基于数控铣床加工过程实时检测系统的研究与应用
2020-04-07周智人王重庆张威
周智人 王重庆 张威
摘 要:本项目在不改变原机床结构的情况下,只需增加价格不高、结构简单的光电检测环节,即可实现实时检测功能。在结构上简单可行、经济上投资少,将数控机床的高加工精度和高位移精度有机结合,从而实现产品的加工、检测环节的自动化,在大大提高产品生产效率的同时,减少对劳动力的需求,节约生产成本。而且随着科学技术的日益发展,数控机床精度不断提高,检测精度也将随之提高,此项目开发后将应用到柔性制造系统中,在很大程度上可代替三坐标测量仪,缩短产品检测运输环节的时间,在生产过程中随时检测,操作方便,具有可观的经济效益和发展前景。
关键词:光电检测装置;数控系统;柔性制造系统;远程控制
中图分类号:TG547 文献标识码:A
doi:10.14031/j.cnki.njwx.2020.03.001
随着科技的发展和制造工艺的进步,以及消费者对产品多样化需求的增长,企业为了能够在日益激烈的市场竞争中得以生存和发展,生产规模已由过去的单一品种大批量生产向多品种小批量的生产方式转变,而高效柔性的数控机床能够很好地满足这种多品种变批量生产方式的要求。数控技术极大地推动了计算机辅助设计、计算机辅助制造、柔性制造系统、计算机集成制造系统、虚拟制造系统和敏捷制造的发展,并为绿色加工打下了基础。数控机床正逐渐成为机械工业技术改造的首选设备。
另一方面,现代加工中,产品的质量控制和质量管理也是企业生产的重要环节。本项目在柔性制造系统数控铣床零件加工过程中加入了零件检测环节,通过该系统自动完成对零件的加工、检测并统计零件的加工件数、合格件数及废品率等有关生产管理信息。
在本项目研究前期的工作中,指导教师一直从事数控机床的研究及指导学生实训工作,同时对数控机床硬件及操作系统方面进行了深入细致的研究,这为本项目研究奠定了坚实的理论基础和完备的试验条件。
项目组调研、了解、收集国内外现有的研究,征求有关专家的意见,提出了基于数控铣床加工过程实时检测系统的研究目标。
1 工艺系统精度误差分析及对铣削加工影响
铣削加工的工艺系统,在自身制造质量和不同切削条件下,都会产生误差,其中,铣床本身的几何精度误差是产生误差的主要根源,其次是铣刀误差、夹具误差、测量误差、回转部位的调整误差以及铣床附件误差等。铣削中,这些误差都会直接反映到被切削表面上去,也正是由于工艺系统存在着各种原始误差,才使得工件铣削表面的尺寸、形状和位置发生变化,导致加工误差的产生。误差主要分为工艺系统的误差和铣床精度误差两类。
2 实时检测系统
保证零件的加工质量是切削加工中最重要的任务之一。经过上面对工艺系统加工过程各种误差及其影响的分析,现在我们有针对性地提出具有可行性方案。
