锻造程序快速生成系统开发及应用
2020-03-27王艳芳赵兴龙李树林
王艳芳,赵兴龙,李树林
(太原重工轨道交通设备有限公司,山西 太原 030032)
精锻机是最先进的锻造设备之一,又称径向快速锻造机,由四个对称锤头对坯料进行高频率锻打的短冲程压力机。锻造尺寸主要靠锤头的运动和A、B 夹爪的运动实现。锻压时坯料由操作机的夹头送入锻压箱进行往复锻压。整个过程由CNC 自动控制,锻造程序通过人工导入实现,锻造程序由人工编制。太重精锻机锻造产品主要以小批量、多品种为主,工艺人员在编程时利用CAD 软件按工步进行,编程工作量较大,并且数据很多,在编程输入时容易输错,编制和审核人员投入的精力相对较多。
为了避免人为因素的影响,开发了精锻机程序快速编程系统,它是利用数控语言,由计算机自动地进行数值计算及后置处理,编写出锻造程序菜单,通过拷贝到精锻机操作系统中,指挥精锻机锻造过程。据统计,工艺人员编制常规产品精锻机程序时,需要输入上百个字符,采用精锻程序快速生成系统编制程序时,只需在自动生成界面上输入10 个锻件的关键尺寸,即可快速生成锻造程序。因此实现了锻造程序快速生成的功能,不仅可以提高编制程序的效率,而且减小了手工编程的错误率,同时减少了编程人员的劳动强度。
本文主要以精锻机锻造程序为研究对象,通过前期跟踪统计,优化锻造程序。通过开发编程系统,实现常规形状锻件使用精锻机锻造时,锻造程序的快速生成的功能,并且利用编程系统生成的程序进行了车轴产品的试制。
1 跟踪锻造过程,优化锻造程序
1.1 调整锻造参数,优化锻造功率
在锻造过程中锻造功率较大,会直接影响精锻机寿命。为保证锻造过程中功率不超过上限,专门研究了锻造压下量与锻造功率关系,跟踪了车轴锻件各部位尺寸变化时锻造功率的变化,积累相关的数据,从而在编制精锻程序时设定合适的参数。(1)前期跟踪。以RD2 车轴为例,跟踪了RD2车轴锻造过程,在锻造不同部位的直径时,锻造功率也随之变化,跟踪了不同压下量的锻造功率,其中倒棱时锻造功率达到最大。(2)原因分析及改进措施。倒棱的压下量最大,因此精锻机锻造功率也是最大的,由于倒棱尺寸是一定的,所以考虑降低A 夹爪的速度,从而降低锻造功率;而滚圆、锻轮座时压下量较小,可以考虑提高A 夹爪的速度,进而提高锻造速度。
1.2 分析锻造程序,优化程序参数
(1)前期跟踪及发现问题。前期跟踪了多个品种的锻造过程,发现锻造过程中上料、下料及锻造过程衔接不紧凑,类似程序锻造节拍长短不一,普遍存在锻造节拍延长的不合理现象。
(2)原因分析及改进措施。不同产品的锻造程序由于编制人员的思维方式、编程习惯不同,导致各衔接阶段时长存在差异,为使锻造过程更加紧凑,在程序中增加UEXXX 的功能,从而缩短了锻造时间。针对上下料的衔接问题,调整出料信号M11 的位置,使车轴在锻造过程中能很好地衔接,进而可以有效提高锻造效率。
1.3 优化后程序验证
采用优化后的RD2 车轴锻造程序进行试锻,锻造节拍缩短了30 秒,跟踪了首5 件车轴锻件的尺寸、表面质量和弯曲度,检测结果符合工艺要求。因而可以按照优化后的锻造程序进行批量生产。
2 固化锻造程序的变量参数
2.1 识别锻造程序中的关键参数
识别精锻机程序内容与常规车轴锻件尺寸相关的关键参数,其中D1、D2、D3 是锻件各部位直径,L1、L2、L3、L4、L5 为锻件各部位长度,另外关键参数还包括轴坯方度L6 和长度L。
2.2 变量参数公式化
图1 为精锻机锻造程序的核心内容,程序中的加粗字体为与产品直接相关的变量,其它为不变量,采用CAD 按工步计算,将这些变量参数公式化,也就是说将这些变量参数采用锻件尺寸中的关键参数代替,具体公式如表1。
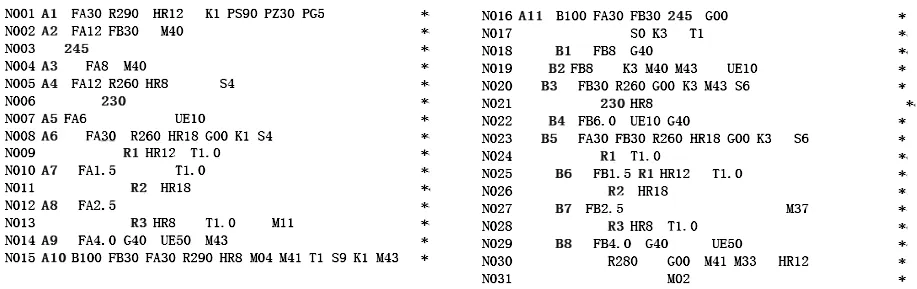
图1 精锻机锻造程序

表1 变量参数公式化
3 锻造程序快速生成系统开发
(1)利用数控语言,由计算机自动地进行数值计算及后置处理,成功开发了锻造程序快速生成系统。
(2)将锻件长度尺寸L1、L2、L3、L4、L5、直径尺寸D1、D2、D3、方坯规格L6 和方坯长度L 输入到快速生成程序界面中,点击“计算”,在“Forecast.exe”同一目录下,即可自动生成“test.txt”、“result.txt”、“result.doc”文件,其中“result.txt”、“result.doc”为输出格式的数据,程序按格式输出,精锻机程序采用的格式为“result.txt”;“test.txt”为测试所用数据,程序计算生成。
(3)锻造程序生成后,将“result.txt”中的程序拷贝到锻造程序菜单中,然后将程序拷贝带精锻机操作系统中,最终实现精锻机锻造车轴的目的。
(4)验证锻造程序。以RD2 车轴为例,将RD2 车轴锻件各部位尺寸输入到快速生成程序界面中,点击“计算”,生成RD2 车轴精锻机锻造程序,采用生成的程序进行试锻,整个锻造过程没有异常,锻造的车轴锻件外形尺寸、表面质量等符合要求。因而生成的锻造程序是可行的。
4 结语
通过开发精锻机锻造程序快速生成系统,形成了一套完整的编程软件包,编制程序人员只需根据锻件图的要求,将变量输入到系统中,即可导出锻造程序。如此一来不仅节约了工艺人员编制锻造程序的时间,而且避免了参数设置错误造成的锻造废品,同时程序的生成不受人为因素的控制,工艺固化,程序模式一致,便于识别,能用于指导生产。这种快速编程方法实现了使用精锻机锻造常规车轴产品时,锻造程序快速生成的功能,大幅度降低了编程人员的劳动强度,有效提高精锻机锻造效率,实现产品质量稳定,产出均匀的目的。