基于系统工程的一体化构型管理
2020-04-09邱晞王立新钟进惠巍杨懿
邱晞 王立新 钟进 惠巍 杨懿


一、引言
随着制造工程体系的不断发展,不同制造行业所涉及的专业领域均一直在细致化、专精化,航空工业中由多方共同完成一架飞机的研制模式已成为趋势。同时,航空工业是一种高度复杂,涉及众多专业领域的制造行业,在飞机产品发展过程中,其自身所涉及的大专业中,总体设计可细分出布局、布置、气动、性能、操稳、外形等子专业,强度设计可细分出静强度、动强度、疲劳、载荷等子专业,环控设计可细分出燃油、管路、线缆、液压等子专业,制造过程设计可细分出零件、装配、数控、增材、复材等子专业,随之带来的问题是,制造一个架飞机产品时协同研制的复杂度不断增加,如何完成这诸多专业之间的统一的技术状态控制已成为业内的一个关注焦点,因此构型管理的作用就更显得尤为重要。
近些年,国内航空企业虽然纷纷采用了各种产品数据管理PDM(Product Data Management)\产品生命周期管理PLM(Product Lifecycle Management)等软件管理数据,但难以做到对技术状态全过程严格和闭环的控制,导致在各个环节技术状态的不连贯,产品交付时仍要进行构型审核。因此,我们提出一种从系统工程视角进行一体化构型控制的方法,旨在着力打造一个可适应于现代企业且扩展型巨大的构型管理模式。
二、构型管理在国内的发展历程
(一)国内构型管理的发展历程
随着系统工程方法在我国航空工业中的不断应用和发展,围绕促进航空工业升级的要求,全方位、多层次推动系统工程方法在工业领域的覆盖渗透,其构型管理也在不断的进化,目前,国内构型管理主要经历了以下几个阶段:
阶段一:人工报表管理时代
在Y7、MA60型号中以传统基于人工报表管理的模式,通过表单记录产品零部件的有效性,应用起来非常繁琐低效,此时基于计算机的管理还未普及,尚未步入数据的信息化进程。
阶段二:计算机数据结构化管理时代(批架次有效性管理)
得益于计算机技术的发展与普及,在MA600及某重点型号的生产研制中,将传统的人工报表录入到计算机中,以结构化数据BOM(物料清单)的形式进行管控,在产品零部件、生产过程上记录有效性,进而在计算机中进行筛选,避免了人工报表过程中出现各种人为错误。经过多年应用后发现在此过程中,各个部门的协作交流是基于零件级别的对话,繁多的工程更改导致越来越多的有效性变化,各个专业的人员都为繁琐的工程更改控制所累。此种模式其特征在于产品零部件、装配指令AO(Assembly Order)、加工指令FO(Fabrication Order)都会跟一个R(1~9999)类似的有效性区间段,其后在这一模式基础上又延伸出更改单、补充装配指令AAO(Add Assembly Order)等的有效性,并使用产品数据管理PDM系统对产品数据进行电子化管理。由于此种构型管理模式记录和运算模式非常的复杂,且有效性的更改都是由人来控制,出错的几率非常大,难以全面、及时的反映不同架次的技术状态。
随着需求的变化和构型理论的发展, ARJ21、MA600等国内飞机在研制时期出现两种发动机配置,分别采用A\B两种状态来表述,其A\B状态的发动机不具有批架次有效性,即在批架次有效性管理的基础上,融入部分配置管理的概念,由于PDM系统的管理逻辑的不完整,无法全面的反映两种状态的技术参数,至今还在不断处理突发问题。
阶段三:计算机数据模块化管理时代(配置构型管理)
飞机研制的产品数据量随着多样化需求而变的更加复杂,更简化且扁平的模块化管理思路应运而生,即配置构型管理。以C919及一些直升机型号为典型,将产品模块化,在模块记录其有效性,模块内包含的零组件无有效性。具体是将产品在设计端就划分为可变配置项VCI(Variable Configuration Item)组件单元,并在VCI上写有效性区间段,其下的产品零组件不再写有效性,更改时,以升版及换号进行调整。其中VCI的划分不考虑制造分离面。
