CAD/CAM陶瓷树脂复合体材料在超薄嵌体应用中的疲劳性能研究
2020-04-01吴传兴林敏陈铭晟甘宁王璐
吴传兴 林敏 陈铭晟 甘宁 王璐
嵌体是微创美学中的代表产物之一,相较于全冠修复,其具有牙体组织破坏少,牙周牙髓并发症少的优点。传统陶瓷嵌体厚度一般为 1.5~2 mm[1],但在牙釉质磨损、临床牙冠较短等可行微量牙体预备的情况下,将瓷厚度设计为0.5~1 mm[2]的超薄嵌体更加符合微创美学的理念。传统的陶瓷嵌体材料有白榴石基与二硅酸锂铸瓷等,它们具有较好的力学性能和美学性能,但脆性较大[3],而近年推出的CAD/CAM陶瓷树脂复合体材料拥有更好的韧性和更高的回弹模量[4],能够缓冲更大的咬合力,减少修复体的折裂的发生率[5]。在口腔内长期的咀嚼循环会导致材料的力学性能下降[6],同时会因累积疲劳损伤导致修复体破损[7],本研究拟在体外模拟口腔的咀嚼循环体系,比较不同类的CAD/CAM陶瓷树脂复合体材料以及传统CAD/CAM玻璃陶瓷材料的疲劳性能差异和疲劳失效方式,评估不同材料在超薄嵌体临床应用中的耐久性。
1 材料与方法
1.1 设备与材料
Vita®Enamic(VITA,Germany);LavaTMUltimate(3M ESPE,USA);IPS e.max®CAD、IPS Empress®CAD(Ivoclar Vivadent,Liechtenstein)(表1);不锈钢加载头(广东深圳哈斯数控加工厂);Sinora CEREC CAD/CAM加工系统(Sirona,Charlotte,NC,USA);Bisco Duo-Link SE Kit双固化粘接剂(Bisco.Inc,USA);电液伺服材料试验机(MTS Systems,MTS809,USA);光学显微镜(OLYMPUS SZ61,Japan);康特嵌体车针套装(coltene whaledent,Swiss)。

表1 4 种材料的相关成分信息简介
1.2 试件制备
纳入因正畸治疗而拔除的下颌前磨牙40 颗,纳入标准:完整无龋坏,无充填物,未行根管治疗,大小形态正常且相近。①牙体预备:由同一位研究人员按照统一标准,使用康特嵌体车针套装将40 颗下颌前磨牙面预备成(4 mm×4 mm×0.5 mm)overlay嵌体洞型(图1),然后将其随机平均分为4 组,即Vita®Enamic(VE)组;LavaTMUltimate(LU)组;IPS e.max®CAD(IC)组和IPS Empress®CAD(IE)组;②修复体制作:将所有预备好的离体牙通过Sinora CEREC CAD/CAM系统扫描记录图像资料,为避免解剖形态对实验结果带来的误差,在该系统上对所有嵌体进行统一的标准化设计和加工(图2)。将修复体面设计为颊舌两牙尖,颊舌尖平均厚约1.2 mm,中间一凹陷的中央窝,中央窝底部设计为平均厚度为1 mm的小平面,以保证与加载头有足够均匀的接触面积。