摆动的幅度
从摆动效率上来说,摆动幅度越小,用时越短,摆动效率越高。因此在设计上可以减小线体入口端的厚度。压缩两层的层高,同时上下层做成喇叭状接板,相当于延长了摆渡的长度,但摆动线实际较短,这样减轻了摆动线的重量,降低了摆动线体的惯量,见图2。
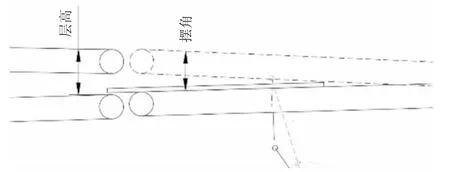
图2 接口情况
1.4 异常情况的处理
在实际应用中,由于封边设备或其他的原因导致停机,会打乱输送的节奏,比如板件追尾、板件积压等,这些情况在不同位置的处理方式如下:
1)封边机入口位置。封边机自带多段滚筒线,每段滚筒可以自动调节速度,当进板密集时,通过速差调节板间距,再通过拦截装置堵住后面的板,被拦截的板会停止输送,当前板走一定距离后,拦截装置打开并放行下一张板。
2)封边机连线位置。产线异常停机恢复后,停在线上的板通过输送线逐级提速,拉开板间距,并通过摆动分流输送,当封边机连线上所有板件清空后,再起动纵向封边机,防止封边机因线体原因频繁起停。
3)摆动线停线情况。摆动线上有进板传感器、停止传感器、出板传感器、安全检测传感器。假如在摆动分流过程中,板头先触发摆动线上的停止传感器,输送就会停止,但摆动会继续,摆动到位后,线体再次起动输送,直到板尾完全脱离摆动线,并且没有被安全检测传感器感应到,才会执行下一次摆动指令;
4)线体急停后,假如安全检测传感器感应到有板搭在摆动线和双层线体之间,此时摆动线不能动作,但可以输送,直到板件完全脱离摆动线,并没有被安全检测传感器感应到,才会执行下一次摆动指令。
2 工作原理
垂直摆动合分流带式输送机由皮带输送线体和摆动装置组成。当传感器检测板尾进入合分流线后,发出信号给摆动伺服电机,伺服电机和减速箱相连,输出转矩给驱动轴,带动曲柄盘,通过连杆使皮带输送线体绕主动辊旋转,抬高皮带线一端,从而实现通道的切换,达到合流和分流输送的目的。
2.1 技术特点
自动化程度高,能自动实现物料不同高度(两种或多种高度)、高效合流或分流;控制灵活,可智能选择对接通道;通过伺服电机配合减速箱,摆动迅速。由于伺服电机的快速响应能力,使双层之间切换的速度非常快,达到快速分合流目的。
2.2 理论计算和受力分析
2.2.1 参数的确定
需要确定的参数有:摆动线体长度L1、摆动高度H、摆动受力点L2、皮带线摆动角度θ4。
2.2.2 受力分析
根据图3 和图4 分析。力偶相等:F2L2=GL3;线体下压力F2=GL3/L2;假设:L3=L1/2(重心),则:

根据平行四边形法则和二力杆受力:


图3 摆动线运行示意

图4 受力分析图
曲柄端T=F1sinθ2=F2cosθ1sinθ2
把式(1)、式(2)代入:

由上式可知,θ1=0°,θ2=90°时,T=GL1/(2L2),曲柄所受力矩最大,见图5。
式中:F2为摆动点2 处的受力;G 为重力;L3为重力受力点距离;θ1为连杆偏角;θ2为连杆摆动角;T 为转矩。

图5 曲柄力矩最大状态
2.2.3 优化设计
通过受力分析可知,当曲柄角θ2工作在90°±45°范围内时,如图6,摆动上、下工作位效率最高,力学性能最好,配合伺服电机的加减速特性,摆动线起动和停止更平稳,同时完成摆动的动作更快,时间短,提高了摆动线的效率。
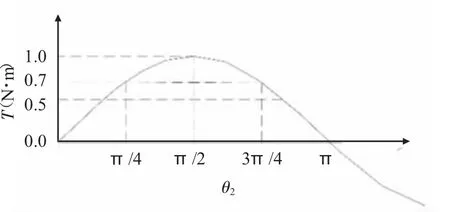
图6 曲柄受力曲线
2.3 控制系统
摆动合流线控制分两部分:一部分为输送控制系统,另一部为摆动控制系统见下页图7、图8。
3 计算和实际应用效果

图7 输送控制系统流程图

图8 摆动控制系统结构示意图

图9 单层进板方式

图10 封边机高效合流进板方式
产品通过单层输送的效率(如下页图9),取决于生产线中效率最低的执行机构,因此单层线是有输送瓶颈的,如果需要高效输送,必然要采取多通道输送,在加工节点前再采用合分流方式(如下页图10)。在实际应用中,摆动一次可达到0.5 s 以内,假如单层线体输送效率为12 件/min(5 s/件),输送速度为1.5 m/s,那么两张板间距为7.5 m(含板长)。如果双层输送加摆动线合流,0.5 s 摆动到位,线体起动0.3 s 后速度1.5 m/s,加速度a=1.5/0.3=5 m/s2,计算得 板 间 距s=vt1+0.5at2=1.5 ×0.5+0.5 ×5 ×0.3 ×0.3=0.975 m,按照80%效率,板间距约1.2 m(不含板长),假如平均板长1 m,则两种输送方式板距之比为7.5∶2.2,摆动合流后的最高输送效率为90 m/min/2.2 m/件=41 件/min。
从上面计算结果可以看到通过合流后的输送效率是高于双层输送的,不会引起堵塞。
假如合流后按照40 m/min(0.667 m/s)输送,摆动时间0.5 s,加速时间0.3 s。加速度a=0.667/0.3=2.22 m/s2,板间距s=vt1+0.5at2=0.667×0.5+0.5×2.22×0.3×0.3=0.43 m。
按80%摆动和进板效率,实际板间距为0.43/0.8=0.54 m,假设板长1 m,则板中心间距为1.54 m,计算输送效率40/(1+0.54)=26 件/min,实测最快可达到这个效率。
4 结论
通过对垂直摆动合分流带式输送机的功能应用、结构特点及应用比较,并结合实践经验得出:本文所述垂直摆动合分流带式输送机能满足板式家具生产中的高效封边机的进板输送,弥补单层输送方式的不足,提高封边机的使用效率。本文为家具自动化生中板件的高效输送提供了解决方案。