由于本项目是机械、电气、计算机等领域相结合的一项研究,需要设计、加工光电检测装置并安装到数控铣床上,并将检测结果显示到操作面板上以便实现实时检测。
项目设计思路主要有以下几个方面:
(1)设计并制作光电检测装置,用于零件检测;
(2)检测过程与数控系统互联,并将检测结果显示到数控铣床操作面板上;
(3)通过PMC将检测过程与数控系统链接。
拟解决的关键问题为:怎样使检测装置达到较高精度。
3 实时检测系统的设计及试验
3.1 光电检测装置的设计
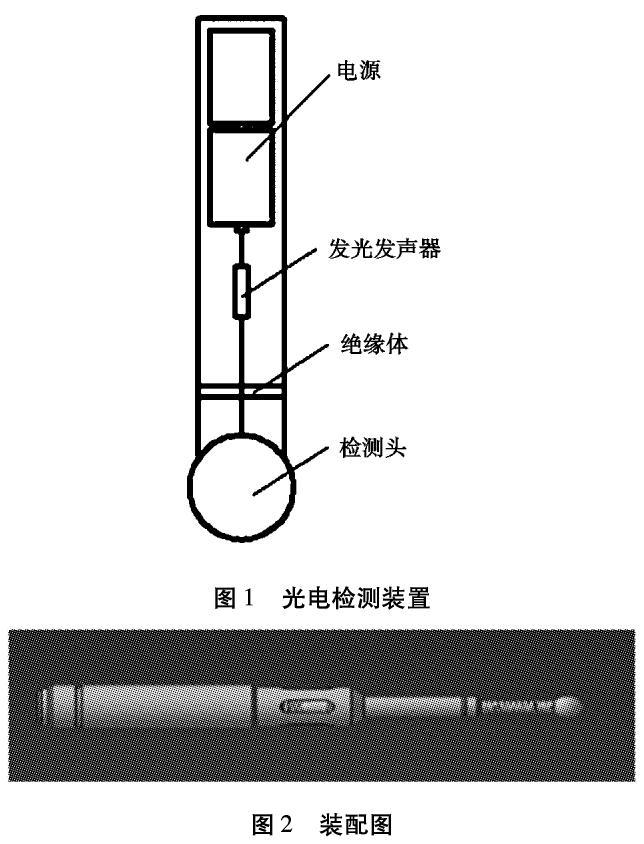
设计制作一个光电检测装置如图1所示,将其装夹到刀柄并安装到数控铣床主轴上,从而形成一个尺寸检测系统,如图2所示。
光电检测装置原理:光电检测装置拥有独立电源,柄部与测量头用绝缘体断开,中间安装一个发光发声器,当检测头接触金属工件时形成回路,发光发声器发光报警。
3.2 光电检测装置的初步试验以及数据的测量及采集
(1)将机床调到手轮状态,通过手轮调整,将检测头接近工件左侧,观察快要接近工件时,将手轮调到微调,直至光电检测装置发光为止,这时将X尺寸归零,即 X相对坐标为0000。
(2)调整手轮,检测头接近工件右侧,直至指示灯发光为止,即X相对坐标为测量结果。
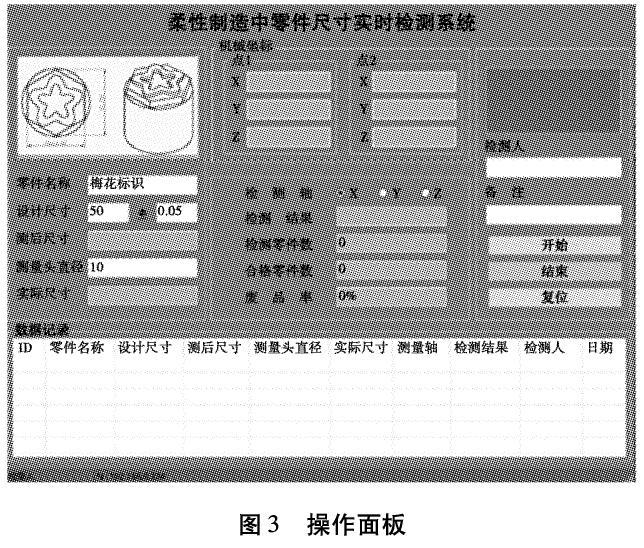
测量结束系统自动采集当前X坐标,并减去测量头直径D,即为工件实际尺寸,然后进行运算并判断工件是否合格以及能否再次加工。
3.3 检测结果
通过PMC程序,检测结果显示到操作面板上,如图3所示。
4 产品实用性分析
该产品可用于单件小批量生产及首件试切的檢测环节,可避免量具手动检测产生的误差,在不卸载工件的情况下检测,又避免了二次装夹产生的装夹及定位误差,可在X、Y、Z三个方向对工件进行精密检测。在大批量生产中也可以作为零件定期检测环节,由于刀具磨损或刀尖积削瘤等情况的产生,使工件尺寸发生变化,通过检测可以判断出零件是否合格,如有问题及时调整,通过改变刀补、磨耗、更换刀具等方式,进行补救,可减少工件的废品率。避免在批量生产中,由于上述问题的出现,导致大量废品的产生。对于大型零件的检测,也可将其应用到数控龙门铣床上,更能节省量具成本。
参考文献:
[1]何建民.铣工技术与工艺改进[M].北京:机械工业出版社,2007.
[2]胡家富.铣工必备技能[M].北京:机械工业出版社,2015.
[3]顾国洪.数控铣分册[M].北京:北京理工大学,2014.
[4]韩鸿鸾,李建刚.数控铣床和加工中心的编程与操作实例[M].北京:中国电力出版社,2006.
[5]徐鸿本,姜全新,曹甜东.铣削工艺手册[M].北京:机械工业出版社,2012.