然后使用Sinora CEREC CAD/CAM系统对VE、LU、IC、IE 4 种CAD/CAM瓷块进行切削加工,完成后对VE,LU进行打磨抛光,对陶瓷材料IC、IE还需要进行烧结。所有嵌体加工制作完成后,用光学显微镜(×4)检查有无明显缺陷;③粘接储存:所有离体牙及嵌体试件均使用Bisco Duo-Link SE Kit双固化粘接系统进行规范化粘接操作。粘接完成后将离体牙包埋于黄铜管中,包埋部位位于牙颈部以下。并将最终试件储存于常温蒸馏水中以准备疲劳测试。
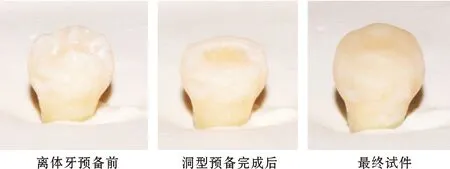
图1 试件的制作流程

图2 CAD/CAM系统设计加工流程
1.3 实验方法
本实验采用逐步加载法对嵌体进行疲劳测试,使用电液伺服材料试验机MTS809(重庆大学航天航空学院)进行实验,将包埋好的试件夹持于机器下部,将顶端圆弧直径为6 mm的不锈钢加载头夹持于机器上部,加载头垂直加载于试件中央窝处(图3)。循环加载力的形式为正弦波形,频率设定为5 Hz,起始加载力为200 N,循环5 000 次,然后逐步加力至400、600、800、1 000、1 200、1 400 N,各阶段加载力均循环30 000 次,总循环次数为185 000 次。若实验过程中试件出现破损,则停止加载,记录加载力及循环次数并观察破坏形式;若实验过程中未出现损坏,则循环完185 000 次后停止实验。疲劳加载完成后,于光学显微镜(×10)下观察修复体,分析其生存状态以及并记录断裂形式,分为:①无破损:试件在经受185 000 次疲劳循环后未出现修复体或牙体破损;②修复体破损:试件出现修复体裂纹或破损,但无牙体破坏;③牙体破坏:试件出现修复体破损同时累及牙体组织。

图3 疲劳加载试验
1.4 统计学分析
采用SPSS 22.0进行统计分析。Kaplan-Meier生存曲线分析比较4 组试件的疲劳性能。统计每一个加载周期开始时的完整试件数和结束时的损坏试件数,计算每个加载周期的生存概率(%)。采用Log-rank检验,分析4 种材料在P=0.05的显著性水平上存活率的差异。在显著性为0.008的水平上对材料疲劳性能进行两两对比(6 次比较的Bonferroni校正)。
2 结 果
2.1 4 种材料疲劳性能对比
统计每组材料每个加载周期的存活率,以及最大加载力和循环次数,并绘制出生存曲线表。疲劳实验结果显示,所有材料均出现一定程度上的疲劳失效(表2)。K-M生存曲线(图4)分析显示4 种材料存活率存在显著差异(P<0.05)。进行P=0.008的Bonferroni校正后发现陶瓷树脂复合体材料VE、LU与二硅酸锂玻璃陶瓷IC三者间疲劳性能均无明显统计学差异,且均好于白榴石基玻璃陶瓷IE(表3)。

表2 4 种材料的平均断裂载荷和循环次数
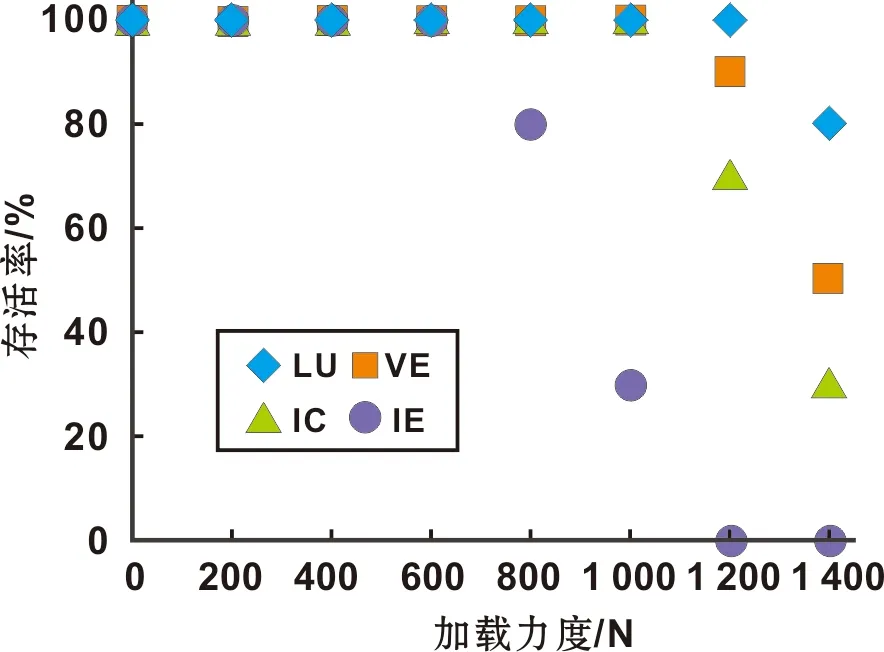