随着管理模式的发展,去除有效性,以全面模块化配置为核心进行设计行为、生产行为、物流行为、财控行为等的模块化控制,以构型选配为基础完成整个设计制造过程的管控的全构型配置理念开始萌发,并且已经成为构型管理新的探索方向。目前以MA700飞机为典型,在MA700飞机的研制过程中完全摒除区间段有效性,产品设计以构型项CI(Configuration Item)\配置方案CS(Configuration Solution)\设计模块DM(Design Module)进行选配,制造端工艺设计以装配模块CA(Configuration Assembly)\装配方案PCI(Process Configuration Item)\装配清单AOL(AO List)进行选配,此种新的配置构型管理模式,技术上迈进了一大步。
从宏观角度可以看出,构型管理的进化,使业务人员从管理颗粒度為零件在向组件级别提升,从单一设计认同向需求、制造认同进化,并以更扁平的结构,更简化的方式来进行研发与生产协同。
(二)构型控制定义
以上详细描述了国内构型管理的发展历程,构型理念发展的早期,更多的是在对产品及其衍生数据的构型,下面我们抛开惯性思维的枷锁,将构型拓展到整个工程领域所包含的全部专业领域,从本质上重新审视构型管理并给出一种定义为参考。构型是指在一个确定的时间或给定的某一个条件,由相关文件、数据所描述的需求状态、设计状态、制造状态、供应状态、财控状态、资源状态、人力状态等等构成状态集合,即工程相关的全部工程行为的某一技术状态集合。
企业从初始需求分解就开始贯彻构型管理,以构型管理驱动所有的设计、生产、交付、财控、物流、更改、维护、报废等控制行为,可以看出从客户选型即牵引出一系列其后的过程,所以我们将这种模式称为一体化构型管理。
三、基于系统工程的构型管理方法
结合航空工业构型的发展历史,吸取以往构型管理所体现出的优点,参照飞机产品专业多、生命周期复杂的特性,采用系统工程的角度来进行构型管理,构建一个基于系统工程构型矩阵来管理数据技术状态的模型。
(一)系统工程矩阵
在系统工程的领域,参考系统工程立方体表述,如图1所示:

将行为抽象成日常研制中出现的各种专业工作行为(系统工程的特点之一是所有专业行为并行开展,例如,当一个产品设计人员在进行产品外形设计时候,会同时考虑到其结构能否被加工、装配,其结构强度符合的材料能否被供应,故此在宏观上所有的专业是同时开展工作,具体在实际操作中由于人因因素,所有专业行为并不会完全同时开始,在此先讨论理论模型)。
再一步,我们将系统工程RFLP(黑盒为R与白盒为F、L)的整个过程划分为两个阶段,RFL为做某件事情的方案阶段,P为执行阶段,同时细分每个专业行为的数据成长颗粒,那么以时间上数据成长的角度进行划分。
在某一工程时间,或者某一条件模型进行切片,得到如图2:

这里可以看出,通過时间、指定条件的过滤,我们可以得出不同技术状态的数据集,称之为系统工程矩阵中的一个构型。
(二)构型的简化-专业簇
制造一架飞机需要参与的专业非常之多,当代的管理颗粒度和专业细分程度还无法令所有专业并行参与研制的程度,所以为了简化构型控制,需要对专业进行簇合并,相近功能的专业合并为一个簇(相近的专业互相依存但相互独立,由多专业的耦合产生的涌现性要素,分离并独立成新的专业进行控制),最终对这若干个簇进行构型管理。簇合并是根据目前业务工作划分的一种合并方式(如订单簇、需求簇、设计簇、制造簇、维修簇、财务簇、人力簇、供应簇、适航簇等等,图1中的状态、静态、动态、拓扑、需求也是一种簇划分形式),此处为举例但非必然的合并方式。
通过上述手段,我们将工作中所涉及的所有专业进行分类,制定出需要进行管控的簇及子专业,对簇进行构型控制管理,并且随着更多的专业细分,此系统工程矩阵具备对簇及专业进行无限扩展的能力。
(三)系统工程构型矩阵
以上我们完成了在系统工程构型矩阵截面的归纳,接着再进行纵向状态轴的归纳。
下面以四个典型的专业簇进行纵向划分举例:
继续对方案阶段进行细分,以制造方案MS和制造实现MP两部分与实际业务进行对照:
以制造簇与实际业务进行对照举例:(每一个专业簇都有自身的RFLP)
制造需求分析:即在初始需求中对制造环节的需求进行分解,例如加工需求、装配需求、数控需求等。
制造功能设计:即对产品的组合装配过程进行理想过程定义。
