高速线材活套调整故障原因及解决方法
2020-03-30刘宾
刘宾
(攀枝花金属制品有限公司,四川 攀枝花 617000)
攀枝花金属制品有限公司现有一条高速线材生产线,其主要设备由DANIELI(达涅利)公司制造。产品规格为φ5.5~20mm线材。生产线实现无张力轧制,从13号轧机到精轧机,使用活套进行控制,轧线共设计有6个活套,其分布为中轧机组2个立式样活套,预精轧机组3立式样活套,精轧机前1个水平活套。轧机轧制生产过程中,活套通过变化值来调节轧机速度来实现一定程度范围内的红钢秒流量的调节,实现无张力控制。
1 活套装置系统构成简介
1.1 活套装置系统构成简介
活套装置是实现轧机无张力轧制的检测调节设备。活套装置构成如下:起套辊、活套检测仪、气动控制设备等组成。如图1所示。活套装置的作用:活套装置前后的相邻轧机机架含钢转矩电流达到PLC设定值后,活套装置开始启动运行。气缸动作推动活套辊改变红钢位置,形成弧形。由活套检测仪检测轧机红钢位置,变换为模拟电流信号输入PLC中,由PLC判读后通过改变前部轧机的电机转速,实现轧件弧形的基本稳定,实现轧件秒流量平衡,完成轧机运行自动控制。
起套辊由汽缸推动,和轧线红钢共同作用,实现活套辊的起降高度变化。它由一个单向气缸作用活套轮作为的动力执行元件。汽缸由通过电磁阀实现远程动作控制。起套辊的升降动作的时间会影响轧件的头尾产品质量。
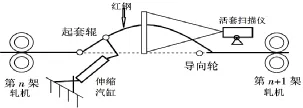
图1 活套构成示意图
1.2 电气控制系统介绍(如图1)
活套装置的电气控制系统由PLC系统和调速传动系统组成。PLC系统实现活套启动命令、活套高度检测比较,换算成速度调整值,输出控制轧件电机调速系统,实现前部机架的运行速度调整。
1.3 活套装置的升降控制
起套辊的升降按照PLC逻辑条件进行控制。在活套装置主控选用的情况下,在其前后轧机均含钢(转矩电流达到要求值)时,PLC输出控制七点电磁阀动作,气缸升起,起套辊动作。当轧件尾部离开活套装置前部预设的机架时,起套辊按规定时间必须立即下降。
1.4 活套高度曲线介绍
当PLC输出启动活套,汽缸动作后,就能形成弧形的轧件形状。弧形的轧件高度被活套检测器检测到,通过模拟量输出到PLC进行换算成套高,进行轧机转速控制。通过调节前部轧机电机转速升、降,使轧件形成的弧度和高度大小得到调节,确保活套弧形高度在给定值范围内基本不变。
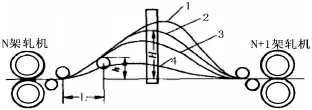
图2 红钢形成的活套形状
在生产过程中,活套可能形成4种套高形状,如图2所示。
第1种套形:轧件弧形较高,俗称高套,系主控人员套高设定高度值过大形成,这种形状下,轧件变形大,容易在下一轧机前出现甩尾现象,轧件弧形不易控制,波动大。
第2种套形:轧件弧形正常偏高,系主控人员根据现场对起套高度设定比较合适,对轧件料形控制较好,但对收套时间需要较好把握调整,否则也容易导致甩尾堆钢现象。
第3种套形:轧件弧形正常偏低形状,系主控人员套高设定高度值略小,但活套起套辊能正常工作,轧件能实现无张力轧制,对料形控制较好,不易导致甩尾现象。
第4种套形:轧件弧形形状很低,系主控人员套高设定过小,机架张力调整较差,由于张力较大,容易出现起套辊磨损快,机械故障多,同时张力控制不理想,对料形控制波动大,容易出现质量事故。
生产人员应当根据实践的经验,根据不同规格的轧制品种,设定合适的套高设定值,满足选择最佳的套形要求。可根据设备和工艺条件选择第2、第3种套形为主进行设定。
2 活套控制故障原因分析
2.1 起套辊问题
