基于条码定位的全闭环PID控制技术在U 型巷道堆垛机控制系统中的应用
2020-03-26牛祯祖吕聪正
牛祯祖 吕聪正
中国电子科技集团公司第二研究所 山西 太原 030024
0 引言
随着我国经济的日益发展,企业对于货物的储存和搬运的要求变得越来越高,对于堆垛机在立体仓库中的需求也会越来越多,对于堆垛机的响应时间、运行速度、定位精度以及自动化程度也会越来越高[1]。目前对于堆垛机行走及升降运行环节,大多数均采用多档速度开环控制或速度闭环控制两种方式,这两种控制方式均存在定位精度差、动作响应时间长等缺点[2]。本设计采用基于条码定位的全闭环控制技术,不但能改善堆垛机运行速度曲线,而且能够保证最终的定位精度,提高设备的运行效率。
1 控制系统硬件设计
U 型巷道堆垛机系统选用西门子S7-1200PLC作为主控制器,变频器选用西门子G120带基本定位功能的变频器,行走电机和升降电机配置HTL接口的增量型编码器,定位传感器选用劳易测BPS型条码定位系统,货叉电机配备SSI绝对值编码器,系统构成如图1所示。
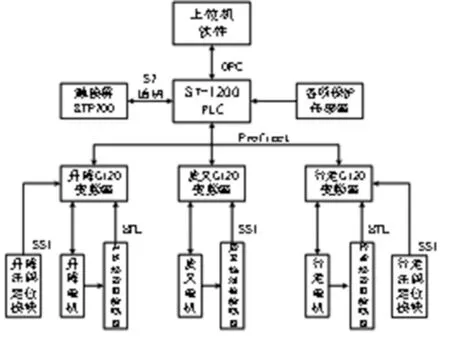
图1 控制系统硬件结构图
在图1中,S7-1200PLC与升降G120变频器、货叉G120变频器和行走G120变频器通过Profinet网络建立通讯连接,实现对升降、货叉及行走机构运动的控制。堆垛机升降和行走编码器采集的电机转速用于PID速度环的控制,条码定位模块反馈的位置信息用于PID位置环的控制,升降变频器和行走变频器通过与相应条码定位模块的通讯,实时获取其位置信息,通过PID位置环和PID速度环实现对堆垛机升降和行走的全闭环控制,控制框图如图2所示。

图2 行走环节全闭环PID控制框图
2 控制系统软件设计
控制系统软件的设计对于堆垛机高效稳定的运行至关重要,软件设计主要包括PLC软件程序设计和上位机软件设计两个部分,具体如下。
2.1 PLC软件程序设计 PLC程序设计通过西门子TIA Portal V15.1软件进行开发设计,根据堆垛机作业流程,大体上可以分为入库操作和出库操作。
入库操作是指PLC控制堆垛机到指定货口取货后,在巷道内同时进行水平方向和垂直方向上的运动行驶到指定货位,最终将货位入库到指定位置;出库操作是指PLC控制堆垛机运行到指定的货位取货,并将其输送到指定出货口,同时删除相应物品库存信息,完成出库任务。
2.2 上位机软件设计 上位机软件通过Visual Studio2015软件C#语言编写,主要功能如下。
1)与PLC建立通信连接,根据仓储管理软件的请求,向PLC发送相应的动作指令,并接收设备反馈的运行状态及相应的信息。
2)与数据库建立连接,储存记录运行中的各参数、指标等数据,同时可进行历史记录的查询,方便设备的维护。
3 设备调试与运行
堆垛机运行的位置给定与反馈曲线如图4所示,可以看出其运行速度响应和稳态误差都有较高的提升,定位精度也得到了明显的提高。

图3 堆垛机位置给定与反馈曲线
4 结束语
在U 型巷道堆垛机中通过基于条码定位的全闭环PID控制技术,实现了堆垛机行走和升降环节的精准定位,提高了设备的响应时间,优化了堆垛机的运行速度曲线,提升了企业的生产效率。
