基于声发射技术的滚动轴承初期缺陷监测试验分析*
2020-03-26吕长飞吴小玉
吕长飞,吴小玉
(1.贵州师范大学 机械与电气工程学院,贵州 贵阳 550014; 2.贵州师范大学 机械与控制仿真重点实验室,贵州 贵阳 550014)
0 引 言
滚动轴承做为旋转机械的关键部件[1],应用广泛,轴承故障是造成旋转机械故障的主要原因,轴承状态监测备受关注。滚动轴承的典型故障是在工作过程中产生的局部缺陷,主要表现为循环接触应力下的疲劳开裂[2]。在故障发生前,即缺陷发生的初期阶段就发现缺陷,实现滚动轴承状态在线监测尤为重要[3]。轴承状态监测最成熟技术为振动分析,但其存在低速旋转机械故障检测灵敏度低、初期缺陷检测识别能力有限等不足,AE可克服振动分析存在的这两个缺陷,其在轴承缺陷监测中的研究具有重要意义[4]。Mba D等[5]对AE在旋转机械(轴承、齿轮箱和泵)中的应用进行了综述。AE广泛运用于转子动态故障检测,Tandon N[6]和Al-Balushi KR[7]利用AE技术对轴承缺陷进行了研究;上述利用AE探测轴承的技术仅适用于AE信号信噪比高的情况。去噪是AE技术在旋转机械中应用的研究热点之一,众多去噪技术被应用于AE信号的噪声抑制,如Hilbert-Huang变换、光谱峰度、滤波器、小波变换(WT)等[8-9]。离散小波变换(DWT)可用于AE信号去噪,高阶DWT分解的频率分辨率结果精度较低,小波包变换(WPT)作对非平稳信号如轴承缺陷产生的AE信号具有较好的去噪能力,Law等人的[10]提出了一种基于WPT分解和Hilbert-Huang变换的主轴轴承状态监测方法,发现AE比振动更容易检测频率特性的变化。自相关函数(ACF)广泛用于寻找信号中的模式,特别是在有噪声的信号中寻找周期性,该功能在AE轴承监测中尚未得到广泛应用。He等人[11]将短时RMS和ACF相结合,有效地从AE信号中提取轴承故障特征频率,是为数不多的研究之一。笔者采用了一种结合WPT预处理、HT包络提取和ACF探寻模式的增强型包络分析方法,实现了基于AE信号的滚动轴承缺陷在线监测,此方法(WPT-ACF)可减少正常轴承运行时产生的AE。并通过实验验证了该方法在低信噪比的情况下,特别是存在初期缺陷情况下,该方法明显优于传统的包络识别方法。
1 问题定义和提出的方法