(1)活套不起套。常见问题较多,具体有如下条件:①操作错误未选择使用活套;②活套检测仪镜头被轧件灰尘或水雾污染,导致检测仪无法发现红钢;③电机含钢电流过小,实际电机电流小,未达到程序设定含钢电流动作值,不能发出含钢信号导致也不会起套;④轧制规格多,各品种选择机架不固定引起程序混乱导致活套不起套。⑤检测仪故障或者检测反馈线路故障;⑥电磁阀故障或者线路故障;汽缸损坏不动作;⑦活套棍辊子故障,或者辊子掉了。
(2)起套过早或太晚。起套过早或者过晚的主要原因是含钢转矩电流的波动导致,其中电流不稳定的因素如下:①调速装置不能稳定运行,导致轧机转速波动;供电网络电压的波动导致。②传动装置的速度反馈编码器有隐患,速度不稳定,空车转矩波动大;③活套扫描仪有故障,响应动作输出滞后时间超长,导致调节无法实现。
(3)活套甩尾。起套辊的收落时间控制不当落套太晚会直接导致甩尾,容易导致断尾钢,导致下一根钢出现堆钢事故,调整参数窗口中落套参数设定时间不合适。见图3中落套延时时间。

图3 活套参数设定
2.2 检测仪测量不稳定
(1)测量输出高低跳变大:①轧制工件件孔型和烧钢温度的变化;轧机孔型磨损的影响;②轧机含钢短时间的动态降速波动;③供电网络电压波动导致轧机速度波动影响;④操作人员工艺参数设置不当导致的活套参数波动。见图3中比例系数和时间系数,设定套高值。
(2)活套摆动大:①轧机冷却水产生的水雾遮盖活套检测信号视线;②供电电网的变化;造成轧机速度闪动,造成活套摆动;③轧机调速装置可能出现的故障,调速性能的下降导致转速波动变化曲线跳动变化,电机速度无法稳定运行导致轧机张力变化巨大,造成活套摆动厉害。④活套检测仪等检测元件的故障。线路故障导致套高信号被干扰,导致PLC系统检测到的信号出现偏差,调整控制失效,导致轧机调整速度变化失控。⑤气动元件故障,汽缸压力不达到要求,气源气压不稳定,管路积水多。⑥活套棍磨损,关节部位间隙大。
3 活套不稳定的问题解决方案
3.1 活套检测仪保护
(1)定期校准活套检测仪高度参考位置(0~500MM对应4~20MA);规定按班对活套检测仪镜头进行卫生清扫;制定半年为周期的下线检查制度。
(2)确保活套检测仪对准轧件,避免阳光、气电焊的弧光等导致检测仪误动作;停用的活套检测仪要做好镜头保护,防止误发信号导致程序错误。活套保护罩要规范制作。

(3)为减少轧线冷却水形成的水雾影响,在活套检测仪检测元件前加装空气吹扫装置消除影响;如果现场水雾气太大,应该加风机对活套检测仪进行吹风,降低水雾气的影响。
(4)现场检测元件线路要做好屏蔽,强电和弱电的走线尽量分割开。做好电缆保护。
3.2 工艺参数设定精准
(1)主控人员精确地控制好活套的落套延时时间,是解决活套甩尾的有效方法,PLC程序中采取当上游某一热检或活套检测仪检测到钢尾部信号到来时,通过设置活套落套延时来减少甩尾事故。
(2)主控对活套的高度设定要根据轧制品种进行合适的设置。
(3)主控对活套的比例和积分时间的设置要准确,减少调节波动。
3.3 轧机传动控制系统的响应
(1)电网电压的波动,造成轧机电机整流出的电压波动从而导致轧机机架速度波动,导致活套抖动,因此,对传动控制系统的稳定运行要重点观察。
(2)电机编码的前期故障,导致反馈不稳定导致轧机速度波动,转矩电流波动大,要及时安排更换编码。
(3)调速控制系统和电机本身运行参数不稳定,对此类问题要及时更换传动装置控制板卡和电机系统。
3.4 机械设备的影响
(1)活套棍的磨损,运转部位的轴承损坏,关节部位的铜套磨损间隙超标等,要及时安排。
(2)汽缸部位出现内漏,导致动作气压不稳定,需要及时检查更换。
(3)气动元件要经常检测,主要是保证气阀气压加强电磁阀清洗定期检查动作有无卡阻等维护工作,出现问题需要及时更换。
4 结语
通过对现场活套故障和运行过程中的仔细观察和研究,对常见的活套故障现象进行总结和改进,解决了活套控制的技术难点,目前我厂的活套运行稳定性大幅提高。