图4 各加载阶段材料的存活率 (n=10)

表3 每组材料疲劳失效形式和数量
2.2 4 种材料破坏形式观察
观察并统计所有试件疲劳失效形式(表4,图5),VE、LU、IC疲劳失效的试件中仅表现为修复体裂纹或破损,未见牙体破坏,其中LU、VE多表现为环形裂纹,IC表现为修复体大面积破损。IE的所有试件均未存活,其中80%为修复体破损,20%为牙体破坏。

图5 光学显微镜下材料的破坏形式 (×10)
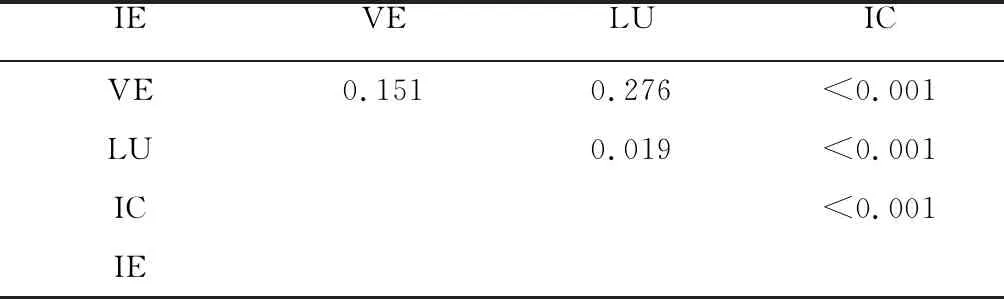
表4 事后归因两两比较材料之间生存率的差异
3 讨 论
随着牙科材料的进步,修复体的厚度可以做到更薄,Johnson等[8]将Lava Ultimate等材料的厚度设计为0.3 mm,依然能表现出很高的断裂韧性,但该实验为单纯垂直加载试验,不能证明材料远期效果,且Martin等[9]也建议将超薄修复体的厚度控制在0.7~1 mm。本实验的目的在于通过模拟口腔咀嚼循环,比较4 种材料在厚1 mm的超薄嵌体修复中的疲劳性能差异。
人类每年平均咀嚼25 万次,正常咀嚼力约50~250 N,紧咬牙和夜磨牙的情况下咀嚼力一般为500~800 N,若咀嚼到硬物时可达1 200~1 400 N[10-11]。对实验方法的选择上, Kassem等[12]提出以60 N,12 Hz对修复体进行加载循环1 000 000 次从而模仿修复体在口内5~10 年的疲劳寿命;但这种方法加载力度单一,无法体现口腔复杂的咀嚼活动尤其是高咀嚼力下的状态。本实验采用的是Fennis等[13]提出的逐步加载法,第一阶段为200 N循环5 000 次,随后每一阶段为400、600、800、1 000、1 200、1 400 N各循环30 000 次,此方法为动态加载法,能够覆盖更高咀嚼力和副功能咬合力范围,加载力变化大,对试件的累积疲劳效应明显。实验中选择不锈钢作为加载头,相较于天然牙牙尖作或树脂球作为加载头,不锈钢可多次重复利用,不会出现接触部分磨耗变形[14],由于所有嵌体标准化的面设计,保证了所有试件加载过程中接触面积一致,减少了因接触面积差异所引起的修复体受到的压强不同,导致的疲劳试验结果误差。
通过K-M生存曲线分析,Vita®Enamic和LavaTMUltimate 2 种陶瓷树脂复合体材料的疲劳性能和IPS e.max®CAD相当,无明显差异(P>0.008);但IPS Empress®CAD的疲劳失效率明显较高,平均断裂载荷为820 N。IPS Empress®CAD是以白榴石晶体颗粒为主要成分的玻璃陶瓷,较高的强度和出色的美学效果使其常常用于贴面,嵌体,高嵌体以及前后牙冠的制作。但本实验证明,将其设计为厚1 mm的超薄嵌体,在中等的咬合力下(>800 N)修复体无法提供足够的强度,因此本研究认为该材料无法很好的运用于咬合力较大的后牙超薄嵌体修复。