滚动轴承故障报警通常是基于对局部缺陷的检测[12]。当轴承的内圈或外圈出现局部缺陷时,在滚动单元每次通过轴承套圈的缺陷区域时就会产生冲击,此时,由于表面微凸体的弹性或塑性变形、断裂或粘附,会周期性地产生高频AE脉冲[13]。包络分析是适用于轴承故障该类缺陷的检测技术,它已被应用于振动和AE信号,以检测由轴承缺陷部件引起的信号振幅的周期性增加[14-15]。在高信噪比时,冲击在时域信号中表现明显,包络谱图中出现明显的峰值,说明轴承中存在缺陷,但在低信噪比条件下,传统的包络分析方法无法实现检测。本文将包含自相关函数的HT包络法与WPT相结合,在AE信号频谱中可获得显著峰值,增强低信噪比时包络分析。此方法步骤为:①声发射信号采集;②采用WPT进行信号去噪,采用WPT对声发射信号进行预处理,按信号的带宽分成窄的频带,实现最合适的波段(最高的信噪比)选择;③采用HT进行包络提取;④使用ACF进行模式识别,将其应用于信号包络中,以发现滚动单元与缺陷之间撞击时所产生的数据中的循环模式,从而在下一步中获得更清晰的包络谱;⑤应用FFT进行频域变换;波峰搜索,以识别存在缺陷所对应的峰值。此WPT-ACF包络的输出是自相关函数的频谱,该谱图在不同频率上的峰值对应于轴承存在缺陷的地方,这包括内圈、外圈和滚动组件。
小波信号处理适用于频率随时间变化的非平稳信号。WPT是小波分解的推广,对信号进行了深层分解,可提供更好的频率分辨率[16]。将该滤波器组应用于声发射信号,选择信噪比较高的节点,以降低正常轴承运行产生的噪声,WPT可按如下方程计算:
(1)
(2)

进行HT可获得信号附加的振幅、瞬时相位和振动频率信息[17]。对x(t) 进行HT(H{x(t)}),就是对x(t)与信号1/π进行卷积运算,即输入为h(t)时线性定常系统和脉冲响应1/πt。h(t)可定义为:
(3)
ACF广泛运用于探寻信号模式,特别是在有噪声的信号中探寻周期性。对于给定信号f(t)的自相关函数Rf(t),定义为:

(4)
式中:f*是共轭复数;*是卷积算子。
2 实验装置及设计
