国产修磨机台车精准控制研究
2020-04-07靳峰峰王学
靳峰峰 王学
摘 要:一炼钢厂国产修磨机,承载着公司钢坯的修磨任务。修磨机主要由磨头、台车和上下料台架构成。台车作为一个过渡和承载单元,它的精准运动直接影响到钢坯的修磨效果。国产修磨台车是由液压滚筒来驱动的。台车速度控制依据不同的操作模式和不同的控制要求来设计,根据修磨的功率和修磨深度,把给定速度转换为卷筒换向阀的输出,来精确控制台车往返。
关键词:修磨;编码器;给定;台车
中图分类号:TG580.2 文献标识码:A
doi:10.14031/j.cnki.njwx.2020.03.017
Absrtact:The domestic grinding machine of a steel making plant carried the grinding task of the company's billets. The grinding machine was mainly composed of a grinding head a trolley and a loading and unloading platform. The trolley as a transition and load-bearing unit, whose precise movement directly affected the grinding effect of the billet. The domestic grinding trolley was driven by a hydraulic roller. The speed control of the trolley was designed according to different operating modes and different control requirements. According to the grinding power and grinding depth, the speed output was converted to the reel proportional reversing valve given to accurately control the vehicle back and forth.
Key words: dressing; encoder; given; trolley
0 引言
修磨机主要用于磨削加工连铸坯料表面,去除坯料表面氧化皮和局部缺陷,最终保证产品的质量。修磨机主要由磨头、台车和上下料台架构成。修磨机台车主要由车体、车轮、减震垫块、翻料、夹紧装置、台车液压站、减速电机等组成。修磨时候,坯料放在台车上与台车一起运动。台车最大载重量10 t。修磨机台车的精准控制通过影响整个修磨机的修磨质量,从而间接影响工件的最终修磨质量,因此修磨机台车速度的精准控制显得尤其重要。
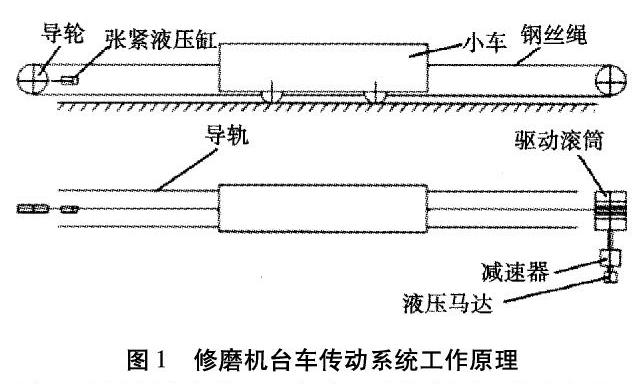
1 台车传动原理
台车传动部分由进口力士乐液压马达、减速机、张紧油缸、缓冲器组成。修磨机台车速度必须按修磨工艺要求。在修磨过程中液压马达可以在操作台上随时调整台车速度(0~60 m·min-1内无极调速)和位置,整体结构耐用,易于检修。台车工作时,控制要求快速起停、正反向運动,并且要求启动、制动过程平稳无冲击。
台车传动装置采用的液压马达为力士乐内置式液压卷扬减速机,通过液压马达驱动动力带动卷筒钢丝绳拉动台车做往复运动,在导轮处的钢丝绳配有张紧装置,通过张紧液压缸来控制钢丝绳的张紧力,从而补偿修磨过程中的钢丝绳的变化量。
2 台车运动控制
2.1 修磨台车运动
修磨台车配备SICK激光测距仪、卷筒配备编码器等设备配合控制台车位置。台车速度控制采用高响应的比例阀和恒压变量泵组成负载敏感速度伺服系统, 通过反馈控制可使台车的行驶速度按工艺要求实现10~60 m·min-1连续控制, 同时实现台车运动的缓启动和缓制动。
台车比例换向阀的给定是依靠速度的给定值和设定的速度区间进行比较来实现的。利用速度差反馈它的控制分为三种状态,分别是非深度模式下依靠旋钮来实现台车速度的3挡位控制,依次为慢、中、快。调整方法:在PLC控制柜内设三个电位器,分别为三种速度用:Ⅰ、Ⅱ、Ⅲ挡三种速度。
深度模式下的台车速度设定为8个修磨速度状态和靠近两端时的低速状态,在换向过程中还需要考虑换向时间从而减小换向冲击。
2.2 修磨台车速度控制程序
修磨台车正反向行驶时,将速度给定值转换为台车卷筒换向阀的输出。在深度模式、左右极限低速模式和挡位控制三种模式下,再通过6个区间的速度差调节来实现台车速度的输出控制,从而控制比例换向阀的给定来控制卷筒,驱动台车左右往返运动。
台车行走通过卷筒钢丝绳来实现整个往复运动。通过钢丝绳的张紧开关来触发台车是允许的,并不是直接进行修磨。先检测台车上钢坯的始端和末端位置,计算出钢坯的长度,设置此次修磨台车的初始状态。通过激光测距仪实时检测台车位置和左右换向的位置进行对比实现换向操作。
3 台车速度优化控制
通过速度给定值和速度设定区间的闭环控制能够控制台车比例换向阀的给定值。实际台车运动过程中考虑到钢丝绳和惯性的影响,钢丝绳的牵引本身属于柔性,再加上修磨过程中台车的惯性,仅仅依靠速度给定是不够的。尤其在台车制动、启动和换向过程中,速度的控制还是滞后。为了优化这些问题,采用台车位移来实现台车双闭环控制。台车实际行走速度依靠现场激光测距仪反馈的实际台车位移来计算。根据激光测距仪来定位台车的位置,台车实际位置和5个定位距离进行比较,左侧和右侧总共10个数值。
4 结论
国产修磨机台车速度的精确控制才能够修磨出表面合格的钢坯,台车速度控制依据不同的操作模式和不同的控制要求来设计,台车速度的计算除了要根据要求外,还应注意修磨的功率和修磨深度、修磨进给的步长等因素,这些变量决定了台车的速度。
参考文献:
[1]王强.热修磨机进口磨头的国产化研制[J].机械管理开发,2012(2):89-90..
[2]赵斌.钢坯修磨台车速度控制系统的研究[J].机床与液压,2013,20(1):17-19.
[3]曹晓东,温黎明,张勇.修磨机台车上下料免对中机构[J].机械工程师,2013(5):199-200.
[4]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2004.