制造逻辑设计:即对制造过程进行制造单元化设计(即制造任务),如划分虚拟制造站位,制定其加工、装配流程,且分配制造需求到制造单元上,最终定义出理想的加工装配流程图(此环节重点在于对产品的所有交付过程及消耗时间进行定义,即工艺路线、工艺规划流程图)。
制造执行:在加工装配流程的基础上,将具体的制造单元划分给指定的内、外部生产单元(此环节重点在于将制造单元指派给具体的物理站位/供应商,创建出贴合实际的生产流程图,并进行虚拟生产,确认每个物理站位下具体的操作过程,即工程指令),之后进行物理生产执行。
至此,我们完成了纵向状态轴基于系统工程的定义,即截面为专业簇的集合,纵向为数据成长状态,数据以各个簇中RFLP进行分离定义具体构成数据,并进行记录、控制、调用。
(四)矩阵的应用-模块单元化
在飞机的整个研制、批产过程中,产品设计人员、制造人员、维修人员等等需要根据自身的业务需要,对产品进行重组,形成方便业务人员在自身业务领域组织生产维修行为或独立核算的单元体,例如:针对制造环节根据制造条件重组制造(装配)单元,方便进行生产组织及供应划分;在维修环节根据维修条件重组维修单元,以便可以快速维修;在成本控制环节根据最低成本的运营原则进行重组,方便进行成本控制。整个模块单元化分两个步骤完成:
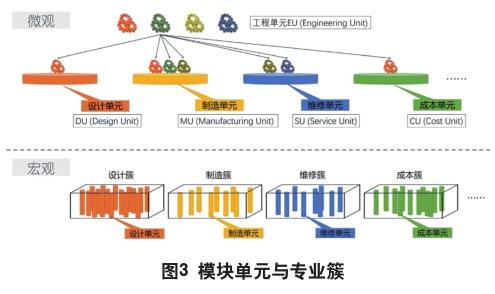
第一步.划分工程单元:通过对产品进行多专业联合评审,将其划分为多个专业协调并使用的不需再细分的最小工程单元(实物是一个组件或零件)。
第二步.重组簇单元:业务人员在各自的专业簇领域,以最小工程单元为基础进行重新组合,形成自身领域可协调使用的模块单元体。例如将工程单元按照业务需要分配至针对设计簇、制造簇、维修簇、成本簇等所对应的设计单元、制造单元、维修单元、成本单元等(这里以四个典型簇进行举例说明,每一个簇实质是产品在本簇中的工程单元合集,连接定义单独另置一个工程单元),这里的簇单元类似于一个任务托盘(只有工程单元是产品本身),过程如图3所示:
工程單元EU的本质是多专业协调后产品切分的最小结构(最细致可以到零件),簇的本质是强关联性专业集合,簇单元的本质是强关联性工程单元EU集合。在矩阵纵向上,这些数据按照系统工程划分为方案阶段和执行阶段(RFL是对方案格子的纵向深化细分,由于管理颗粒度和复杂度,暂不纳入构型管理范畴)。
构型控制要素:(联合定义工程单元EU)
横截面:专业簇内,定义簇的单元,以此为一个构型控制要素,例如设计单元DU、制造单元MU;
纵向:依照系统工程划分的方案阶XS(X表示任意专业簇)与执行阶段XP,以此为另外两个构型控制要素。
通过控制构型控制要素,完成整个系统工程构型矩阵的记录、控制、变化、衍生。
根据基于系统工程的构型矩阵,制定出业务流程的空间矩阵,此业务矩阵也可看作初步的企业运转模型;若出现各种工程工作初期时候考虑不周的情况,需要对构型的专业、簇、工程单元进行调整和补充。
四、结束语
通过系统工程和构型理念的发展和融合,将会显著的减少各个专业之间的协调难度。基于系统工程的一体化构型管理,不再着重于产品本身,而是聚焦于产品从需求到交付的一系列研制工程行为本身,进行构型控制的同时也统一了各种数据源,将各个专业知识融汇到一套体系中进行管理,保证数据的统一性和一致性,方便数据管理和数据回溯。目前MA700飞机的研制模式正在向全面多专业配置构型的方向发展。
基于系统工程的一体化构型管理,难点在于专业划分及合并,现阶段我们还无法实现飞行器设计制造行业的全专业耦合仿真,可企及的是多数专业的耦合仿真和部分专业的非耦合仿真,如此大背景下,如何合理的细分专业行为与合并成簇显得尤为重要,需要更多的行业专家一起来研究和发展。
若说系统工程理论是企业发展的指导,一体化构型管理则是系统工程进行多专业协作的骨骼,论其发展,构型管理在将来有可能会打破BOM管理、更改管理、数据管理、人力管理、财务管理、维护管理、供应管理等多种现有专业分块管理的模式,成为一种更成熟且全面的新模式。
作者单位:航空工业西安飞机工业(集团)有限责任公司 邱晞、王立新
航空工业信息技术中心 钟进、惠巍、杨懿