搭建的测试平台如图1所示。实验测试轴承选用单列圆锥滚子轴承,其特性为:内径130 mm,外径280 mm;宽度72 mm;重量18 kg。实验选用Vallen VS900RIC AE传感器(带宽为100 kHz~1 MHz),其包含一个34 dB前内置放大器,工作温度从40~85 ℃,信号带通范围为70~500 kHz。AE传感器安装在测试轴承上,如图2所示,前置放大器通过一个与线性电源相连的解耦箱供电,解耦箱通过同轴电缆连接到数据采集卡,数据采集卡选用NI 9223,其最大采样率为1M/s、16位分辨率,电压输入范围±10v,数据采集、处理使用LabView软件。
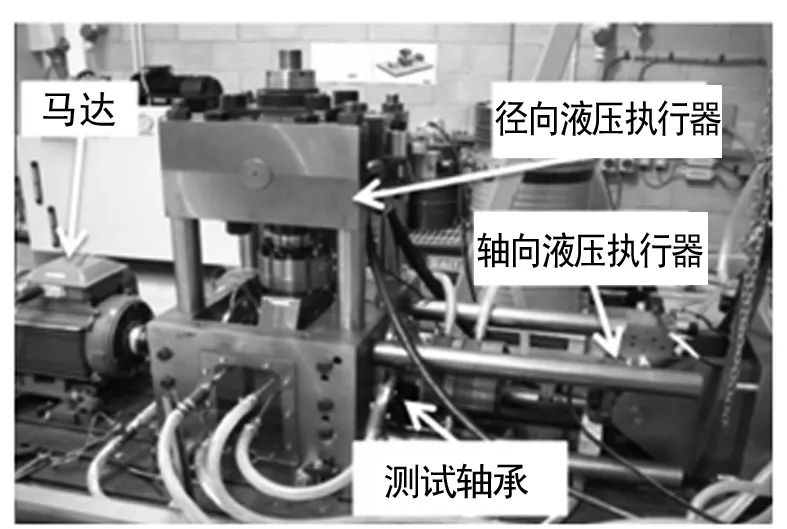
图1 缺陷测试装置图
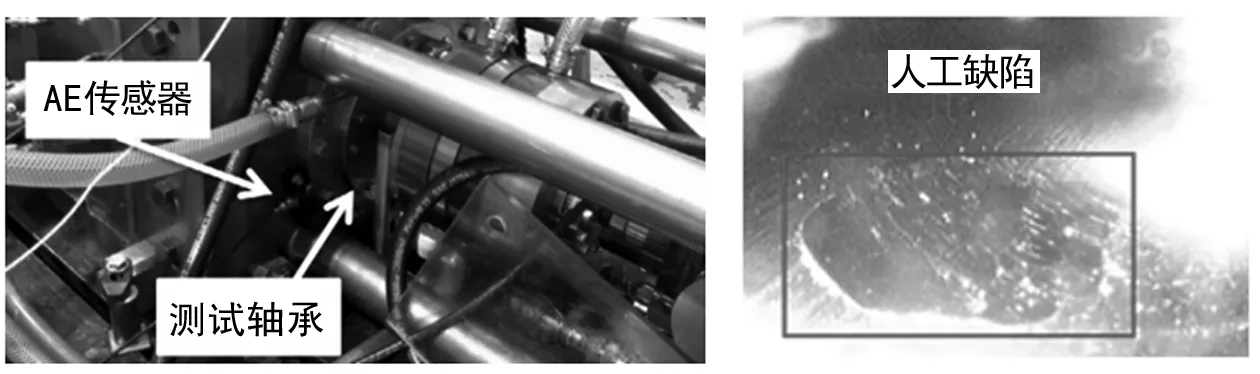
图2 AE传感器安装位置图 图3 轴承外圈缺陷图
测试轴承缺陷通过钻头在外套圈进行机械刻痕产生,缺陷位置在沿滚道方向约3 mm,宽度5 mm、深度1 mm。图3为内镜检查获得的缺陷图像。测试时,试验台以最大转速(1 650 r/min)和最大径向和轴向载荷(分别为40 kN和140 kN)运行,运行1 h后进行数据采集,采集间隔时间10 s,采集时长2 s,共采集18个数据。对无缺陷时的轴承使用相同的测试过程获取AE信号样本,以便与缺陷信号进行对比。
3 小波变换最优参数选取
对AE信号频谱进行WPT各阶分解,探寻最优分解和WPT节点,获得更好的信号去噪效果,选用WPT-ACF谱的信噪比计算公式如下:
(5)
(6)
其中:BPFO为测试轴承的缺陷频率(即外圈滚球通过频率),S为内外圈的相对转度;Bd为滚子直径;Nb为滚子数;Pd为中径;φ为接触角。测试轴承按6.61倍转速计算,当转速为1 650 r/min时,可计算出声发射信号中缺陷处冲击产生的脉冲间的时间间隔为5.5 ms,与图中观察到的高频声发射幅值瞬变一致。这些缺陷处产生的声发射信号频率高至500 kHz。
母波的选取是保证声发射信号精确分解成频带和去噪的重要步骤之一,常用母小波有Daubechies, Coiflflet和Symmlet,不同母波的结果如图4所示。

图4 选用不同母小波时WPT-ACF频谱信噪比
随着母波阶数的增加,信噪比明显增大,对于不同的高阶小波,得到的结果相似,其中Db1的信噪比最低,为47.64 dB,Db11的信噪比最高,为57.82 dB。为了说明母波选择的重要性,利用提供最高和最低信噪比(Db11和Db1)的母波的WPT-ACF谱如图5所示,利用Db1母波分析,信号噪声明显增大,因此,在下面分析时,使用的母波和分解节点分别为Db11和2,2。
