基于FANUC IO LINK轴的伺服刀库分度控制
2020-03-30童文利
童文利
(通用技术集团大连机床有限责任公司,辽宁 大连 116620)
FANUC I/O LINK轴功能具有不占用NC控制轴数、控制简便、定位快捷准确的特点,常用于伺服刀库分度控制,它不需外部设置计数、定位、原点开关,减少了发生故障的环节。本文以MDH系列卧式加工中心的链式刀库为例,叙述了I/O LINK轴刀库的分度原理以及实际工程应用。
1 刀库结构与基本配置
MDH系列卧式加工中心的链式刀库(见图1)采用I/O LINK i型βiSV20伺服放大器驱动伺服电机βis8,通过减速器带动刀库拨盘拨动刀套旋转,拨盘每旋转一周拨动10个刀位,减速器减速比为1:120。伺服放大器接受到T指令,指令刀套以最近路径旋转定位到刀库当前位置,电机编码器反馈刀库当前位置。
2 基本参数设置
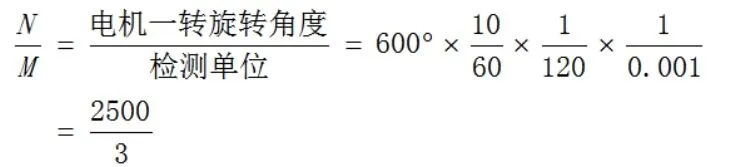
MDH系列卧式加工中心的链式刀库采用不同于以往常规方法的柔性齿轮比(N/M)的设置。
为了便于观察和处理,需要每旋转一个刀位显示坐标为10°,对于60把刀库,刀库旋转一周则为600°,那么,设定PMM刀位数量No.68=60,旋转轴每转移动量参数No.141=60×10°/检测单位=600000。

图1 刀库结构简图
基本参数设定数据见表1。
这种柔性齿轮比设置方法,使刀具号显示比较直观,在更换同型号40把刀库时只需修改参数No.68=40和No.141=400000即可,不需重新伺服初始化,对于调试非常方便。
3 PLC程序
对于刀库分度动作,采用ATC转台功能和快捷方式来实现。设置I/O LINK轴的首地址为X29/Y29,Y31的高四位为功能代码,低四位为指令数据1,Y32双字(指令数据2)赋值目标刀套号,Y29.0-Y29.2为模式选择信号,Y29.7为起动信号。
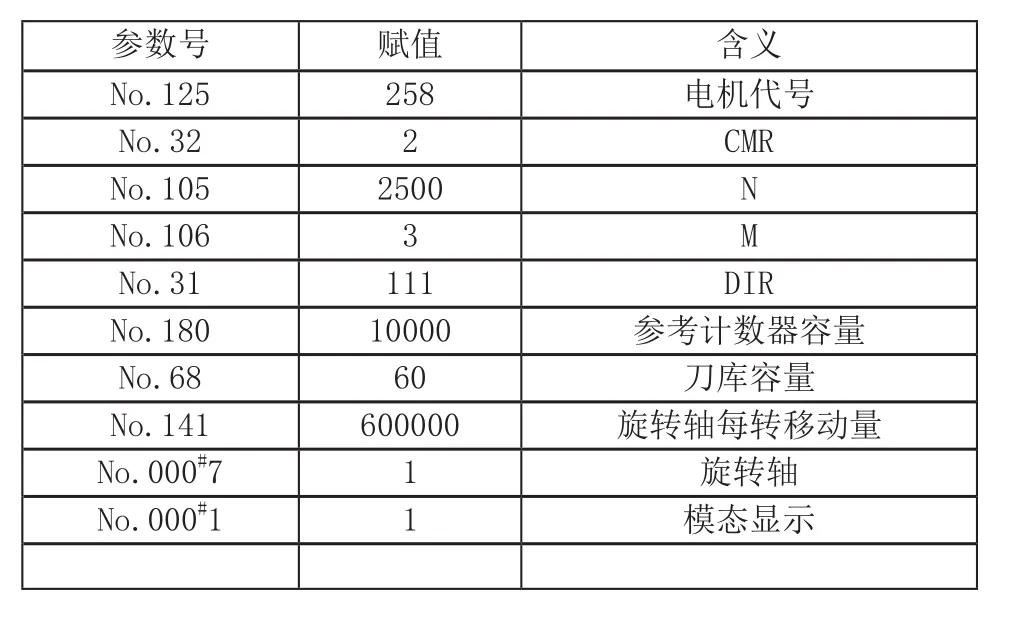
表1 基本参数表
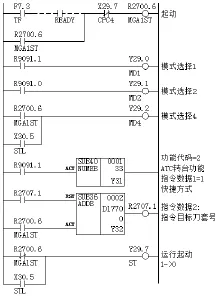
图2 PLC程序
如图2所示,当起动信号置1时,设置自动模式、功能代码、指令数据1、指令数据2。Y31字节的高四位=(2)HEX=(0010)BIN,Y31字节的低四位 =(1)HEX=(0001)BIN,所以直接赋值Y31=(00100001)BIN=(33)HEX。Y32为指令数据2等于指令刀套号D1770。当执行T7指令时,旋转7号刀套以最近路径快速定位到刀库当前位,刀库绝对坐标显示70000(图3),刀库分度结束。

图3 刀库绝对坐标
4 结语
采用I/O LINK轴外部设备控制信号的分度功能控制可以实现高速、高精度的刀库分度,不需要额外增加计数、定位和原点开关,减少了故障环节,增加了刀库控制的稳定性,被广泛采用伺服刀库分度控制上。此外,I/O LINK轴还可以应用在托板库、转台的圆周分度和上下料等简易定位设备的直线位移,是一种性价比较高的运动控制方式。