IPS e.max®CAD的主要成分是二硅酸锂,大量的微观,交联,针状二硅酸锂晶体嵌入到玻璃基体中,使得这种陶瓷比其他类型的玻璃基陶瓷材料具有更高的机械性能,Aboushelib等[6]和Belli等[15]通过分析材料的内部结构发现,二硅酸锂晶体可以有效限制裂纹发展,从而提高材料的疲劳性能,因此即使将其设计为1 mm厚的超薄嵌体也能表现出优异的长期稳定性。Vita Enamic是一种聚合物渗透陶瓷[16],其是以富含氧化铝成分的长石瓷多孔陶瓷为主体,将小分子的二甲基丙烯酸尿烷(UDMA)和二甲基丙烯酸三甘醇酯(TEGDMA)渗透到支架的微孔中,并完成聚合,陶瓷含量为86%,树脂含量为14%。LavaTMUltimate是一种纳米树脂陶瓷,主体是由二甲基丙烯酸尿烷(UDMA)和双酚A聚乙二醇二醚二甲基丙烯酸酯(Bis-EMA)聚合而成的树脂基体,其中充填有80%的SiO2和ZrO2纳米颗粒[17]。Vita®Enamic和LavaTMUltimate 2 种陶瓷树脂复合体材料制作工艺和成分有所不同,但相较传统陶瓷材料拥有更高的回弹模量和初始断裂韧性,其树脂基体的存在会在微观结构中形成增韧机制,能够很好的分解应力[18-19],通过生存曲线分析可以得出,2 种材料即使是在高加载力(1 200~1 400 N)水平下,也能表现出极高的存活率,本结果也与Shembish等[20]的研究结果相一致。因此本研究结果认为相较于白榴石基玻璃陶瓷IE,陶瓷树脂复合体材料VE,LU以及二硅酸锂玻璃陶瓷IC在超薄嵌体修复应用中的中长期效果更佳。
瓷是一种脆性材料,不能吸收大量的形变能,对局部剪切和拉伸应力的抵抗能力适中[7],由于弹性模量较高,陶瓷材料IE、IC疲劳加载后可观察到修复体大面积脆性断裂。相较而言2 种陶瓷树脂复合体材料LU、VE的疲劳破坏形式多表现为较为局限的环形裂纹。这可以解释为与全瓷修复体的脆性玻璃基相比,聚合物基具有较强的抗损伤能力[15,21],近年也有研究者发现,陶瓷树脂复合体材料对微压痕[22]或金刚石道具打磨[23]引起的裂纹扩展有更大的耐受性。因此认为,陶瓷树脂复合体材料LU、VE对裂纹扩展的限制性要优于玻璃陶瓷材料IE、IC。
临床修复失败时基牙的保留程度对后期治疗至关重要,Brunton[24]认为,使用刚性材料进行牙体修复失效时,更有可能导致剩余牙体组织发生毁灭性破坏。但从本实验结果上来看(表3,图5),所有试件中,仅有20%的IC出现牙体破损,其余试件均未出现基牙进一步的损坏,说明通过尽可能多的保留健康牙体组织,采用超薄嵌体的修复方式,即使在高出正常咀嚼力水平的加载循环上,也能避免灾难性的牙体破坏。
从实验结果来看,超薄嵌体的修复方式对基牙的研磨量小且修复失败后基牙破坏性小。使用陶瓷树脂复合体材料VE、LU和二矽酸锂玻璃陶瓷IC进行超薄嵌体修复能表现出良好的疲劳性能,而白榴石基玻璃陶瓷IPS Empress CAD不适合应用于咬合力较大的超薄嵌体。本实验结论仍需后续试验和临床数据来验证。