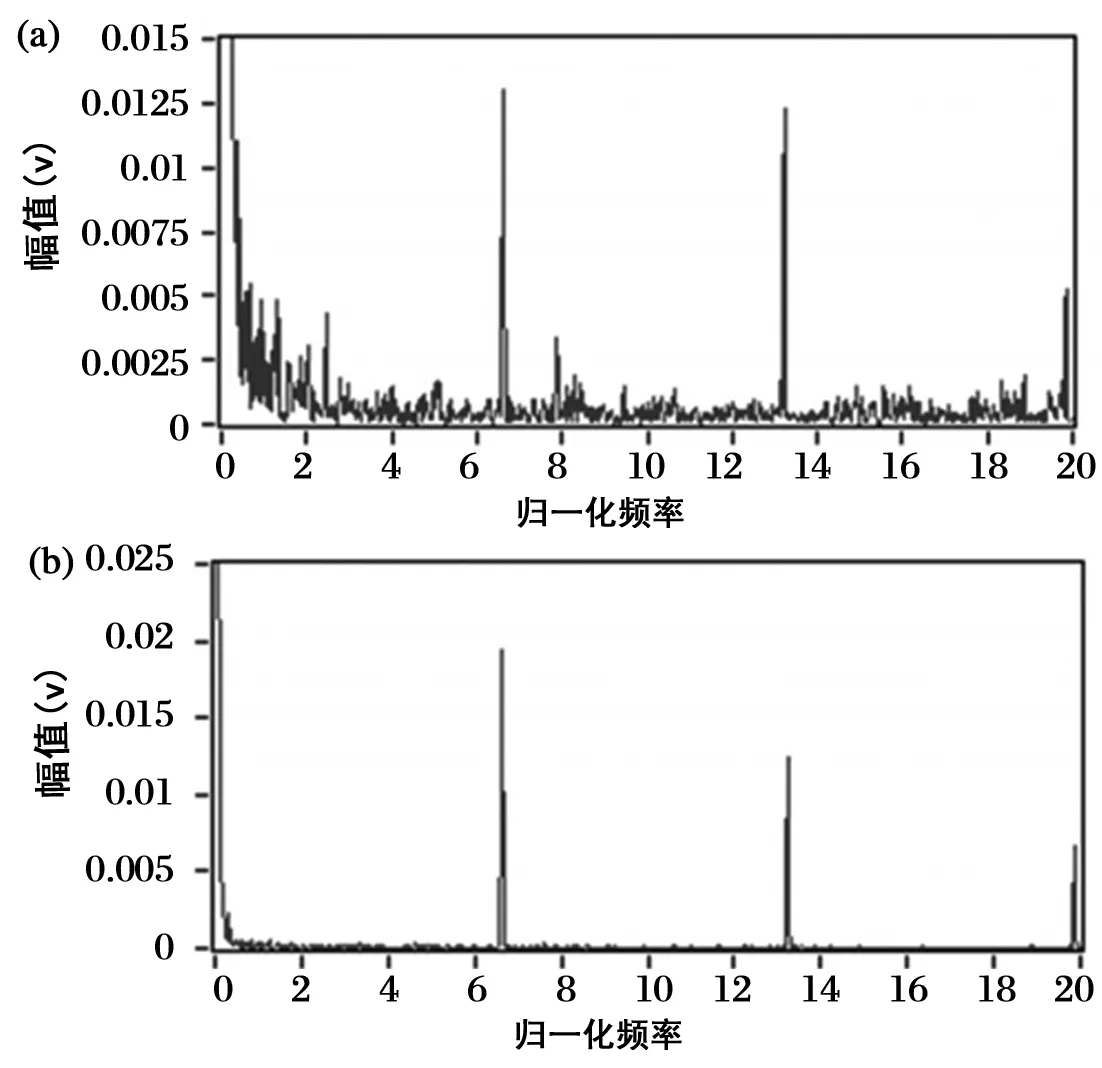
图5 选用Db1和Db11母小波时WPT-ACF对比图
4 方法验证
为在极低信噪比条件下评估本文方法,在缺陷轴承的AE信号上附加额外的噪声,降低信噪比,附加声发射噪声在-21~21 dB之间,间隔为3 dB。附加噪声的计算采用如下方程:
(7)
传统的包络分析和WPT-ACF法的结果对比如图6所示,横轴为附加噪声的dB值,纵轴为信噪比值。在附加噪声小的时候,WPT-ACF法与传统方法的信噪比差约为33dB,噪音达到9dB时对两种方法的信噪比有一定影响,从9 dB开始,两种方法的信噪比都有明显的下降趋势,但WPT-ACF频谱可以识别到附加了15 dB噪声的缺陷信号,附加噪声再增加时,信噪比低,峰值无法区分;而传统方法,加入6 dB噪声就无法检测出缺陷。这证实WPT-ACF频谱在极低信噪比条件下可检测处初期缺陷。


图6 附加噪声的信号采用传统频谱分析方法和WPT-ACF方法处理后对比图
5 结 语
提出了一种轴承初期缺陷监测的新方法。利用实验数据验证了WPT-ACF谱的可靠性和有效性。结果表明,与传统的包络分析方法相比,该方法在高信噪比和低信噪比条件下都有较好的局部缺陷检测效果。对去噪过程中最有效的母波和WPT节点开展了研究,得出对应于375~500 kHz频段的“2,2”WPT节点和母波dB11时声发射信号去噪效果最好。与传统的包络分析方法相比,该方法能够较早地检测出局部缺陷,具有较高的信噪比,在轴承缺陷检测中具有明显的优势。传统的包络方法能够识别出附加噪声高达6 dB的缺陷,而WPT-ACF谱能够识别出附加噪声高达15 dB的缺陷。因此,与传统方法相比,该方法能够在低9 dB信噪比的情况下检测出缺陷。在这种情况下,信噪比相当低,通常出现在缺陷的早期阶段。在早期阶段发现缺陷,有利于提前计划维修,减少机器停机时间,从而避免轴承故障造成的成本。此外,WPT-ACF频谱在自动化系统中易于实现,只需在频谱中应用一个阈值检测器即可找到峰值。笔者建议进一步研究WPT-ACF谱的行为,以检测轴承内套圈和滚动部件中的缺陷和多点缺陷。
